(EHK/OSN) č. 81Předpis Evropské hospodářské komise Organizace spojených národů (EHK/OSN) č. 81 – Jednotná ustanovení pro schvalování zpětných zrcátek dvoukolových motorových vozidel, též s postranním vozíkem, z hlediska montáže zpětných zrcátek na řídítka
| Publikováno: | Úř. věst. L 185, 13.7.2012, s. 1-23 | Druh předpisu: | Nařízení |
| Přijato: | 13. července 2012 | Autor předpisu: | |
| Platnost od: | 18. června 2007 | Nabývá účinnosti: | 18. června 2007 |
| Platnost předpisu: | Ano | Pozbývá platnosti: | |
Text předpisu s celou hlavičkou je dostupný pouze pro registrované uživatele.
Pouze původní texty EHK/OSN mají podle mezinárodního veřejného práva právní účinek. Je nutné ověřit si status a datum vstupu tohoto předpisu v platnost v nejnovější verzi dokumentu EHK/OSN o statusu TRANS/WP.29/343, který je k dispozici na internetové adrese:
http://www.unece.org/trans/main/wp29/wp29wgs/wp29gen/wp29fdocstts.html
Předpis Evropské hospodářské komise Organizace spojených národů (EHK/OSN) č. 81 – Jednotná ustanovení pro schvalování zpětných zrcátek dvoukolových motorových vozidel, též s postranním vozíkem, z hlediska montáže zpětných zrcátek na řídítka
Zahrnuje veškerá platná znění až po:
doplněk 2 k původnímu znění předpisu – datum vstupu v platnost: 18. června 2007
OBSAH
PŘEDPIS
|
1. |
Oblast působnosti |
I. ZPĚTNÁ ZRCÁTKA
|
2. |
Definice |
|
3. |
Žádost o schválení |
|
4. |
Označení |
|
5. |
Schválení |
|
6. |
Obecné požadavky |
|
7. |
Zvláštní specifikace |
|
8. |
Zkoušky |
|
9. |
Shodnost výroby |
|
10. |
Postihy za neshodnost výroby |
|
11. |
Změna a rozšíření schválení typu zpětného zrcátka |
|
12. |
Definitivní ukončení výroby |
II. MONTÁŽ ZPĚTNÝCH ZRCÁTEK
|
13. |
Definice |
|
14. |
Žádost o schválení |
|
15. |
Schválení |
|
16. |
Požadavky |
|
17. |
Shodnost výroby |
|
18. |
Postihy za neshodnost výroby |
|
19. |
Změna a rozšíření schválení typu vozidla |
|
20. |
Definitivní ukončení výroby |
|
21. |
Názvy a adresy správních orgánů a technických zkušeben odpovědných za provádění zkoušek schválení typu |
PŘÍLOHY
|
Příloha 1 – |
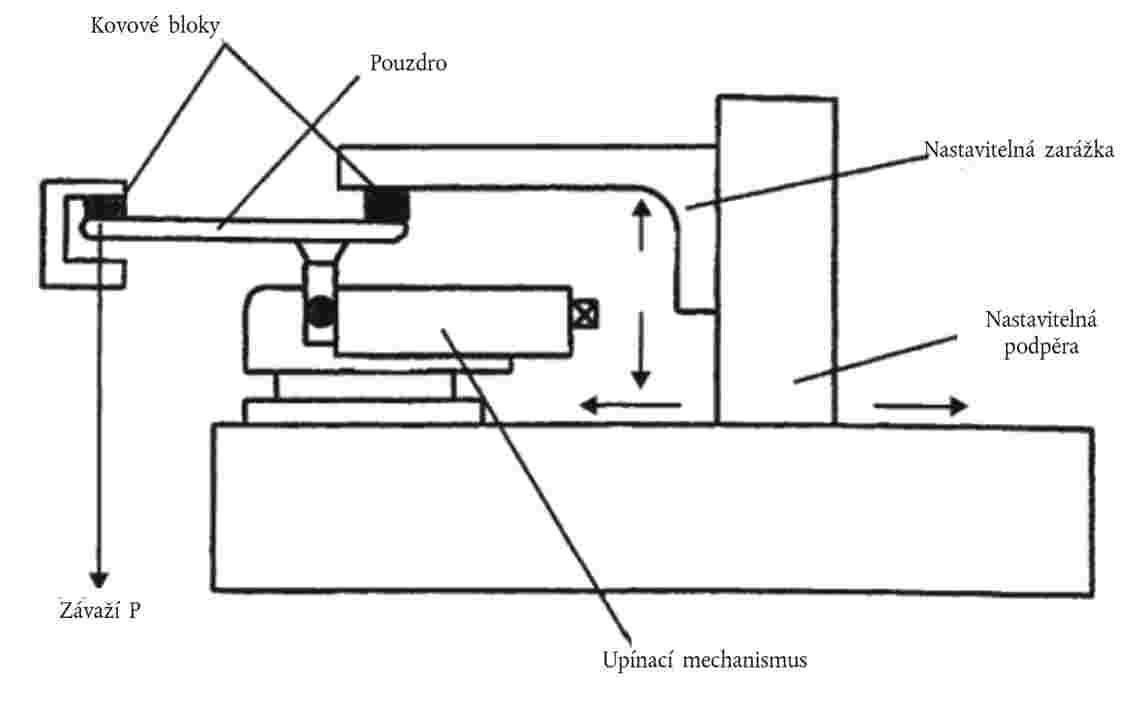
Sdělení týkající se udělení, zamítnutí, rozšíření nebo odnětí schválení nebo definitivního ukončení výroby typu zpětného zrcátka podle předpisu č. 81 |
|
Příloha 2 – |
Sdělení týkající se udělení, zamítnutí, rozšíření nebo odnětí schválení nebo definitivního ukončení výroby typu vozidla z hlediska montáže zpětných zrcátek, podle předpisu č. 81 |
|
Příloha 3 – |
Uspořádání značky schválení typu zpětného zrcátka |
|
Příloha 4 – |
Uspořádání značky schválení typu vozidla týkající se montáže zpětných zrcátek |
|
Příloha 5 – |
Zkušební metoda stanovení odrazivosti |
|
Příloha 6 – |
Postup stanovení poloměru křivosti „r“ odrazného povrchu zrcátka |
|
Příloha 7 – |
Kontrola shodnosti výroby |
1. OBLAST PŮSOBNOSTI
Tento předpis se vztahuje na:
|
1.1 |
zpětná zrcátka určená k montáži na vozidla kategorie L (1) bez karoserie zčásti nebo zcela obklopující řidiče a |
|
1.2 |
montáž zpětných zrcátek na vozidla kategorie L, která nemají karoserii, jež zčásti nebo zcela obklopuje řidiče (2). |
I. – ZPĚTNÁ ZRCÁTKA
2. DEFINICE
Pro účely tohoto předpisu se:
|
2.1 |
„zpětným zrcátkem“ rozumí jakékoli zařízení, jehož účelem je poskytovat jasný pohled směrem dozadu; |
|
2.2 |
„typem zpětného zrcátka“ rozumí zařízení, která se neliší v těchto zásadních hlediscích:
|
|
2.3 |
„třídou zpětných zrcátek“ rozumí všechna zařízení, která mají jednu nebo více společných vlastností nebo funkcí. Zpětná zrcátka podle tohoto předpisu jsou zařazena do třídy „L“; |
|
2.4 |
poloměrem „r“ rozumí střední hodnota poloměrů křivosti měřených na odrazném povrchu metodou popsanou v bodě 2 přílohy 6 tohoto předpisu; |
|
2.5 |
„hlavními poloměry křivosti v jednom bodě na odrazném povrchu (ri) a (r’i)“ rozumí hodnoty získané pomocí přístroje definovaného v příloze 6, naměřené na oblouku odrazného povrchu ležícím v rovině rovnoběžné s největším rozměrem zrcátka a procházejícím středem zrcátka, a na oblouku kolmém k největšímu rozměru zrcátka; |
|
2.6 |
„poloměrem křivosti v jednom bodu na odrazném povrchu (rp)“ rozumí aritmetický průměr hlavních poloměrů křivosti ri a r’i, tj.: 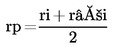
|
|
2.7 |
„středem zrcátka“ rozumí těžiště viditelné plochy odrazného povrchu; |
|
2.8 |
„poloměrem křivosti základních součástí zpětného zrcátka“ rozumí poloměr „c“ oblouku kružnice, která se nejvíce přibližuje zakřivenému tvaru dotyčné součásti. |
3. ŽÁDOST O SCHVÁLENÍ
3.1 Žádost o schválení typu zpětného zrcátka podává držitel obchodního názvu nebo značky nebo jeho řádně pověřený zástupce.
3.2 Pro každý typ zpětného zrcátka musí být k žádosti přiloženy níže uvedené dokumenty v trojím vyhotovení a tyto údaje:
|
3.2.1 |
technický popis včetně montážního návodu a s uvedením druhu/druhů vozidla, pro nějž/něž je zpětné zrcátko určeno, |
|
3.2.2 |
dostatečně podrobné výkresy, které umožní ověřit:
|
3.3 Mimo to musí být k žádosti o schválení přiloženy čtyři vzorky daného typu zpětného zrcátka. Technická zkušebny odpovědná za provádění zkoušek pro schválení typu si může vyžádat další vzorky.
3.4 Dříve, než příslušný orgán udělí schválení typu, ověří, zda existují vyhovující opatření k zabezpečení účinných kontrol shodnosti výroby.
4. OZNAČENÍ
4.1 Vzorky zpětných zrcátek předkládané ke schválení musí být opatřeny obchodním názvem nebo značkou výrobce; toto označení musí být jasně čitelné a nesmazatelné.
4.2 Každé zpětné zrcátko musí mít na svém držátku dostatečné místo pro umístění značky schválení typu, která musí být čitelná i po namontování zpětného zrcátka na vozidlo; toto místo musí být vyznačeno na výkresech zmíněných v bodě 3.2.2 výše.
5. SCHVÁLENÍ
5.1 Vyhovují-li vzorky předložené ke schválení požadavkům bodů 6 až 8 níže, udělí se schválení pro dotyčný typ zpětného zrcátka.
5.2 Každému schválenému typu se přidělí číslo schválení. Jeho první dvě číslice (v současnosti 00 pro předpis v jeho původním znění) udávají sérii změn, která zahrnuje nejnovější významné technické změny předpisu v době vydání schválení. Táž smluvní strana nesmí totéž číslo přidělit jinému typu zpětného zrcátka.
5.3 Oznámení o udělení nebo rozšíření nebo zamítnutí schválení typu zpětného zrcátka podle tohoto předpisu se zašle smluvním stranám dohody z roku 1958, které uplatňují tento předpis, prostřednictvím formuláře podle vzoru v příloze 1 tohoto předpisu.
5.4 Na každém zpětném zrcátku shodném s typem schváleným podle tohoto předpisu se kromě značky předepsané v bodě 4.1 viditelně a na místě zmíněném v bodě 4.2 umístí mezinárodní značka schválení typu, která se skládá z:
|
5.4.1 |
písmene „E“ v kružnici, za nímž následuje rozlišovací číslo země, která schválení udělila (3); |
|
5.4.2 |
čísla schválení typu; |
|
5.4.3 |
doplňkového symbolu v podobě písmene „L“. |
5.5 Číslo schválení typu a doplňkový symbol musí být jasně čitelné a nesmazatelné.
5.6 V příloze 3 tohoto předpisu je uveden příklad uspořádání značky schválení typu a doplňkového symbolu.
6. OBECNÉ POŽADAVKY
6.1 Všechna zpětná zrcátka musí být seřiditelná.
6.2 Okraj odrazného povrchu musí být zachycen v držáku, které musí mít na svém obvodu ve všech bodech a ve všech směrech hodnotu poloměru křivosti „c“ rovnou 2,5 mm nebo větší. Vyčnívá-li odrazný povrch z držátka, nesmí být poloměr křivosti „c“ okraje vyčnívající části menší než 2,5 mm a odrazný povrch musí být možno zasunout do držátka silou 50 N, kterou se působí v místě největšího vyčnívání z držátka ve vodorovném směru přibližně rovnoběžném se střední podélnou rovinou vozidla.
6.3 Je-li zpětné zrcátko namontováno na rovinném povrchu, musí mít všechny jeho části, kterých se může ve statickém stavu dotknout koule o průměru 100 mm, bez ohledu na polohu seřízení zařízení, včetně částí, které po zkoušce podle bodu 8.2 zůstanou spojeny s držátkem, poloměr křivosti „c“ nejméně 2,5 mm.
6.3.1 Ustanovení o poloměru podle bodu 6.3 se nevztahují na okraje upevňovacích otvorů nebo vybrání, jejichž šířka je menší než 12 mm, jestliže jsou zaobleny.
6.4 Na části zpětných zrcátek se ustanovení bodů 6.2 a 6.3 výše nevztahují, jsou-li tyto části zhotoveny z materiálu, jehož tvrdost není větší než 60 podle Shoreho stupnice A
7. ZVLÁŠTNÍ SPECIFIKACE
7.1 Rozměry
7.1.1 Minimální rozměry odrazného povrchu musí být takové, aby byly splněny tyto podmínky:
|
7.1.1.1 |
jeho plocha není menší než 69 cm2, |
|
7.1.1.2 |
v případě kruhových zrcátek není průměr menší než 94 mm, |
|
7.1.1.3 |
v případě nekruhových zpětných zrcátek jejich rozměry umožňují vepsání kružnice o průměru 78 mm na odraznou plochu. |
7.1.2 Maximální rozměry odrazného povrchu musí být takové, aby byly splněny tyto podmínky:
|
7.1.2.1 |
v případě kruhových zrcátek není průměr větší než 150 mm, |
|
7.1.2.2 |
v případě nekruhových zpětných zrcátek se odrazná plocha vejde do obdélníku o rozměrech 120 mm x 200 mm. |
7.2 Odrazný povrch a součinitel odrazivosti
7.2.1 Odrazný povrch zpětného zrcátka musí být sféricky vypuklý.
7.2.2 Rozdíly mezi poloměry křivosti:
|
7.2.2.1 |
Rozdíl mezi ri nebo r’i a rp v kterémkoli vztažném bodu nesmí být větší než 0,15 r. |
|
7.2.2.2 |
Rozdíl mezi kterýmkoli z poloměrů křivosti (rp1, rp2, a rp3) a r nesmí být větší než 0,15 r. |
7.2.3 Hodnota „r“ nesmí být menší než 1 000 mm ani větší než 1 500 mm.
7.2.4 Hodnota normálového součinitele odrazivosti stanoveného metodou popsanou v příloze 5 tohoto předpisu nesmí být menší než 40 %. Má-li zrcátko dvě nastavení („denní“ a „noční“), musí „denní“ nastavení umožňovat rozeznávání barev signálů používaných v silničním provozu. Hodnota normálového součinitele odrazivosti při „nočním“ nastavení nesmí být menší než 4 %.
7.2.5 Za běžných podmínek používání si musí odrazný povrch zachovat vlastnosti uvedené v bodě 7.2.4 i po delším vystavení nepříznivým povětrnostním podmínkám.
8. ZKOUŠKY
8.1 Zkouškami zpětných zrcátek podle bodů 8.2 a 8.3 níže se zjišťuje jejich chování při působení na držátko připevněné ke stopce nebo podpěře a při jeho ohnutí.
8.2 Rázová zkouška
8.2.1 Popis zkušebního zařízení:
|
8.2.1.1 |
Zkušební zařízení se skládá z kyvadla, které se může kývat kolem dvou vodorovných vzájemně kolmých os, z nichž jedna je kolmá k přední rovině dráhy spuštěného kyvadla. Na konci kyvadla je kladivo tvořené tuhou koulí o průměru 165 ± 1 mm potaženou pryží o tloušťce 5 mm a tvrdosti 50 podle Shoreho stupnice A. Kyvadlo je opatřeno zařízením umožňujícím stanovit maximální úhel vychýlení ramena v rovině spouštění. V souladu s požadavky na rázovou zkoušku stanovenými v bodě 8.2.2.6 níže slouží k přidržování vzorků podpěra pevně spojená s konstrukcí podpírající kyvadlo. Na obrázku 1 jsou uvedeny rozměry zkušebního zařízení a zvláštní konstrukční údaje: |
|
8.2.1.2 |
Střed úderu kyvadla se shoduje se středem koule tvořící kladivo. Jeho vzdálenost „l“ od osy kývání v rovině spouštění je rovna 1 m ± 5 mm. Hmotnost kyvadla redukovaná na jeho střed úderu je mo = 6,8 ± 0,05 kg. Vztah mezi těžištěm kyvadla a jeho osou otáčení je vyjádřen rovnicí: 
|
8.2.2 Popis zkoušky:
|
8.2.2.1 |
Zpětné zrcátko se připevní k podpěře postupem doporučeným výrobcem zařízení, popřípadě výrobcem vozidla. |
|
8.2.2.2 |
Umístění zpětného zrcátka pro zkoušku.
|
|
8.2.2.3 |
Když je kyvadlo ve svislé poloze, musí vodorovná rovina a podélná svislá rovina procházející středem kladiva procházet středem zrcátka podle definice v bodě 2.7 výše. Podélný směr kývání kyvadla musí být rovnoběžný s podélnou rovinou vozidla. |
|
8.2.2.4 |
Jestliže za podmínek seřízení podle bodů 8.2.2.2.1 a 8.2.2.2.2 výše omezují části zpětného zrcátka zpětný kyv kladiva, musí být bod nárazu posunut ve směru kolmém k příslušné ose otáčení. Toto posunutí musí být jen takové, jak je bezpodmínečně nutné k provedení zkoušky. Musí být omezeno tak, aby bod dotyku kladiva byl ve vzdálenosti nejméně 10 mm od obvodu odrazného povrchu. |
|
8.2.2.5 |
Zkouška se provede tak, že se kladivo nechá spadnout z výšky odpovídající úhlu kyvadla 60° od svislice tak, aby narazilo na zpětné zrcátko v okamžiku, kdy kyvadlo dosáhne svislé polohy. |
|
8.2.2.6 |
Zpětná zrcátka se podrobí rázu za těchto různých podmínek:
|
8.3 Ohybová zkouška držátka připevněného ke stopce
8.3.1 Popis zkoušky
|
8.3.1.1 |
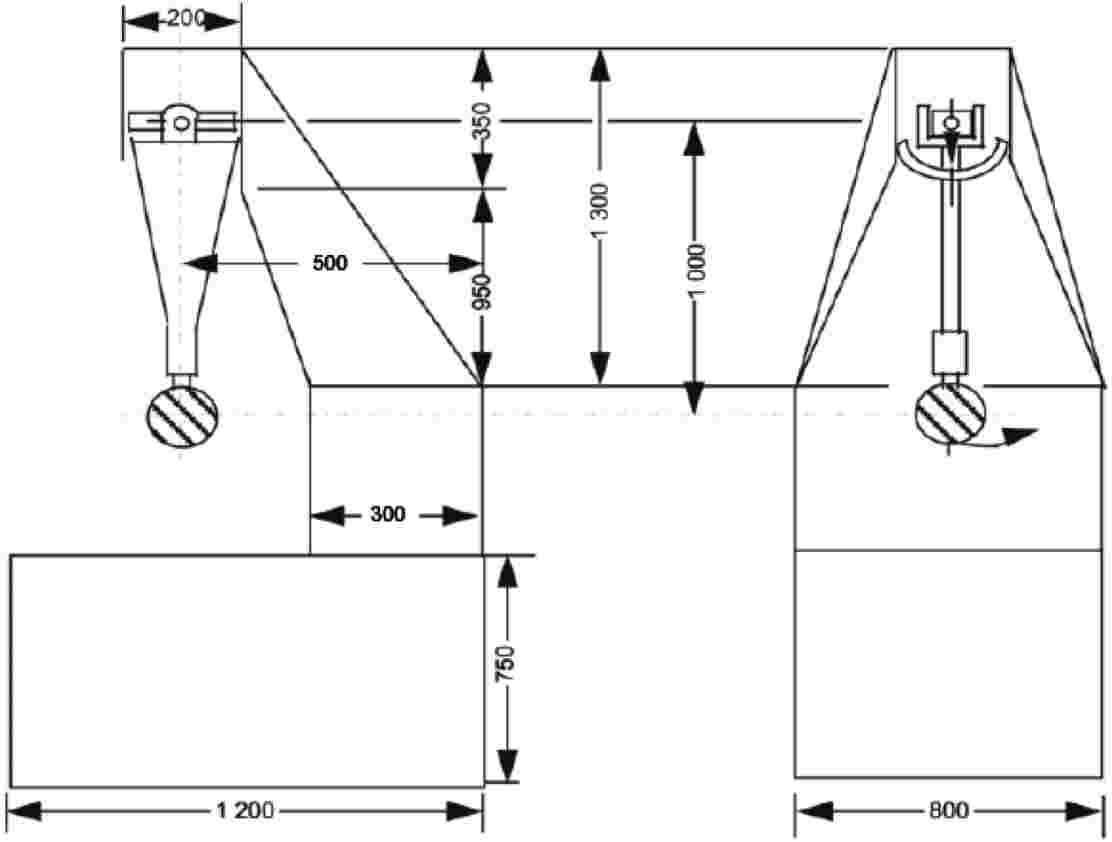
Držátko se vodorovně uloží do zkušebního zařízení tak, aby seřizovací části držátka bylo možno spolehlivě upnout. Konec držátka, který je ve směru největšího rozměru držátka nejblíže k bodu připevnění seřizovací části, se znehybní pevnou zarážkou šířky 15 mm překrývající celou šířku držátka. |
|
8.3.1.2 |
Na opačný konec se umístí stejná zarážka tak, aby se na ni mohlo působit stanoveným zkušebním zatížením (viz obrázek 2). |
|
8.3.1.3 |
Konec držátka protilehlý konci, na který se působí silou, se může upnout a nemusí se udržovat v poloze vyznačené na obrázku 2.
|
8.3.2 Zkušební zatížení 25 kg působí po dobu jedné minuty.
8.4 Výsledky zkoušek
8.4.1 Při zkouškách podle bodu 8.2 se musí kyvadlo vrátit tak, aby průmět polohy zaujímané ramenem na rovinu spouštění svíral se svislicí úhel nejméně 20°.
|
8.4.1.1 |
Přesnost měření úhlu musí být ± 1°. |
8.4.2 Při zkouškách podle bodů 8.2 a 8.3 se zrcátko nesmí rozbít. Rozbití odrazného povrchu zrcátka je však přípustné, je-li splněna některá z těchto podmínek:
|
8.4.2.1 |
Úlomky skla nadále lnou k zadní části držátka nebo k povrchu pevně spojenému s držátkem, s tou výjimkou, že částečné oddělení skla je přípustné, pokud jeho rozměr na obou stranách praskliny není větší než 2,5 mm. Je přípustné, aby se v místě nárazu od povrchu skla oddělily drobné střepiny. |
|
8.4.2.2 |
Zrcátko je zhotoveno z bezpečnostního skla. |
9. SHODNOST VÝROBY
9.1 Každé zpětné zrcátko schválené podle tohoto předpisu musí být vyrobeno tak, aby bylo shodné se schváleným typem a splňovalo požadavky uvedené v bodech 6 až 8 výše.
9.2 Splnění požadavků bodu 9.1 se ověřuje vhodnými kontrolami výroby.
9.3 Držitel schválení je zejména povinen:
|
9.3.1 |
Zajistit postupy účinné kontroly kvality zpětných zrcátek. |
|
9.3.2 |
Mít přístup ke zkušebním zařízením nezbytným pro ověřování shodnosti každého schváleného typu. |
|
9.3.3 |
Zajistit, aby výsledky zkoušek byly zaznamenávány a aby dokumenty přiložené k těmto záznamům byly k dispozici po stanovenou dobu dohodnutou s příslušným orgánem. |
|
9.3.4 |
Analyzovat výsledky každého druhu zkoušky tak, aby se ověřila a zajistila stabilita vlastností zpětného zrcátka v přípustných odchylkách průmyslové výroby. |
|
9.3.5 |
Zajistit, aby pro každý typ zpětného zrcátka byly prováděny alespoň zkoušky podle přílohy 7 tohoto předpisu. |
|
9.3.6 |
Zajistit, aby v případě, kdy některý ze vzorků nebo zkoušených kusů prokáže při určité zkoušce neshodnost s typem, byly vybrány nové vzorky a provedena nová zkouška. Musí být podniknuty veškeré nezbytné kroky k obnovení shodnosti příslušné výroby. |
9.4 Příslušný orgán, který udělil schválení typu, může kdykoli ověřit metody kontroly shodnosti použitelné v každé výrobní jednotce.
|
9.4.1 |
Při každé inspekci musí být inspektorovi předloženy záznamy o zkouškách a o kontrole výroby. |
|
9.4.2 |
Inspektor může náhodně odebírat vzorky pro přezkoušení v laboratoři výrobce. Minimální počet odebraných vzorků může být určen v závislosti na výsledcích vlastních kontrol výrobce. |
|
9.4.3 |
Pokud se úroveň kvality jeví jako neuspokojivá nebo pokud se zdá potřebné ověřit platnost zkoušek provedených podle bodu 9.4.2, vybere inspektor vzorky, které se odešlou do technické zkušebny, jež zkoušky schválení typu provedla. |
|
9.4.4 |
Příslušný orgán je oprávněn provádět jakékoli zkoušky stanovené v tomto předpise. |
|
9.4.5 |
Obvyklá četnost inspekcí z pověření příslušného orgánu je jedna inspekce za dva roky. Pokud jsou při některé z těchto inspekcí zjištěny nevyhovující výsledky, zajistí příslušný orgán, aby byly podniknuty veškeré nezbytné kroky pro co nejrychlejší obnovení shodnosti výroby. |
10. POSTIHY ZA NESHODNOST VÝROBY
10.1 V případě, že nejsou splněny výše uvedené požadavky, může být schválení typu zpětného zrcátka udělené podle tohoto předpisu odňato.
10.2 Jestliže některá smluvní strana dohody, která uplatňuje tento předpis, odejme schválení, které dříve udělila, neprodleně o tom informuje ostatní smluvní strany, které tento předpis uplatňují, a to prostřednictvím formuláře sdělení, jehož vzor je uveden v příloze 1 tohoto předpisu.
11. ZMĚNA A ROZŠÍŘENÍ SCHVÁLENÍ TYPU ZPĚTNÉHO ZRCÁTKA
11.1 Každá změna typu zpětného zrcátka se musí oznámit správnímu orgánu, který schválil typ zpětného zrcátka. Tento orgán potom může buď:
|
11.1.1 |
usoudit, že provedené úpravy pravděpodobně nemají znatelný nepříznivý vliv a že zpětné zrcátko v každém případě stále splňuje požadavky; nebo |
|
11.1.2 |
požadovat od technické zkušebny odpovědné za provedení zkoušek nový zkušební protokol. |
11.2 Potvrzení nebo zamítnutí schválení s uvedením úprav se oznámí smluvním stranám dohody, které uplatňují tento předpis, postupem stanoveným v bodě 5.3 výše.
11.3 Příslušný orgán, který vydává rozšíření schválení typu, přiřadí každému takovému rozšíření pořadové číslo a informuje o tom ostatní smluvní strany dohody z roku 1958, které uplatňují tento předpis, prostřednictvím formuláře sdělení, jehož vzor je uveden v příloze 1 tohoto předpisu.
12. DEFINITIVNÍ UKONČENÍ VÝROBY
Pokud držitel schválení zcela ukončí výrobu typu zpětného zrcátka schváleného podle tohoto předpisu, musí o tom informovat orgán, který schválení udělil. Jakmile tento orgán obdrží příslušné oznámení, informuje ostatní smluvní strany dohody z roku 1958, které uplatňují tento předpis, prostřednictvím formuláře sdělení, jehož vzor je uveden v příloze 1 tohoto předpisu.
II. – MONTÁŽ ZPĚTNÝCH ZRCÁTEK
13. DEFINICE
Pro účely tohoto předpisu se:
|
13.1 |
„maximální konstrukční rychlostí“ rozumí rychlost podle bodu 16.2 tohoto předpisu; |
|
13.2 |
„typem vozidla z hlediska zpětných zrcátek“ rozumí vozidla, která se neliší v těchto základních vlastnostech:
|
14. ŽÁDOST O SCHVÁLENÍ
14.1 Žádost o schválení typu vozidla z hlediska montáže zpětných zrcátek předkládá výrobce vozidla nebo jeho řádně pověřený zástupce.
14.2 K žádosti musí být přiloženy níže uvedené dokumenty ve trojím vyhotovení a tyto náležitosti:
|
14.2.1 |
popis typu vozidla, pokud jde o položky uvedené v bodě 13.2 výše; |
|
14.2.2 |
seznam konstrukčních částí nezbytných pro identifikaci zpětných zrcátek, které mohou být do vozidla namontovány; |
|
14.2.3 |
výkresy znázorňující umístění zpětného zrcátka a jeho seřizovacích součástí na vozidle. |
14.3 Vozidlo představující typ vozidla, který má být schválen, se předá technické zkušebně odpovědné za provádění schvalovacích zkoušek.
14.4 Dříve, než příslušný orgán udělí schválení typu, ověří, zda existují vyhovující opatření k zabezpečení účinných kontrol shodnosti výroby.
15. SCHVÁLENÍ
15.1 Pokud typ vozidla předaný ke schválení podle bodu 14 splňuje požadavky bodu 16 tohoto předpisu, udělí se schválení.
15.2 Každému schválenému typu se přidělí číslo schválení. Jeho první dvě číslice (v současnosti 00 pro předpis v jeho původním znění) udávají sérii změn, která zahrnuje nejnovější významné technické změny předpisu v době vydání schválení. Tatáž smluvní strana nesmí přidělit totéž číslo jinému typu vozidla.
15.3 Oznámení o udělení nebo rozšíření nebo zamítnutí schválení typu vozidla podle tohoto předpisu se zašle smluvním stranám dohody z roku 1958, které uplatňují tento předpis, prostřednictvím formuláře podle vzoru v příloze 2 tohoto předpisu.
15.4 Na každém vozidle shodném s typem schváleným podle tohoto předpisu se viditelně a na snadno přístupném místě určeném ve formuláři schválení umístí mezinárodní značka schválení typu, která se skládá z:
|
15.4.1 |
písmene „E“ v kružnici, za nímž následuje rozlišovací číslo země, která schválení udělila (4); |
|
15.4.2 |
čísla tohoto předpisu, za nímž následuje písmeno „R“, pomlčka a číslo schválení typu vpravo od kružnice uvedené v bodě 15.4.1. |
15.5 Vyhovuje-li vozidlo typu vozidla schválenému podle jednoho nebo více dalších předpisů připojených k dohodě v zemi, která udělila schválení typu podle tohoto předpisu, není třeba symbol předepsaný v bodě 15.4.1 opakovat; v takovém případě se číslo předpisu a číslo schválení typu a doplňkové symboly podle všech předpisů, podle nichž bylo schválení typu udělení v zemi, kde bylo uděleno schválení podle tohoto předpisu, umístí ve svislých sloupcích vpravo od symbolu předepsaného v bodě 15.4.1.
15.6 Značka schválení typu musí být jasně čitelná a nesmazatelná.
15.7 Značka schválení typu se umístí poblíž tabulky s údaji o vozidle, připevněné výrobcem, nebo na přímo na ni.
15.8 V příloze 4 tohoto předpisu jsou uvedeny příklady uspořádání značky schválení typu.
16. POŽADAVKY
16.1 Vozidlo musí splňovat tyto požadavky:
|
16.1.1 |
Zpětná zrcátka namontovaná na vozidle musí být typu zařazeného do třídy L, schváleného podle tohoto předpisu. |
|
16.1.2 |
Zpětná zrcátka musí být připevněna takovým způsobem, aby za normálních podmínek použití zůstávala stabilní. |
16.2 Počet
16.2.1 Všechna dvoukolová vozidla s maximální konstrukční rychlostí nepřevyšující 50 km/h musí být vybavena alespoň jedním zpětným zrcátkem. Je-li zpětné zrcátko pouze jedno, musí být namontováno na levé straně vozidla v zemích s pravostranným provozem a na pravé straně vozidla v zemích s levostranným provozem.
16.2.2 Všechna dvoukolová vozidla s maximální konstrukční rychlostí vyšší než 50 km/h a všechna tříkolová vozidla musí být vybavena dvěma zpětnými zrcátky – jedním na levé a jedním na pravé straně vozidla.
16.3 Umístění
16.3.1 Zpětná zrcátka musí být namontována nebo nastavena tak, aby vzdálenost středu odrazného povrchu, měřená ve vodorovné rovině, vně od podélné svislé roviny procházející středem řídítek vozidla činila nejméně 280 mm. Při měření musí být řídítka v poloze pro jízdu v přímém směru a zrcátko/zrcátka musí být nastaveno/nastavena do své normální polohy.
16.4 Nastavení
16.4.1 Zpětné zrcátko/zpětná zrcátka musí být provedeno/provedena tak, aby jej/je řidič mohl nastavit do normální jízdní polohy.
17. SHODNOST VÝROBY
17.1 Každé vozidlo schválené podle tohoto předpisu musí být vyrobeno tak, aby bylo shodné se schváleným typem a splňovalo požadavky uvedené v bodě 16 výše.
17.2 Splnění požadavků bodu 17.1 výše se ověřuje vhodnou kontrolou výroby.
17.3 Držitel schválení musí zejména:
|
17.3.1 |
Zajistit postupy účinné kontroly kvality vozidel, pokud jde o veškeré aspekty podstatné pro dodržení požadavků uvedených v bodě 16 výše. |
|
17.3.2 |
Zajistit, aby se u každého typu vozidla prováděly dostatečné kontroly, pokud jde o počet a typ zpětných zrcátek a rozměry podstatné pro jejich správnou montáž, aby bylo zajištěno, že všechna vozidla ve výrobě odpovídají specifikacím stanoveným pro vozidlo, jež bylo předáno ke schválení typu. |
|
17.3.3 |
Zajistit, aby v případě, kdy ze zkoušek uskutečněných v souladu s bodem 17.3.2 výše vyplyne, že jedno nebo více vozidel neodpovídá požadavkům uvedeným v bodě 16 výše, byla podniknuta veškerá nezbytná opatření k obnovení shodnosti příslušné výroby. |
17.4 Příslušný orgán, který udělil schválení typu, může kdykoli ověřit metody kontroly shodnosti použitelné v každé výrobní jednotce. Může rovněž provádět namátkové kontroly, zda sériově vyráběná vozidla splňují požadavky uvedené v bodě 16 výše.
17.5 Pokud jsou při ověřování a kontrolách podle bodu 17.4 zjištěny nevyhovující výsledky, zajistí příslušný orgán, aby byly podniknuty veškeré nezbytné kroky pro co nejrychlejší obnovení shodnosti výroby.
18. POSTIHY ZA NESHODNOST VÝROBY
18.1 V případě, že nejsou splněny výše uvedené požadavky, může být schválení udělené z hlediska typu vozidla podle tohoto předpisu odňato.
18.2 Jestliže některá smluvní strana dohody, která uplatňuje tento předpis, odejme schválení, které dříve udělila, neprodleně o tom informuje ostatní smluvní strany dohody, které tento předpis uplatňují, a to prostřednictvím formuláře sdělení podle vzoru v příloze 2 tohoto předpisu.
19. ZMĚNA A ROZŠÍŘENÍ SCHVÁLENÍ TYPU VOZIDLA
19.1 Každá změna typu vozidla se musí oznámit správnímu orgánu, který typ vozidla schválil. Tento orgán potom může buď:
|
19.1.1 |
usoudit, že provedené úpravy pravděpodobně nemají znatelný nepříznivý vliv a že vozidlo v každém případě stále splňuje požadavky; nebo |
|
19.1.2 |
požadovat od technické zkušebny odpovědné za provedení zkoušek nový zkušební protokol. |
19.2 Potvrzení nebo zamítnutí schválení s uvedením úprav se oznámí smluvním stranám dohody, které uplatňují tento předpis, postupem stanoveným v bodě 15.3 výše.
19.3 Příslušný orgán, který vydává rozšíření schválení typu, přiřadí každému takovému rozšíření pořadové číslo a informuje o tom ostatní smluvní strany dohody z roku 1958, které uplatňují tento předpis, prostřednictvím formuláře sdělení, jehož vzor je uveden v příloze 2 tohoto předpisu.
20. DEFINITIVNÍ UKONČENÍ VÝROBY
Pokud držitel schválení zcela ukončí výrobu typu vozidla schváleného podle tohoto předpisu, musí o tom informovat orgán, který schválení udělil. Jakmile tento orgán obdrží příslušné oznámení, informuje ostatní smluvní strany dohody z roku 1958, které uplatňují tento předpis, prostřednictvím formuláře sdělení, jehož vzor je uveden v příloze 2 tohoto předpisu.
21. NÁZVY A ADRESY SPRÁVNÍCH ORGÁNŮ A TECHNICKÝCH ZKUŠEBEN ODPOVĚDNÝCH ZA PROVÁDĚNÍ ZKOUŠEK SCHVÁLENÍ TYPU
Smluvní strany dohody z roku 1958, které uplatňují tento předpis, sdělí sekretariátu Organizace spojených národů názvy a adresy technických zkušeben odpovědných za provádění schvalovacích zkoušek, jakož i názvy a adresy správních orgánů, které schválení udělují a jimž se zasílají formuláře potvrzující udělení nebo rozšíření nebo zamítnutí nebo odnětí schválení vydané v jiných zemích.
(1) Podle definice v příloze 7 úplného usnesení o konstrukci vozidel (R.E.3), (dokument TRANS/WP.29/78/Rev.1/Amend.2, naposledy pozměněný dokumentem Amend.4).
(2) U motorových vozidel s méně než čtyřmi koly, která mají karoserii, jež zčásti nebo zcela obklopuje řidiče, platí požadavky předpisu č. 46.
(3) Rozlišovací čísla smluvních stran dohody z roku 1958 jsou uvedena v příloze 3 úplného usnesení o konstrukci vozidel (R.E.3), dokument ECE/TRANS/WP.29/78/Rev.2/Amend.1.
(4) Viz poznámka pod čarou 3 k bodu 5.4.1.
PŘÍLOHA 1
SDĚLENÍ
(maximální formát: A4 (210 x 297 mm))
PŘÍLOHA 2
SDĚLENÍ
(maximální formát: A4 (210 × 297 mm))

PŘÍLOHA 3
USPOŘÁDÁNÍ ZNAČKY SCHVÁLENÍ TYPU ZPĚTNÉHO ZRCÁTKA
(Viz bod 5.4 předpisu)
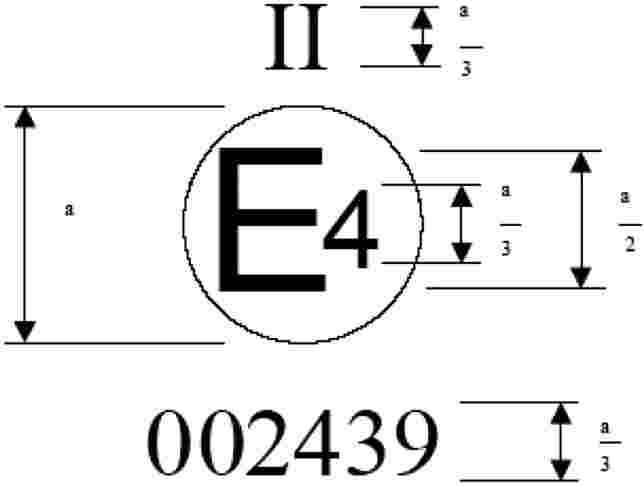
Výše uvedená značka schválení typu umístěná na zpětném zrcátku udává, že se jedná o zpětné zrcátko typu L, které bylo schváleno v Nizozemsku (E 4) pod schvalovacím číslem 002439. První dvě číslice čísla schválení typu udávají, že schválení bylo uděleno v souladu s požadavky předpisu č. 81 v jeho původním znění.
Poznámka: Číslo schválení typu a doplňkový symbol musí být umístěny v blízkosti kružnice a buď nad, nebo pod písmenem „E“ nebo vlevo či vpravo od tohoto písmene. Číslice čísla schválení typu musí být na stejné straně písmene „E“ a musí směřovat stejným směrem. Doplňkový symbol musí být umístěn přímo proti číslu schválení typu. U čísla schválení je třeba se vyhnout používání římských číslic, aby se předešlo možnosti záměny s jinými symboly.
PŘÍLOHA 4
USPOŘÁDÁNÍ ZNAČKY SCHVÁLENÍ TYPU VOZIDLA TÝKAJÍCÍ SE MONTÁŽE ZPĚTNÝCH ZRCÁTEK
Vzor A
(Viz bod 15.4 předpisu)

Výše uvedená značka schválení umístěná na vozidle potvrzuje, že dotčený typ vozidla byl schválen v Nizozemsku (E 4) podle předpisu č. 81 pod číslem 002439. První dvě číslice čísla schválení udávají, že schválení bylo uděleno podle požadavků předpisu č. 81 v jeho původním znění.
Vzor B
(Viz bod 15.5 předpisu)

Výše uvedená značka schválení typu umístěná na vozidle udává, že tento typ vozidla byl schválen v Nizozemsku (E4) podle předpisů č. 81 a 47. (1) První dvě číslice čísel schválení typu udávají, že v době, kdy byla příslušná schválení udělena, byl předpis č. 81 v původním znění a předpis č. 47 zahrnoval sérii změn 01.
(1) Druhé číslo je uvedeno pouze jako příklad
PŘÍLOHA 5
ZKUŠEBNÍ METODA STANOVENÍ ODRAZIVOSTI
1. DEFINICE
1.1 Standardní osvětlovací zdroj CIE A: (1)
|
λ |
|
(λ) |
|
600 |
1,062 |
2 |
|
620 |
0,854 |
4 |
|
650 |
0,283 |
5 |

1.2 Standardní zdroj CIE A: (1) plynem plněná žárovka s wolframovým vláknem s ekvivalentní barevnou teplotou T68 = 2 855,6 K.
1.3 Standardní kolorimetrický pozorovací přístroj CIE 1931: (1) přijímač záření, jehož kolorimetrické charakteristiky odpovídají hodnotám spektrálních trichromatických složek  , y(λ), z (λ) (viz tabulka).
, y(λ), z (λ) (viz tabulka).
1.4 Spektrální trichromatické složky CIE: (1) trichromatické hodnoty spektrálních složek izoenergetického spektra v systému CIE (XYZ).
1.5 Fotopické vidění: (1) vidění normálním okem, je-li přizpůsobeno hladinám jasu nejméně několika kandel na metr čtvereční.
2. PŘÍSTROJ
2.1 Obecně
|
2.1.1 |
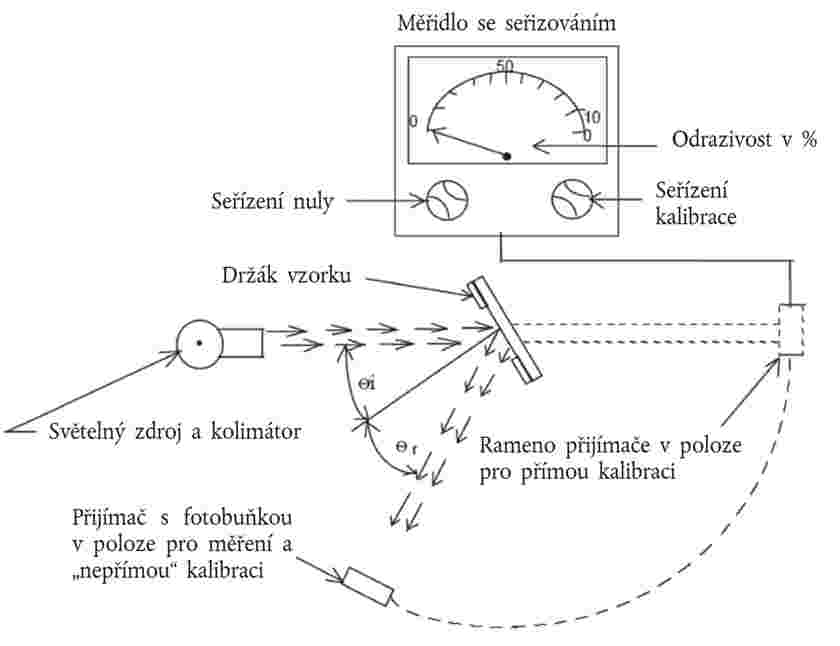
Přístroj se skládá ze zdroje světla, držáku zkoušeného vzorku, přijímače s fotosnímačem a indikátorem (viz obrázek 1) a z prostředku k potlačení účinku vnějšího světla. |
|
2.1.2 |
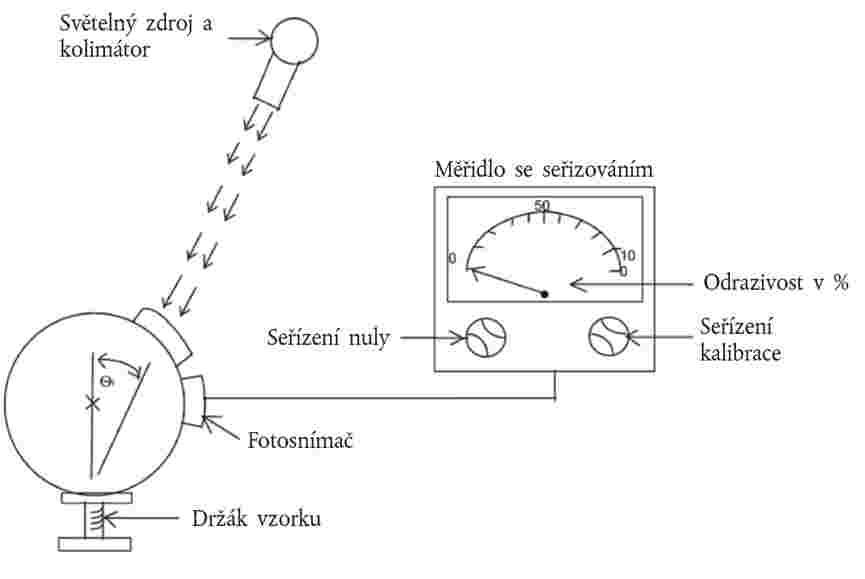
Přijímač může obsahovat Ulbrichtovu kouli usnadňující měření odrazivosti nerovinných (vypuklých) zrcátek (viz obrázek 2). |
2.2 Spektrální charakteristiky světelného zdroje a přijímače
|
2.2.1 |
Světelným zdrojem je standardní zdroj CIE A spojený s optickým systémem zajišťujícím téměř rovnoběžný svazek světelných paprsků. K udržování stálého napětí na žárovce za provozu přístroje se doporučuje použít stabilizátor napětí. |
|
2.2.2 |
Přijímač musí obsahovat fotosnímač se spektrální odezvou úměrnou fotopické světelné účinnosti standardního kolorimetrického pozorovacího přístroje CIE (1931) (viz tabulka). Lze použít též jinou kombinaci osvětlovacího zdroje s filtrem a přijímačem, která poskytuje celkově rovnocenné výsledky jako standardní osvětlovací zdroj CIE A a fotopické vidění. Používá-li se v přijímači Ulbrichtova koule, musí být vnitřní povrch koule opatřen povlakem matné (difuzní) spektrálně neselektivní bílé barvy. |
2.3 Geometrické podmínky
|
2.3.1 |
Svazek dopadajících světelných paprsků musí svírat s kolmicí na zkoušený povrch pokud možno úhel (0) 0,44 ± 0,09 rad (neboli 25 ± 5°) a nesmí překročit horní mezní hodnotu (tj. 0,53 rad neboli 30°). Osa přijímače musí s touto kolmicí svírat úhel (0) rovnající se úhlu dopadajícího svazku světelných paprsků (viz obrázek 1). Svazek dopadajících světelných paprsků musí mít při dopadu na zkušební povrch průměr nejméně 19 mm. Odražený svazek paprsků nesmí být širší než citlivá plocha fotosnímače, nesmí pokrývat méně než 50 % této plochy a musí pokud možno pokrývat stejnou část plochy jako svazek paprsků použitý při kalibraci přístroje. |
|
2.3.2 |
Používá-li se v přijímači Ulbrichtova koule, musí být její průměr nejméně 127 mm. Otvory ve stěně koule pro vzorek a dopadající svazek paprsků musí být dostatečně velké, aby umožňovaly plný průchod dopadajícího i odraženého svazku paprsků. Fotosnímač musí být umístěn tak, aby přímo nezachycoval světlo dopadajícího ani odraženého svazku paprsků. |
2.4 Elektrické charakteristiky soustavy fotosnímač-indikátor
Výstup fotosnímače udávaný indikátorem musí být lineární funkcí svítivosti na fotocitlivé ploše. Musí být zajištěny prostředky (elektrické a/nebo optické) k usnadnění nulovacího a kalibračního seřizování. Tyto prostředky nesmí ovlivnit linearitu nebo spektrální charakteristiky přístroje. Přesnost soustavy přijímač-indikátor musí být v rozmezí ± 2 % plného rozsahu nebo ± 10 % měřené hodnoty, podle toho, která hodnota je menší.
2.5 Držák vzorku
Tento mechanismus musí umožňovat umístění zkušebního vzorku tak, aby se osy ramene zdroje a přijímače protínaly na odrazném povrchu. Tento odrazný povrch může být uvnitř vzorku zrcátka nebo na některé z jeho stran podle toho, zda jde o typ zrcátka s prvním povrchem, druhým povrchem nebo o hranolové zrcátko sklopného typu.
3. POSTUP
3.1 Metoda přímé kalibrace
|
3.1.1 |
U metody přímé kalibrace se jako porovnávací etalon užívá vzduch. Tato metoda se používá u přístrojů konstruovaných tak, že dovolují kalibraci v rozsahu 100 % stupnice zapojením přijímače přímo do osy světelného zdroje (viz obrázek 1). |
|
3.1.2 |
V některých případech může být žádoucí (např. při měření povrchů s malou odrazivostí) používat při této metodě mezilehlý kalibrační bod (v rozmezí od 0 % do 100 % rozsahu stupnice). V těchto případech je zapotřebí zařadit do optické dráhy neutrální filtr se známou prostupností a seřizovat kalibrační systém, dokud měřič neukazuje procento prostupnosti neutrálního filtru. Před zahájením měření odrazivosti se tento filtr vyjme. |
3.2 Metoda nepřímé kalibrace
Metoda nepřímé kalibrace se používá u přístrojů s pevnou geometrií zdroje a přijímače. Je zapotřebí vhodně kalibrovaný a udržovaný etalon odrazivosti. Tímto porovnávacím etalonem má být pokud možno rovinné zrcátko s hodnotou odrazivosti co nejbližší zkoušeným vzorkům.
3.3 Měření nerovinných (vypuklých) zrcátek
Měření odrazivosti nerovinných (vypuklých) zrcátek vyžaduje použití přístrojů s Ulbrichtovou koulí v přijímači (viz obrázek 2). Ukazuje-li indikátor přístroje u porovnávacího etalonového zrcátka s odrazivostí E % počet dílků ne, pak u zrcátka s neznámou odrazivostí bude počet dílků nx odpovídat odrazivosti X % podle vzorce:

TRICHROMATICKÉ HODNOTY SPEKTRÁLNÍCH SLOŽEK STANDARDNÍHO KOLORIMETRICKÉHO POZOROVACÍHO PŘÍSTROJE CIE 1931 (2)
(Tato tabulka byla převzata z publikace CIE 50(45) (1970))
|
λ nm |
x (λ) |
|
|
|
380 |
0,0014 |
0,0000 |
0,0065 |
|
390 |
0,0042 |
0,0001 |
0,0201 |
|
400 |
0,0143 |
0,0004 |
0,0679 |
|
410 |
0,0435 |
0,0012 |
0,2074 |
|
420 |
0,1344 |
0,0040 |
0,6456 |
|
430 |
0,2839 |
0,0116 |
1,3856 |
|
440 |
0,3483 |
0,0230 |
1,7471 |
|
450 |
0,3362 |
0,0380 |
1,7721 |
|
460 |
0,2908 |
0,0600 |
1,6692 |
|
470 |
0,1954 |
0,0910 |
1,2876 |
|
480 |
0,0956 |
0,1390 |
0,8130 |
|
490 |
0,0320 |
0,2080 |
0,4652 |
|
500 |
0,0049 |
0,3230 |
0,2720 |
|
510 |
0,0093 |
0,5030 |
0,1582 |
|
520 |
0,0633 |
0,7100 |
0,0782 |
|
530 |
0,1655 |
0,8620 |
0,0422 |
|
540 |
0,2904 |
0,9540 |
0,0203 |
|
550 |
0,4334 |
0,9950 |
0,0087 |
|
560 |
0,5945 |
0,9950 |
0,0039 |
|
570 |
0,7621 |
0,9520 |
0,0021 |
|
580 |
0,9163 |
0,8700 |
0,0017 |
|
590 |
1,0263 |
0,7570 |
0,0011 |
|
600 |
1,0622 |
0,6310 |
0,0008 |
|
610 |
1,0026 |
0,5030 |
0,0003 |
|
620 |
0,8544 |
0,3810 |
0,0002 |
|
630 |
0,6424 |
0,2650 |
0,0000 |
|
640 |
0,4479 |
0,1750 |
0,0000 |
|
650 |
0,2335 |
0,1070 |
0,0000 |
|
660 |
0,1649 |
0,0610 |
0,0000 |
|
670 |
0,0874 |
0,0320 |
0,0000 |
|
680 |
0,0468 |
0,0170 |
0,0000 |
|
690 |
0,0227 |
0,0082 |
0,0000 |
|
700 |
0,0114 |
0,0041 |
0,0000 |
|
710 |
0,0058 |
0,0021 |
0,0000 |
|
720 |
0,0029 |
0,0010 |
0,0000 |
|
730 |
0,0014 |
0,0005 |
0,0000 |
|
740 |
0,0007 |
0,0002 (3) |
0,0000 |
|
750 |
0,0003 |
0,0001 |
0,0000 |
|
760 |
0,0002 |
0,0001 |
0,0000 |
|
770 |
0,0001 |
0,0000 |
0,0000 |
|
780 |
0,0000 |
0,0000 |
0,0000 |


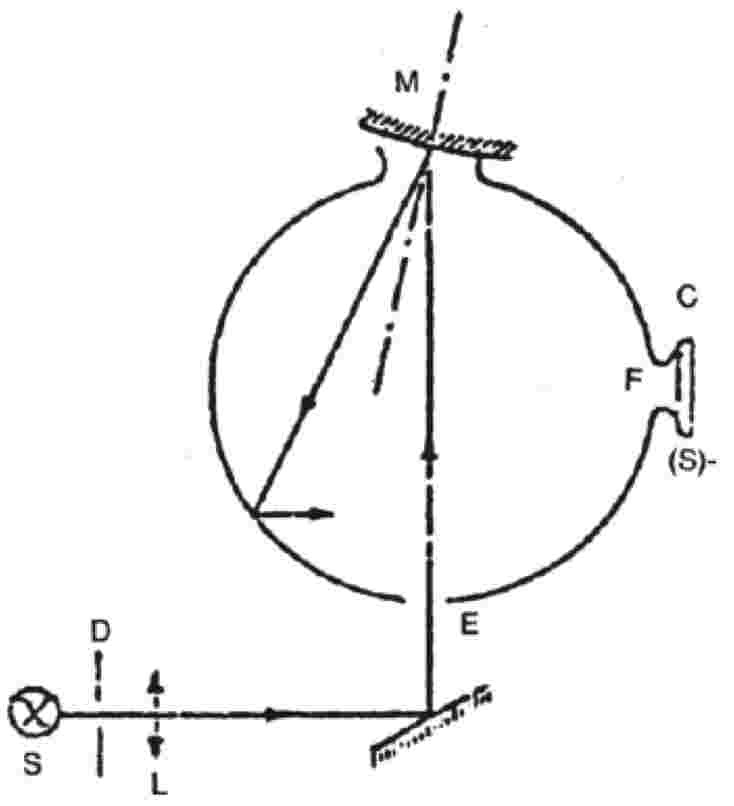
Vysvětlující vyobrazení
Příklad zařízení na měření odrazivosti sférických zrcátek
(1) Definice jsou převzaty z publikace CIE 50 (45), Mezinárodní elektronický slovník, skupina 45: Osvětlení.
(2) Zkrácená tabulka. Hodnoty  jsou zaokrouhleny na čtyři desetinná místa.
jsou zaokrouhleny na čtyři desetinná místa.
(3) Změněno v r. 1966 (ze 3 na 2).
PŘÍLOHA 6
POSTUP STANOVENÍ POLOMĚRU KŘIVOSTI „r“ ODRAZNÉHO POVRCHU ZRCÁTKA
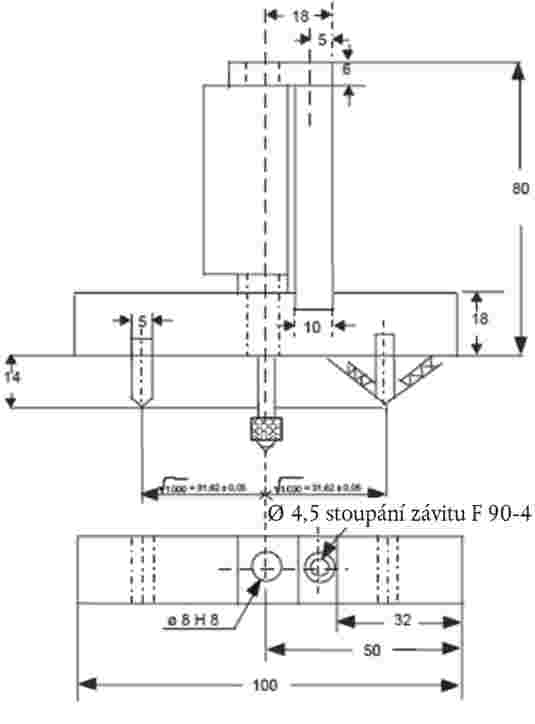
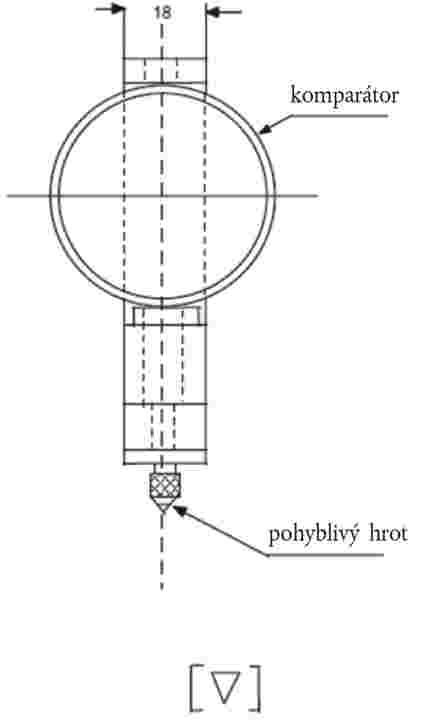
1. Měření
1.1 Měřicí zařízení
Použije se „sférometr“ znázorněný na obrázku.
1.2 Měřicí body
|
1.2.1 |
Hlavní poloměry křivosti se měří ve třech bodech ležících co nejblíže polohám v jedné třetině, polovině a dvou třetinách vzdálenosti na oblouku odrazného povrchu ležícím v rovině rovnoběžné s největším rozměrem zrcátka a procházejícím středem zrcátka, a na oblouku kolmém k největšímu rozměru zrcátka. |
|
1.2.2 |
Není-li vzhledem k rozměrům zrcátka možné provést měření ve směrech definovaných v bodě 1.2.1, mohou technické zkušebny odpovědné za zkoušky provést měření podle tohoto bodu ve dvou kolmých směrech co nejbližších výše předepsaným směrům. |
2. Výpočet poloměru křivosti (r)
Poloměr „r“ vyjádřený v mm se vypočte podle vzorce:
Kde rp1 je poloměr křivosti v prvním měřicím bodu, rp2 je poloměr křivosti v druhém měřicím bodu a rp3 je poloměr křivosti v třetím měřicím bodu.
|
|
|
PŘÍLOHA 7
KONTROLA SHODNOSTI VÝROBY
1. DEFINICE
Pro účely této přílohy se:
„typem systému vychýlení“ rozumí daná kombinace os, otočných bodů a kloubových mechanismů, jež zajišťuje vychýlení zpětného zrcátka ve směru možného nárazu.
2. ZKOUŠKY
Zpětná zrcátka se podrobí těmto zkouškám:
2.1 Odrazný povrch
|
2.1.1 |
Ověření jmenovitého poloměru křivosti podle požadavků bodu 2 přílohy 6 tohoto předpisu. |
|
2.1.2 |
Měření rozdílů mezi poloměry křivosti podle požadavků bodu 7.2.2 tohoto předpisu. |
2.2 Systém vychýlení
Rázová zkouška podle požadavků bodu 8.2 tohoto předpisu.
3. ČETNOST ZKOUŠEK A JEJICH VÝSLEDKY
3.1 Ověření jmenovitého poloměru křivosti a měření rozdílů mezi poloměry křivosti
|
3.1.1 |
Četnost: Každé tři měsíce jedna zkouška na každé číslo schválení a na každý jmenovitý poloměr křivosti. |
|
3.1.2 |
Výsledky: Všechny výsledky měření se zaznamenají. Musí být dodrženy maximální hodnoty rozdílu stanovené v bodě 7.2.2 tohoto předpisu. |
3.2 Rázová zkouška
|
3.2.1 |
Četnost: Každé tři měsíce jedna zkouška na každé číslo schválení, na každý typ systému vychýlení a na každou konfiguraci základny. |
|
3.2.2 |
Výsledky: Všechny výsledky se zaznamenají. Musí být dodržena ustanovení bodu 8.4 tohoto předpisu. |
3.3 Výběr vzorků
Při výběru vzorků určených ke zkoušce musí být zohledněno množství vyrobených kusů každého typu zpětných zrcátek.