(EHK OSN) č. 110Předpis Evropské hospodářské komise Organizace spojených národů (EHK OSN) č. 110 – Jednotná ustanovení pro schvalování: I.zvláštních součástí motorových vozidel, která ve svém pohonném systému používají stlačený zemní plyn (CNG) a/nebo zkapalněný zemní plyn (LNG)II.vozidel s ohledem na zástavbu zvláštních součástí schváleného typu pro použití stlačeného zemního plynu (CNG) a/nebo zkapalněného zemního plynu (LNG) v jejich pohonném systému [2015/999]
| Publikováno: | Úř. věst. L 166, 30.6.2015, s. 1-169 | Druh předpisu: | Akty přijaté institucemi zřízenými mezinárodní dohodou |
| Přijato: | 30. června 2015 | Autor předpisu: | |
| Platnost od: | 9. října 2014 | Nabývá účinnosti: | 9. října 2014 |
| Platnost předpisu: | Ano | Pozbývá platnosti: | |
Text předpisu s celou hlavičkou je dostupný pouze pro registrované uživatele.
Pouze původní texty EHK OSN mají podle mezinárodního veřejného práva právní účinek. Status a datum vstupu tohoto předpisu v platnost je zapotřebí ověřit v nejnovější verzi dokumentu EHK OSN o statusu TRANS/WP.29/343, který je k dispozici na internetové adrese:
http://www.unece.org/trans/main/wp29/wp29wgs/wp29gen/wp29fdocstts.html.
Předpis Evropské hospodářské komise Organizace spojených národů (EHK OSN) č. 110 – Jednotná ustanovení pro schvalování:
|
I. |
zvláštních součástí motorových vozidel, která ve svém pohonném systému používají stlačený zemní plyn (CNG) a/nebo zkapalněný zemní plyn (LNG) |
|
II. |
vozidel s ohledem na zástavbu zvláštních součástí schváleného typu pro použití stlačeného zemního plynu (CNG) a/nebo zkapalněného zemního plynu (LNG) v jejich pohonném systému [2015/999] |
Zahrnuje veškerá platná znění až po:
doplněk 2 k sérii změn 01 – datum vstupu v platnost: 9. října 2014
OBSAH
PŘEDPIS
|
1. |
Oblast působnosti |
|
2. |
Reference |
|
3. |
Klasifikace součástí |
|
4. |
Definice |
ČÁST I – schvalování zvláštních součástí motorových vozidel, která ve svém pohonném systému používají stlačený zemní plyn (CNG) a/nebo zkapalněný zemní plyn (LNG)
|
5. |
Žádost o schválení |
|
6. |
Označení |
|
7. |
Schválení |
|
8. |
Specifikace týkající se součástí pro CNG a/nebo LNG |
|
9. |
Změny typu součásti pro CNG a/nebo LNG a rozšíření schválení |
|
10. |
(nepřiděleno) |
|
11. |
Shodnost výroby |
|
12. |
Postihy za neshodnost výroby |
|
13. |
(nepřiděleno) |
|
14. |
Definitivní ukončení výroby |
|
15. |
Názvy a adresy technických zkušeben odpovědných za provádění schvalovacích zkoušek a názvy a adresy schvalovacích orgánů |
ČÁST II – schvalování vozidel s ohledem na zástavbu zvláštních součástí schváleného typu pro použití stlačeného zemního plynu (CNG) a/nebo zkapalněného zemního plynu (LNG) v jejich pohonném systému
|
16. |
Žádost o schválení |
|
17. |
Schválení |
|
18. |
Požadavky na zástavbu zvláštních součástí pro použití stlačeného zemního plynu a/nebo zkapalněného zemního plynu v pohonném systému vozidla |
|
19. |
Shodnost výroby |
|
20. |
Postihy za neshodnost výroby |
|
21. |
Změna a rozšíření schválení typu vozidla |
|
22. |
Definitivní ukončení výroby |
|
23. |
Názvy a adresy technických zkušeben odpovědných za provádění schvalovacích zkoušek a názvy a adresy schvalovacích orgánů |
|
24. |
Přechodná ustanovení |
PŘÍLOHY
|
1A |
Základní charakteristiky součástí pro CNG/LNG |
|
1B |
Základní charakteristiky vozidla, motoru a systému souvisejícího s CNG/LNG |
|
2A |
Uspořádání značky schválení typu součásti pro CNG/LNG |
|
2B |
Sdělení o udělení, rozšíření, odmítnutí či odnětí schválení typu nebo o definitivním ukončení výroby typu součásti pro CNG/LNG podle předpisu č. 110 |
|
2C |
Uspořádání značek schválení typu |
|
2D |
Sdělení o udělení, rozšíření, odmítnutí či odnětí schválení typu nebo o definitivním ukončení výroby typu vozidla z hlediska zástavby systému CNG/LNG podle předpisu č. 110 |
|
3. |
Skladování zemního plynu ve vozidle pro použití jako paliva pro automobily |
|
3A |
Tlakové láhve na plyn – vysokotlaká láhev pro skladování stlačeného zemního plynu (CNG) ve vozidle pro použití jako paliva pro automobily |
|
3B |
Nádrže na kapalinu – hermeticky uzavřené vakuové nádoby pro skladování zemního plynu ve vozidle pro použití jako paliva pro automobily |
|
4A |
Ustanovení pro schvalování typu automatického ventilu CNG, zpětného ventilu, přetlakového ventilu, přetlakového zařízení (spouštěného teplotou), přepadového ventilu, ručního ventilu a přetlakového zařízení (spouštěného tlakem) |
|
4B |
Ustanovení pro schvalování typu ohebných palivových vedení nebo hadic pro CNG a hadic pro LNG |
|
4C |
Ustanovení pro schvalování filtru CNG |
|
4D |
Ustanovení pro schvalování regulátoru tlaku CNG |
|
4E |
Ustanovení pro schvalování snímačů tlaku a teploty CNG |
|
4F |
Ustanovení pro schvalování plnicí jednotky (hrdla) CNG |
|
4G |
Ustanovení pro schvalování regulátoru průtoku CNG a směšovače plyn/vzduch, vstřikovače plynu nebo palivového rozvodu |
|
4H |
Ustanovení pro schvalování elektronické řídicí jednotky |
|
4I |
Ustanovení pro schvalování tepelného výměníku LNG – odpařovače |
|
4J |
Ustanovení pro schvalování plnicího hrdla LNG |
|
4K |
Ustanovení pro schvalování regulátoru tlaku LNG |
|
4L |
Ustanovení pro schvalování snímače tlaku a/nebo teploty LNG |
|
4M |
Ustanovení pro schvalování detektoru zemního plynu |
|
4N |
Ustanovení pro schvalování automatického ventilu, kontrolního ventilu, přetlakového ventilu, přepadového ventilu, ručního ventilu a zpětného ventilu pro LNG aplikace |
|
4O |
Ustanovení pro schvalování palivového čerpadla LNG |
|
5. |
Zkušební postupy |
|
5A |
Přetlaková zkouška (zkouška pevnosti) |
|
5B |
Zkouška vnější těsnosti |
|
5C |
Zkouška vnitřní těsnosti |
|
5D |
Zkouška slučitelnosti s CNG/LNG |
|
5E |
Zkouška odolnosti proti korozi |
|
5F |
Odolnost proti suchému teplu |
|
5G |
Stárnutí v ozonovém prostředí |
|
5H |
Zkouška teplotním cyklem |
|
5I |
Zkouška tlakovým cyklem určená pouze pro tlakové láhve |
|
5J a 5K – |
nepřiděleno |
|
5L |
Zkouška životnosti (nepřetržitý provoz) |
|
5M |
Zkouška na roztržení/destruktivní zkouška určená pouze pro tlakové láhve na CNG |
|
5N |
Zkouška odolnosti proti otřesům |
|
5O |
Provozní teploty |
|
5P |
LNG – zkouška za nízké teploty |
|
5Q |
Slučitelnost nekovových částí s médii tepelné výměny |
|
6. |
Ustanovení týkající se identifikačního označení CNG pro vozidla kategorií M2 a M3, N2 a N3 |
|
7. |
Ustanovení týkající se identifikačního označení LNG pro vozidla kategorií M2 a M3, N2 a N3 |
1. OBLAST PŮSOBNOSTI
Tento předpis se vztahuje na:
|
1.1. |
Část I |
Zvláštní součásti motorových vozidel kategorie M a N (1), která ve svém pohonném systému používají stlačený zemní plyn (CNG) a/nebo zkapalněný zemní plyn (LNG); |
|
1.2. |
Část II |
Vozidla kategorií M a N (1) s ohledem na zástavbu zvláštních součástí schváleného typu pro použití stlačeného zemního plynu (CNG) a/nebo zkapalněného zemního plynu (LNG) v jejich pohonném systému. |
2. REFERENCE
Následující normy obsahují ustanovení, která se prostřednictvím odkazů v tomto textu stávají ustanoveními tohoto předpisu.
|
Normy ASTM (2) |
|
|
ASTM B117-90 |
Test method of Salt Spray (Fog) Testing [Zkušební metoda pro zkoušky solným postřikem (mlhou)]. |
|
ASTM B154-92 |
Mercurous Nitrate Test for Copper and Copper Alloys [Zkouška dusičnanem rtuťným pro měď a její slitiny]. |
|
ASTM D522-92 |
Mandrel Bend Test of attached Organic Coatings [Zkouška ohebnosti připevněných organických povlaků na trnu]. |
|
ASTM D1308-87 |
Effect of Household Chemicals on Clear and Pigmented Organic Finishes [Účinky chemikálií pro domácnost na čiré a pigmentované organické povrchové úpravy]. |
|
ASTM D2344-84 |
Test Method for Apparent interlaminar Shear Strength of Parallel Fibre Composites by Short Beam Method [Metoda zkoušky zdánlivé pevnosti mezi vrstvami ve smyku paralelních vláknových kompozit metodou krátkého nosníku]. |
|
ASTM D2794-92 |
Test Method for Resistance of Organic Coatings to the Effects of Rapid Deformation (Impact) [Metoda zkoušky odolnosti organických povlaků proti účinkům rychlé deformace (nárazu)]. |
|
ASTM D3170-87 |
Chipping Resistance of Coatings [Odolnost povrchových úprav proti odštěpování]. |
|
ASTM D3418-83 |
Test Method for Transition Temperatures Polymers by Thermal Analysis [Metoda zkoušky přechodové teploty polymerů pomocí termické analýzy]. |
|
ASTM E647-93 |
Standard Test Method for Measurement of Fatigue Crack Growth Rates [Standardní zkušební metoda pro měření míry růstu únavových trhlin]. |
|
ASTM E813-89 |
Test Method for JIC, a Measure of Fracture Toughness [Zkušební metoda pro stupeň lomové houževnatosti JIC]. |
|
ASTM G53-93 |
Standard Practice for Operating Light and Water – Exposure Apparatus (Fluorescent UV-Condensation Type) for Exposure of non-metallic materials [Standardní postup ovládání přístroje na vystavení vlivům světla a vody (fluorescenční typ v ultrafialovém spektru – kondenzační) pro expozici nekovových materiálů]. |
|
Normy BSI (3) |
|
|
BS 5045 |
Part 1 (1982) Transportable Gas Containers – Specification for Seamless Steel Gas Containers Above 0,5 litre Water Capacity [Část 1 (1982) Láhve pro přepravu plynů – specifikace bezešvých ocelových plynových láhví nad 0,5 litru vodní kapacity]. |
|
BS 7448-91 |
Fracture Mechanics Toughness Tests Part I – Method for Determination of KIC, Critical COD and Critical J Values of BS PD 6493-1991. Guidance and Methods for Assessing the A Acceptability of Flaws in Fusion Welded Structures; Metallic Materials [Lomová mechanika – zkoušky houževnatosti, část I – metoda určení hodnot KIC, kritických hodnot COD a J pro BS PD 6493-1991. Pokyny a metody pro posuzování přijatelnosti „A“ u trhlin v tavně svařovaných konstrukcích; kovové materiály]. |
|
Normy EN (4) |
|
|
EN 13322-2 2003 |
Transportable gas cylinders – Refillable welded steel gas cylinders – Design and construction – Part 2: Stainless steel [Láhve pro přepravu plynů – opětovně plnitelné láhve pro přepravu plynů zhotovené ze svařované oceli – návrh a konstrukce – Část 2: Korozivzdorná ocel]. |
|
EN ISO 5817 2003 |
Arc-welded joints in steel; guidance on quality levels for imperfections [Obloukově svařované ocelové svary; pokyny k úrovním jakosti v případě vad]. |
|
EN1251-2 2000 |
Cryogenic vessels. Vacuum insulated vessels of not more than 1 000 litres volume. [Kryogenní nádoby. Vakuově utěsněné nádoby s objemem do 1 000 litrů]. |
|
EN 895:1995 |
Destructive tests on welds in metallic materials. Transverse tensile test [Destruktivní zkoušky svarů u kovových materiálů. Příčná zkouška tahem]. |
|
EN 910:1996 |
Destructive test methods on welds in metallic materials. Bend tests [Destruktivní zkušební metody pro svary kovových materiálů. Zkoušky ohybem]. |
|
EN 1435:1997 |
Non-destructive examination of welds. [Radiografická kontrola svařovaných spojů]. |
|
EN 6892-1:2009 |
Metallic materials. Tensile test. [Kovové materiály. Zkouška tahem]. |
|
EN 10045-1:1990 |
Charpy impact test on metallic materials [rázová zkouška kovových materiálů podle Charpyho] Test method (V- and U-notches) [Zkušební metoda na zkušebním tělese s V- a U-vrubem]. |
|
Normy ISO (5) |
|
|
ISO 37 |
Rubber, vulcanized or thermoplastic – Determination of tensile stress-strain properties [Vulkanizovaná nebo termoplastická pryž – stanovení vlastností při namáhání v tahu]. |
|
ISO 148-1983 |
Steel – Charpy Impact Test (v-notch) [Ocel – zkouška rázem v ohybu podle Charpyho na zkušebním tělese s V-vrubem)]. |
|
ISO 188 |
Rubber, volcanized or thermoplastic – Accelerated ageing and heat resistance tests [Vulkanizovaná nebo termoplastická pryž – zrychlené stárnutí a zkoušky tepelné odolnosti]. |
|
ISO 306-1987 |
Plastics – Thermoplastic Materials – Determination of Vicat Softening Temperature [Plasty – termoplastické materiály – stanovení teploty změknutí dle Vicata]. |
|
ISO 527 Pt 1-93 |
Plastics – Determination of Tensile Properties – Part I: General principles [Plasty – stanovení vlastností v tahu – část I: Obecné zásady]. |
|
ISO 642-79 |
Steel-Hardenability Test by End Quenching (Jominy Test) [Ocel – čelní zkouška prokalitelnosti (zkouška podle Jominyho)]. |
|
ISO 12991 |
Liquefied natural gas (LNG) – transportable tanks for use on-board vehicles [Zkapalněný zemní plyn (LNG) – přepravitelné nádrže pro použití ve vozidlech]. |
|
ISO 1307 |
Rubber and plastics hoses – Hose sizes, minimum and maximum inside diameters, and tolerances on cut-to-length hoses [Pryžové a plastové hadice – minimální a maximální vnitřní průměry, tolerance a hadice zkracované na míru]. |
|
ISO 1402 |
Rubber and plastics hoses and hose assemblies – Hydrostatic testing. [Pryžové a plastové hadice a jejich sestavy – hydrostatické zkoušení]. |
|
ISO 1431 |
Rubber, vulcanized or thermoplastic – Resistance to ozone cracking [Vulkanizovaná nebo termoplastická pryž – odolnost vůči praskání v ozonovém prostředí]. |
|
ISO 1436 |
Rubber hoses and hose assemblies – Wire-braid-reinforced hydraulic types for oil-based or water-based fluids – Specification [Pryžové hadice a jejich sestavy – drátem oplétané vyztužené typy určené pro kapaliny založené na ropě a vodě – specifikace]. |
|
ISO 1817 |
Rubber, vulcanized or thermoplastic – Determination of the effect of liquids [Vulkanizovaná nebo termoplastická pryž – stanovení účinku kapalin]. |
|
ISO 2808-91 |
Paints and Varnishes – Determination of film Thickness [Nátěrové hmoty – stanovení tloušťky nátěru]. |
|
ISO 3628-78 |
Glass Reinforced Materials – Determination of Tensile Properties [Sklolamináty – stanovení vlastností ve statickém tahu]. |
|
ISO 4080 |
Rubber and plastics hoses and hose assemblies – Determination of permeability to gas [Pryžové a plastové hadice a jejich sestavy – stanovení prostupnosti plynu]. |
|
ISO 4624-78 |
Paints and Varnishes – Pull-off Test for adhesion [Nátěrové hmoty – odtrhová zkouška přilnavosti]. |
|
ISO 4672 |
Rubber and plastics – Sub-ambient temperature flexibility tests [Pryž a plasty – zkoušky pružnosti při teplotě nižší než okolní]. |
|
ISO 6982-84 |
Metallic Materials – Tensile Testing [Kovové materiály – zkoušení pevnosti v tahu]. |
|
ISO 6506-1981 |
Metallic Materials – Hardness test – Brinell Test [Kovové materiály – zkouška tvrdosti podle Brinella]. |
|
ISO 6508-1986 |
Metallic Materials – Hardness Tests – Rockwell Test (Scales, ABCDEFGHK) [Kovové materiály – zkouška tvrdosti podle Rockwella (stupnice ABCDEFGHK)]. |
|
ISO 7225 |
Precautionary Labels for Gas Cylinders [Výstražné značky pro tlakové láhve na plyn]. |
|
ISO/DIS 7866-1992 |
Refillable Transportable Seamless Aluminium Alloy Cylinders for Worldwide Usage Design, Manufacture and Acceptance [Konstrukce, výroba a schvalování znovuplnitelných přepravních bezešvých tlakových láhví z hliníkové slitiny pro celosvětové použití]. |
|
ISO 9001:1994 |
Quality Assurance in Design/Development production, Installation and Servicing [Zajištění jakosti při návrhu/vývoji, výrobě, montáži a údržbě]. |
|
ISO 9002:1994 |
Quality Assurance in Production and Installation [Zajištění jakosti při výrobě a montáži]. |
|
ISO/DIS 12737 |
Metallic Materials – Determination of the Plane-Strain Fracture Toughness [Kovové materiály – stanovení lomové houževnatosti při rovinné deformaci]. |
|
ISO 12991 |
Liquefied natural gas (LNG) – transportable tanks for use on board of vehicles [Zkapalněný zemní plyn (LNG) – přepravitelné nádoby pro použití ve vozidlech]. |
|
ISO14469-1:2004 |
Road Vehicles: compressed natural gas CNG refuelling connector: Part I: 20 MPa (200 bar) connector [Konektor pro přívod paliva silničních vozidel poháněných stlačeným zemním plynem (CNG) – Část I: 20 MPa (200 bar) konektor.] |
|
ISO14469-1:2007 |
Road Vehicles: compressed natural gas CNG refuelling connector: Part II: 20 MPa (200 bar) [Konektor pro přívod paliva silničních vozidel poháněných stlačeným zemním plynem (CNG) – Část II: 20 MPa (200 bar) konektor]. |
|
ISO 15500 |
Road vehicles – Compressed natural gas (CNG) fuel system components [Silniční vozidla – součásti palivového systému pro stlačený zemní plyn (CNG)]. |
|
ISO 21028-1:2004 |
Cryogenic vessels – Toughness requirements for materials at cryogenic temperature – Part I: Temperatures below – 80 °C [Kryogenní nádoby – požadavky na pevnost materiálu při kryogenní teplotě – část I: teploty nižší než – 80 °C]. |
|
ISO 21029-1:2004 |
Cryogenic vessels – Transportable vacuum insulated vessels of not more than 1 000 litres volume – Part I: Design, fabrication, inspection and tests [kryogenní nádoby – vakuově utěsněné nádoby s objemem do 1 000 litrů – část I: konstrukce, výroba, kontrola a zkoušky]. |
|
ISO/IEC Guide 25-1990 |
General requirements for the Technical Competence of Testing Laboratories [Obecné požadavky na odbornou způsobilost zkušebních laboratoří]. |
|
ISO/IEC Guide 48-1986 |
Guidelines for Third Party Assessment and Registration of Supplies Quality System [Pokyny pro hodnocení a registraci systému jakosti dodávek třetí stranou]. |
|
ISO/DIS 9809 |
Transportable Seamless Steel Gas Cylinders Design, Construction and Testing – Part I: Quenched and Tempered Steel Cylinders with Tensile Strength < 1 100 MPa [Konstrukce přepravitelných bezešvých ocelových tlakových lahví na plyn – Část I: tlakové láhve z kalené a popouštěné oceli s pevností v tahu < 1 100 MPa]. |
|
ISO 11439 |
Gas cylinders — High pressure cylinders for the on-board storage of natural gas as a fuel for automotive vehicles [Tlakové láhve na plyn – vysokotlaká láhev pro skladování zemního plynu ve vozidle pro použití jako paliva pro automobily]. |
|
Norma NACE (6) |
|
|
NACE TM0177-90 |
Laboratory Testing of Metals for Resistance to Sulphide Stress Cracking in H2S Environments [Laboratorní zkoušení kovů na odolnost vůči koroznímu praskání vyvolanému sirníkem v prostředí H2S]. |
|
Předpis EHK (7) |
|
|
Předpis č. 10 |
Jednotná ustanovení pro schvalování vozidel z hlediska elektromagnetické kompatibility. |
|
Federální předpisy USA (8) |
|
|
49 CFR 393.67 |
Liquid fuel tanks [Nádrže na kapalná paliva]. |
|
Normy SAE (9) |
|
|
SAE J 2343-2008 |
Recommended Practice for LNG Medium and Heavy-Duty Powered Vehicles [Doporučené postupy pro střední a těžká nákladní vozidla poháněná LNG]. |
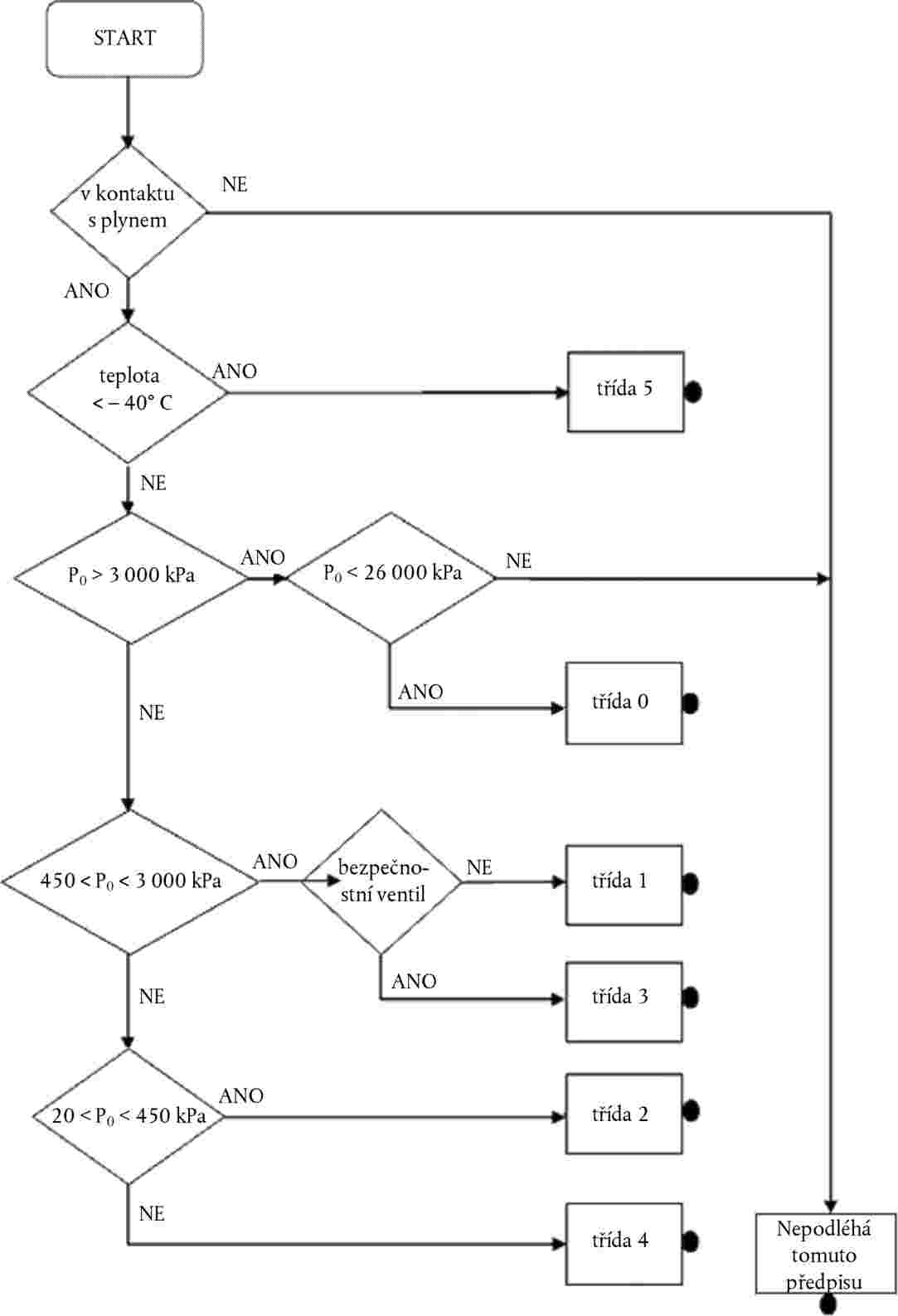
3. KLASIFIKACE SOUČÁSTÍ
|
Třída 0 |
Vysokotlaké části, včetně potrubí a fitinků, ve kterých je CNG pod tlakem vyšším než 3 MPa, a to až do 26 MPa. |
|
Třída 1 |
Středotlaké části, včetně potrubí a fitinků, ve kterých je CNG pod tlakem vyšším než 450 kPa, a to až do 3 000 kPa (3 MPa). |
|
Třída 2 |
Nízkotlaké části, včetně potrubí a fitinků, ve kterých je CNG pod tlakem vyšším než 20 kPa, a to až do 450 kPa. |
|
Třída 3 |
Středotlaké části, jako jsou pojistné ventily, nebo části chráněné pojistným ventilem, včetně potrubí a fitinků, ve kterých je CNG pod tlakem vyšším než 450 kPa, a to až do 3 000 kPa (3 MPa). |
|
Třída 4 |
Části v kontaktu s plynem vystavené tlaku nižšímu než 20 kPa. |
|
Třída 5 |
Části v kontaktu s teplotami nižšími než – 40 °C. Součást se může skládat z několika částí, přičemž každá část je zařazena do své vlastní třídy, pokud jde o maximální pracovní tlak a funkci. Součásti pro CNG a/nebo LNG pro použití ve vozidlech se dělí do kategorií z hlediska pracovního tlaku, teploty a funkce podle obrázku 1-1. |
Obrázek 1-1
Průtokové schéma pro klasifikaci součástí pro CNG a/nebo LNG
Zkoušky, které se použijí pro jednotlivé třídy součástí (mimo tlakových láhví na CNG a nádrží na LNG)
|
Zkouška |
Třída 0 |
Třída 1 |
Třída 2 |
Třída 3 |
Třída 4 |
Třída 5 |
Příloha |
|||||||||
|
Přetlak nebo pevnost |
X |
X |
X |
X |
O |
X |
5 A |
|||||||||
|
Vnější únik |
X |
X |
X |
X |
O |
X |
5B |
|||||||||
|
Vnitřní únik |
A |
A |
A |
A |
O |
A |
5C |
|||||||||
|
Zkoušky životnosti |
A |
A |
A |
A |
O |
A |
5L |
|||||||||
|
Slučitelnost CNG/LNG |
A |
A |
A |
A |
A |
A |
5D |
|||||||||
|
Odolnost proti korozi |
X |
X |
X |
X |
X |
A |
5E |
|||||||||
|
Odolnost proti suchému teplu |
A |
A |
A |
A |
A |
A |
5F |
|||||||||
|
Stárnutí v ozonovém prostředí |
A |
A |
A |
A |
A |
A |
5G |
|||||||||
|
Roztržení/destruktivní zkoušky |
X |
O |
O |
O |
O |
A |
5M |
|||||||||
|
Teplotní cyklus |
A |
A |
A |
A |
O |
A |
5H |
|||||||||
|
Tlakový cyklus |
X |
O |
O |
O |
O |
A |
5I |
|||||||||
|
Odolnost proti otřesům |
A |
A |
A |
A |
O |
A |
5N |
|||||||||
|
Provozní teploty |
X |
X |
X |
X |
X |
X |
5O |
|||||||||
|
Nízkoteplotní LNG |
O |
O |
O |
O |
O |
X |
5P |
|||||||||
|
||||||||||||||||
4. DEFINICE
|
4.1. |
„Tlakem“ se rozumí relativní tlak vzhledem k atmosférickému tlaku, není-li uvedeno jinak. |
|
4.2. |
„Servisním tlakem“ nebo „provozním tlakem“ se rozumí ustálený tlak při rovnoměrné teplotě plynu 15 °C. U LNG se provozním tlakem rozumí ustálený tlak používané nádrže – podle prohlášení výrobce. |
|
4.3. |
„Zkušebním tlakem“ se rozumí tlak, kterému je součást vystavena při schvalovacích zkouškách. V případě nádrže na LNG se rozumí nastavení na hospodárný režim, nebo běžný saturační tlak LNG vyžadovaný motorem. U tlakové láhve na CNG se rozumí tlak, při kterém se tlaková láhev hydrostaticky zkouší. |
|
4.4. |
„Pracovním tlakem“ se rozumí maximální tlak, na který je součást konstruována a který je základem pro určování pevnosti dotyčné součásti. U tlakové láhve na CNG se rozumí ustálený tlak 20 MPa při stejnoměrné teplotě 15 °C. U nádrže na LNG se rozumí tlak primárního nastavení přetlakového ventilu nádrže na LNG. |
|
4.5. |
„Provozními teplotami“ se rozumí maximální hodnoty teplotních rozsahů, které jsou uvedeny v příloze 5O, při nichž je zajištěno bezpečné a správné fungování zvláštní součásti a pro které byla součást navržena a schválena. |
|
4.6. |
„Zvláštními součástmi“ se rozumí:
|
|
4.7. |
„Multifunkční součástí“ se rozumí kterékoli z výše uvedených zvláštních součástí, a to kombinované nebo vzájemně smontované jako konstrukční část. |
|
4.8. |
„Schválením vozidla“ se rozumí schválení typu vozidla kategorie M nebo N, pokud jde o jeho systém CNG a/nebo LNG montovaný jako původní vybavení pro použití v pohonném systému. |
|
4.9. |
„Typem vozidla“ se rozumí vozidla vybavená zvláštními součástmi pro použití CNG a/nebo LNG v jejich pohonných systémech, která se neliší z hlediska následujících podmínek:
|
|
4.10. |
„Systémem CNG“ se rozumí sestava součástí (zásobník(y) nebo tlaková láhev (tlakové láhve), ventily, ohebná palivová vedení atd.) a spojovacích částí (pevná palivová vedení, fitinky atd.) montovaných do motorových vozidel, která ve svém pohonném systému používají CNG. |
|
4.11. |
„Systémem LNG“ se rozumí sestava součástí (nádrž(e), ventily, ohebná palivová vedení atd.) a spojovacích částí (palivová vedení, fitinky atd.) montovaných do motorových vozidel, která ve svém pohonném systému používají LNG, a související složky až po odpařovač a včetně něj. Ostatní části a součásti následující po odpařovači se považují za součásti pro CNG. |
|
4.12. |
„Zásobníkem“ (nebo tlakovou lahví) se rozumí jakýkoli skladovací systém používaný pro stlačený zemní plyn. |
|
4.13. |
„Typem zásobníku“ se rozumí zásobníky, které se neliší z hlediska rozměrových a materiálových charakteristik, jak jsou popsány v příloze 3 A.
|
|
4.14. |
„Nádrží“ (nebo nádobou) se rozumí jakýkoli skladovací systém používaný pro zkapalněný zemní plyn. |
|
4.15. |
„Typem nádrže“ se rozumí nádrže, které se neliší z hlediska rozměrových a materiálových charakteristik, jak jsou popsány v příloze 3B. |
|
4.16. |
„Příslušenstvím namontovaným na zásobníku nebo nádrži“ se rozumí zejména následující součásti, a to buď samostatné, nebo kombinované, pokud jsou připevněny k zásobníku nebo nádrži:
|
|
4.17. |
„Ventilem“ se rozumí zařízení, kterým lze řídit průtok média. |
|
4.18. |
„Automatickým ventilem“ se rozumí ventil, který se neovládá ručně. |
|
4.19. |
„Automatickým ventilem tlakové láhve“ se rozumí automatický ventil napevno připevněný k tlakové láhvi, který řídí průtok plynu do palivového systému. Automatický ventil tlakové láhve se též nazývá dálkově ovládaný servisní ventil. |
|
4.20. |
„Zpětným ventilem nebo jednosměrným ventilem“ se rozumí automatický ventil, který umožňuje pouze jednosměrný průtok plynu/média. |
|
4.21. |
„Přepadovým ventilem“ (zařízením omezujícím nadměrný průtok) se rozumí zařízení, které automaticky uzavírá nebo omezuje průtok plynu nebo kapalného média, jakmile průtok přesáhne stanovenou konstrukční hodnotu. |
|
4.22. |
„Ručním ventilem“ se rozumí ručně ovládaný ventil napevno připevněný k tlakové láhvi nebo nádrži. |
|
4.23. |
„Přetlakovým ventilem (odpouštěcím ventilem)“ se rozumí zařízení, které zabraňuje překročení předem nastaveného protitlaku. |
|
4.24. |
„Servisním ventilem“ se rozumí uzavírací ventil, který je uzavřen pouze při údržbě vozidla. |
|
4.25. |
„Filtrem“ se rozumí ochranná síťka, která odstraňuje cizorodé nečistoty z proudu plynu nebo kapalného média. |
|
4.26. |
„Fitinkem“ se rozumí spojovací materiál použitý v systému potrubí nebo hadic. |
|
4.27. |
„Palivovým čerpadlem LNG“ se rozumí zařízení, které iniciuje přívod kapalného zemního plynu do motoru zvýšením tlaku média (kapaliny nebo výparů). |
|
4.28. |
„Ohebným palivovým vedením“ se rozumí pružné potrubí nebo hadice, kterými proudí zemní plyn. |
|
4.29. |
„Pevným palivovým vedením“ se rozumí potrubí, které za běžného provozu není určeno k ohybu a kterým proudí zemní plyn. |
|
4.30. |
„Ústrojím přívodu plynu“ se rozumí zařízení pro přívod plynného paliva do sacího potrubí motoru (karburátor nebo vstřikovač). |
|
4.31. |
„Směšovačem plyn/vzduch“ se rozumí zařízení pro směšování plynného paliva a nasávaného vzduchu pro motor. |
|
4.32. |
„Vstřikovačem plynu“ se rozumí zařízení pro přívod plynného paliva do motoru nebo přidruženého sacího systému. |
|
4.33. |
„Nastavovačem průtoku plynu“ se rozumí zařízení omezující průtok plynu, které je namontováno ve směru toku plynu za regulátorem tlaku a které řídí průtok plynu do motoru. |
|
4.34. |
„Regulátorem tlaku“ se rozumí zařízení, které se používá k řízení tlaku CNG nebo LNG. |
|
4.35. |
„Přetlakovým zařízením (PRD) (spouštěným teplotou)“ se rozumí zařízení na jedno použití, které se spouští nadměrnou teplotou a/nebo tlakem a které odvádí plyn, aby se zabránilo roztržení tlakové láhve. |
|
4.36. |
„Přetlakovým zařízením (PRD) (spouštěným tlakem)“ (někdy označováno jako „burst disc“) se rozumí zařízení na jedno použití, které se spouští nadměrným tlakem a zabraňuje překročení předem nastaveného protitlaku. |
|
4.37. |
„Plnicí jednotkou nebo hrdlem“ se rozumí zařízení namontované ve vozidle používané k doplňování zásobníku nebo nádrže na plnicí stanici. |
|
4.38. |
„Elektronickou řídicí jednotkou (pro CNG/LNG)“ se rozumí zařízení, které řídí spotřebu plynu motorem a jiné parametry motoru, a rovněž samočinně uzavírá automatický ventil, je-li to z důvodů bezpečnosti nutné. |
|
4.39. |
„Typem součástí“ uvedených v předchozích bodech 4.17 až 4.38 se rozumí součásti, které se neliší v základních ohledech, jako jsou materiály, pracovní tlak a provozní teploty. |
|
4.40. |
„Typem elektronické řídicí jednotky“ uvedené v bodě 4.38 se rozumí součásti, které se neliší v základních ohledech, jako jsou základní principy softwaru, s výjimkou drobných změn. |
|
4.41. |
„Tepelným výměníkem/odpařovačem“ se rozumí zařízení používané ke změně skupenství LNG na CNG. |
|
4.42. |
„Zkapalněným zemním plynem (LNG)“, rovněž nazývaným „kapalný zemní plyn“, se rozumí kryogenní kapalina, která se získává snížením teploty zemního plynu přibližně na – 161,7 °C při atmosférickém tlaku a skladuje pro použití jako palivo pro vozidla. |
|
4.43. |
„Stlačeným zemním plynem (CNG)“ se rozumí zemní plyn, který byl stlačen a uskladněn pro použití jako palivo pro vozidla. |
|
4.44. |
„Odpařeným zemním plynem“ se rozumí plyn, který se vytvořil odpařováním LNG, k němuž dochází působením tepla okolního prostředí. |
|
4.45. |
„Ventilací“ se rozumí uvolňování par ze skladovacího zásobníku/nádrže. |
|
4.46. |
„Ventilačním systémem“ se rozumí systém, který řídí uvolňování zemního plynu ze skladovacího systému LNG. |
|
4.47. |
„Autofretáží“ se rozumí postup aplikace tlaku, který se používá při výrobě kompozitních tlakových láhví s kovovými vložkami, při němž se vložka namáhá až za mez pružnosti, a to dostatečně k tomu, aby došlo k trvalé plastické deformaci, což má za následek, že při nulovém vnitřním tlaku je ve vložce napětí v tlaku a ve vláknech napětí v tahu. |
|
4.48. |
„Tlakem při autofretáži“ se rozumí tlak uvnitř ovinuté tlakové láhve, při kterém je dosaženo požadovaného rozdělení napětí mezi vložku a ovinutí; |
|
4.49. |
„Šaržemi – kompozitními tlakovými láhvemi“ se rozumí „šarže“ (tj. skupina) tlakových láhví vyrobených postupně za sebou ze způsobilých vložek, které mají stejnou velikost, konstrukci, stanovené konstrukční materiály a výrobní postup. |
|
4.50. |
„Šaržemi – kovovými tlakovými láhvemi a vložkami“ se rozumí „šarže“ (tj. skupina) kovových tlakových láhví nebo vložek vyrobených postupně za sebou, které mají stejný jmenovitý průměr, tloušťku stěny, konstrukci, stanovený konstrukční materiál, výrobní postup, zařízení pro výrobu a tepelné zušlechťování, jakož i časové a teplotní podmínky a plynné prostředí během tepelného zušlechťování. |
|
4.51. |
„Šaržemi nekovových vložek“ se rozumí „šarže“ (tj. skupina) nekovových vložek vyrobených postupně za sebou, které mají stejný jmenovitý průměr, tloušťku stěny, konstrukci, stanovený konstrukční materiál a výrobní postup. |
|
4.52. |
„Mezemi šarže“ se rozumí to, že „šarže“ nesmí v žádném případě překročit 200 dokončených tlakových láhví nebo vložek (nepočítaje v to tlakové láhve nebo vložky podrobené destruktivní zkoušce) nebo jednu směnu po sobě následující výroby, přičemž se bere vyšší z těchto hodnot. |
|
4.53. |
„Kompozitní tlakovou lahví“ se rozumí tlaková láhev vyrobená ze spojitého vlákna impregnovaného pryskyřicí navinutého na kovovou nebo nekovovou vložku. Kompozitní tlakové láhve s nekovovými vložkami se nazývají plně kompozitní tlakové láhve. |
|
4.54. |
„Navíjením při řízeném napětí“ se rozumí postup, který se používá při výrobě obručovitě ovinutých kompozitních tlakových láhví s kovovými vložkami a kterým se dosahuje napětí v tlaku ve vložce a napětí v tahu v ovinutí při nulovém vnitřním tlaku pomocí navíjení vyztužujících vláken pod velmi vysokým napětím. |
|
4.55. |
„Plnicím tlakem“ se rozumí tlak plynu v tlakové láhvi bezprostředně po dokončení plnění. |
|
4.56. |
„Dokončenými tlakovými lahvemi“ se rozumí dokončené tlakové láhve, které jsou připraveny k použití, typické pro normální výrobu, kompletní s identifikačními značkami a vnějším povlakem, včetně integrální izolace stanovené výrobcem, ale bez neintegrální izolace nebo ochrany. |
|
4.57. |
„Plným ovinutím“ se rozumí ovinutí sestávající z výztužného vlákna vinutého jak ve směru obvodu, tak ve směru osy tlakové láhve. |
|
4.58. |
„Teplotou plynu“ se rozumí teplota plynu v tlakové láhvi. |
|
4.59. |
„Obručovitým ovinutím“ se rozumí ovinutí sestávající z výztužného vlákna vinutého převážně po obvodu válcové části vložky tak, aby na vlákno nepůsobilo významné napětí ve směru rovnoběžném s podélnou osou tlakové láhve. |
|
4.60. |
„Vložkou“ se rozumí zásobník, který se používá jako plynotěsný vnitřní plášť, na který jsou navíjena výztužná vlákna, aby se dosáhlo potřebné pevnosti. Tato norma popisuje dva typy vložek: kovové vložky, které jsou navrženy tak, aby sdílely zátěž spolu s vyztužením, a nekovové vložky, které se na zátěži nijak nepodílí. |
|
4.61. |
„Výrobcem“ se rozumí osoba nebo organizace odpovědná za konstrukci, výrobu a zkoušení zvláštních součástí CNG nebo LNG. |
|
4.62. |
„Maximálním vyvinutým tlakem“ se rozumí ustálený tlak, který se vyvine, když se plyn v tlakové láhvi naplněné na pracovní tlak zahřeje na maximální provozní teplotu. |
|
4.63. |
„Ovinutím“ se rozumí výztužný systém z vlákna a pryskyřice, který obepíná vložku. |
|
4.64. |
„Předpínáním“ se rozumí postup aplikace autofretáže nebo navíjení při řízeném napětí. |
|
4.65. |
„Životností“ se rozumí životnost v rocích, během níž mohou být tlakové láhve bezpečně používány v souladu se standardními provozními podmínkami. |
|
4.66. |
„Ustáleným tlakem“ se rozumí tlak plynu při dosažení dané ustálené teploty. |
|
4.67. |
„Ustálenou teplotou“ se rozumí stejnoměrná teplota plynu poté, co se ustálila jakákoli změna teploty způsobená plněním. |
|
4.68. |
„Zachycováním LNG“ se rozumí uchovávání LNG v uzavřeném tělese o konstantním objemu. |
|
4.69. |
„Kryogenní teplotou“ se pro účely tohoto předpisu rozumí teploty nižší než – 40 °C. |
|
4.70. |
„Vnitřní nádobou nebo vnitřní nádrží“ se rozumí část palivové nádrže, která obsahuje LNG. |
|
4.71. |
„Vnější nádobou nebo vnějším pláštěm“ se rozumí ta část palivové nádrže, která obklopuje vnitřní nádobu nebo vnitřní nádrž(e), jakož i její (jejich) těsnicí systém. |
|
4.72. |
„Palivovou lištou“ se rozumí trubka nebo kanál spojující zařízení pro vstřik paliva. |
|
4.73. |
„LNG tryskou“ se rozumí zařízení, které bezpečným způsobem umožňuje rychlé připojení a odpojení hadice přívodu paliva k plnicímu hrdlu LNG. |
|
4.74. |
„Plnicím hrdlem LNG“ se rozumí zařízení připojené k vozidlu nebo ke skladovacímu zařízení, do něhož se umisťuje palivová LNG tryska, aby mohlo dojít k bezpečnému natankování paliva. Hrdlo se skládá přinejmenším z vlastního tělesa a zpětného ventilu, který je v něm namontován. |
|
4.75. |
„Nařízenou fází vypnutí“ se rozumí doba, během níž je spalovací motor v zájmu úspory paliva automaticky vypnut a může automaticky opět nastartovat. |
ČÁST I
Schvalování zvláštních součástí motorových vozidel, která ve svém pohonném systému používají stlačený zemní plyn (CNG) a/nebo zkapalněný zemní plyn (LNG)
5. ŽÁDOST O SCHVÁLENÍ
5.1. Žádost o schválení zvláštní součásti nebo multifunkční součásti podává držitel obchodního názvu nebo značky nebo jeho pověřený zástupce.
5.2. Žádost musí být doprovázena níže uvedenými doklady v trojím vyhotovení a těmito údaji:
|
5.2.1. |
popis vozidla zahrnující všechny příslušné údaje uvedené v příloze 1A tohoto předpisu; |
|
5.2.2. |
podrobný popis typu zvláštní součásti nebo multifunkčních součástí; |
|
5.2.3. |
dostatečně podrobný výkres zvláštní součásti nebo multifunkčních součástí ve vhodném měřítku; |
|
5.2.4. |
ověření shody se specifikacemi předepsanými v bodě 8 tohoto předpisu. |
5.3. Na žádost technické zkušebny zodpovědné za provádění zkoušek schválení typu se poskytnou vzorky zvláštní součásti nebo multifunkčních součástí. Na vyžádání se poskytnou dodatečné vzorky (maximálně 3).
5.3.1. Během předsériové výroby zásobníků se [n] (10) zásobníků z každých 50 kusů (kvalifikační množství) podrobí nedestruktivním zkouškám dle přílohy 3 A. Nádrže na LNG viz příloha 3B.
6. OZNAČENÍ
6.1. Vzorek zvláštní součásti nebo multifunkčních součástí předložený ke schválení musí být označen obchodním názvem nebo značkou výrobce a typem, včetně označení provozních teplot (podle potřeby „M“ nebo „C“ pro mírné nebo nízké teploty, „L“ pro LNG); a v případě ohebných hadic také měsícem a rokem výroby; toto značení musí být jasně čitelné a nesmazatelné.
6.1.1. Navíc k ustanovením bodu 6.1 se pro automatický ventil tlakové láhve, který je v souladu s bodem 2.2.4 přílohy 4 A, použije jedna z následujících doplňkových značek:
|
a) |
„H1“ |
|
b) |
„H2“ |
|
c) |
„H3“ |
6.2. Na všech součástech musí být dostatek místa pro umístění značky schválení typu; toto umístění musí být vyznačeno na výkresech uvedených v bodě 5.2.3 výše.
6.3. Každý zásobník musí také nést typový štítek, na němž jsou jasně čitelným a nesmazatelným způsobem uvedeny následující údaje:
|
a) |
výrobní číslo; |
|
b) |
objem v litrech; |
|
c) |
označení „CNG“; |
|
d) |
provozní tlak/zkušební tlak [MPa]; |
|
e) |
hmotnost (kg); |
|
f) |
rok a měsíc schválení typu (např. 96/01); |
|
g) |
značka schválení typu podle bodu 7.4. |
6.4. Každá nádrž musí také nést typový štítek, na němž jsou jasně čitelným a nesmazatelným způsobem uvedeny následující údaje:
|
a) |
výrobní číslo; |
|
b) |
celkový objem v litrech; |
|
c) |
označení „LNG“; |
|
d) |
provozní tlak/zkušební tlak [MPa]; |
|
e) |
hmotnost (kg); |
|
f) |
výrobce; |
|
g) |
rok a měsíc schválení typu (např. 96/01); |
|
h) |
označení „PUMP INSIDE, Pump Delivery Pressure *** MPa“, je-li čerpadlo LNG namontováno na nádrži; kde *** je hodnota plnicího tlaku čerpadla; |
|
i) |
značka schválení typu podle bodu 7.4. |
7. SCHVÁLENÍ
7.1. Pokud vzorky součásti pro CNG předložené ke schválení splňují požadavky bodů 8.1 až 8.11 tohoto předpisu, schválení typu součásti se udělí.
Pokud vzorky součástí pro LNG předložené ke schválení splňují požadavky bodů 8.12 až 8.21 tohoto předpisu, schválení typu součásti se udělí.
7.2. Každému schválenému typu součásti nebo multifunkční součásti se přidělí číslo schválení. Jeho první dvě číslice (v současné době 01, které odpovídají sérii změn 01) označují sérii změn, která zahrnuje poslední významné technické změny provedené v předpisu v době udělení schválení. Tatáž smluvní strana nesmí přidělit totožný alfanumerický kód jinému typu součásti.
7.3. Oznámení o vydání, odmítnutí nebo rozšíření schválení typu součásti pro CNG nebo LNG podle tohoto předpisu se sdělí smluvním stranám dohody, které používají tento předpis, na formuláři, který musí odpovídat vzoru v příloze 2B tohoto předpisu.
7.4. Na všechny součásti odpovídající typu schválenému podle tohoto předpisu se – kromě značky předepsané v bodech 6.1 a 6.3 (pro CNG) a 6.4 (pro LNG) – viditelně a na místě zmíněném v bodě 6.2 výše umístí mezinárodní značka schválení, která se skládá z:
|
7.4.1. |
písmene „E“ v kružnici, za nímž následuje rozlišovací číslo země, která udělila schválení; (11) |
|
7.4.2. |
čísla tohoto předpisu, za nímž následuje písmeno „R“, pomlčka a číslo schválení vpravo od kružnice předepsané v bodě 7.4.1. Číslo schválení se skládá z čísla schválení typu součásti, které je uvedeno na osvědčení vyhotoveném pro daný typ (viz bod 7.2 a příloha 2B), před kterým jsou uvedeny dvě číslice označující pořadí nejnovější série změn tohoto předpisu. |
7.5. Značka schválení typu musí být jasně čitelná a nesmazatelná.
7.6. Příloha 2A tohoto předpisu uvádí příklady provedení výše uvedené značky schválení typu.
8. SPECIFIKACE TÝKAJÍCÍ SE SOUČÁSTÍ PRO CNG A/NEBO LNG
8.1. Obecná ustanovení
8.1.1. Zvláštní součásti vozidel, která ve svém pohonném systému používají CNG a/nebo LNG, musí fungovat správně a bezpečně, jak stanoví tento předpis.
Materiály součástí, které jsou v kontaktu s CNG/LNG, musí být s nimi slučitelné (viz příloha 5D).
Části dané součásti, jejichž správná a bezpečná funkce může být ovlivněna CNG/LNG, vysokým tlakem nebo otřesy, musí být podrobeny příslušným zkušebním postupům popsaným v přílohách tohoto předpisu. Zejména musí být splněna ustanovení bodů 8.2 až 8.11. V případě součástí pro LNG musí být splněna ustanovení bodů 8.12 až 8.21.
Zvláštní součásti vozidel používajících ve svém pohonném systému CNG/LNG musí být v souladu s příslušnými požadavky na elektromagnetickou kompatibilitu (EMC) podle předpisu č. 10, série změn 03, nebo předpisu rovnocenného.
8.2. Ustanovení pro zásobníky na CNG
8.2.1. Zásobníky na CNG musí být typu schváleného podle ustanovení přílohy 3A tohoto předpisu.
8.3. Ustanovení týkající se součástí namontovaných na zásobníku na CNG
8.3.1. Zásobník na CNG musí být vybaven alespoň následujícími součástmi, které mohou být buď samostatné, nebo kombinované:
|
8.3.1.1. |
ruční ventil; |
|
8.3.1.2. |
automatický ventil tlakové láhve; |
|
8.3.1.3. |
přetlakové zařízení; |
|
8.3.1.4. |
zařízení omezující nadměrný průtok; |
8.3.2. Zásobník na CNG může být v případě potřeby vybaven plynotěsnou skříní.
8.3.3. Součásti uvedené v bodech 8.3.1 až 8.3.2 musí být typu schváleného podle ustanovení přílohy 4 tohoto předpisu.
8.4–8.11 Ustanovení týkající se jiných součástí pro CNG
Uvedené součásti musí být typu schváleného podle ustanovení příloh, jež uvádí tato tabulka:
|
Bod |
Součást |
Příloha |
|
8.4 |
Automatický ventil Zpětný ventil (nebo jednosměrný ventil) Přetlakový ventil Přetlakové zařízení (spouštěné teplotou) Přepadový ventil Přetlakové zařízení (spouštěné tlakem) |
4A |
|
8.5 |
Ohebné palivové vedení/hadice |
4B |
|
8.6 |
Filtr CNG |
4C |
|
8.7 |
Regulátor tlaku |
4D |
|
8.8 |
Snímače tlaku a teploty |
4E |
|
8.9 |
Plnicí jednotka nebo hrdlo |
4F |
|
8.10 |
Nastavovač průtoku plynu a směšovač plyn/vzduch, vstřikovač nebo palivová lišta |
4G |
|
8.11 |
Elektronická řídicí jednotka |
4H |
8.12. Ustanovení týkající se nádrží na LNG
8.12.1. Nádrže na LNG musí být typu schváleného podle ustanovení přílohy 3B tohoto předpisu.
8.12.2. Nádrž musí být vybavena systémem zabraňujícím jejímu přeplnění.
8.13. Ustanovení týkající se součástí namontovaných na nádrži na LNG
8.13.1. Nádrž na LNG musí být vybavena alespoň následujícími součástmi, které mohou být buď samostatné, nebo kombinované (zvláštní péče se musí věnovat tomu, aby se předešlo zachycování LNG):
|
8.13.1.1. |
přetlakový ventil; |
|
8.13.1.2. |
ruční ventil; |
|
8.13.1.3. |
automatický ventil; |
|
8.13.1.4. |
zařízení omezující nadměrný průtok. |
8.13.2. Nádrž může být v případě potřeby vybavena plynotěsnou skříní.
8.13.3. Součásti uvedené v bodech 8.13.1.1 až 8.13.1.4 musí být typu schváleného podle ustanovení přílohy 4 tohoto předpisu.
8.14–8.22 Ustanovení týkající se jiných součástí pro LNG
Uvedené součásti musí být typu schváleného podle ustanovení příloh, jež uvádí tato tabulka:
|
Bod |
Součást |
Příloha |
|
8.15 |
Tepelný výměník LNG – odpařovač |
4I |
|
8.16 |
Plnicí hrdlo LNG |
4J |
|
8.17 |
Regulátor tlaku |
4K |
|
8.18 |
Snímač/ukazatel tlaku a/nebo teploty LNG |
4L |
|
8.19 |
Detektor zemního plynu |
4M |
|
8.20 |
Automatický ventil, zpětný ventil, přetlakový ventil, přepadový ventil, ruční ventil a jednosměrný ventil |
4 N |
|
8.21 |
Palivové čerpadlo |
4O |
|
8.22 |
Elektronická řídicí jednotka |
4H |
9. ZMĚNY TYPU SOUČÁSTI PRO CNG A/NEBO LNG A ROZŠÍŘENÍ SCHVÁLENÍ
9.1. Každá změna typu součásti pro CNG a/nebo LNG se oznamuje schvalovacímu orgánu, který schválení typu udělil. Tento orgán pak může buď:
|
9.1.1. |
usoudit, že je nepravděpodobné, že by provedené změny měly znatelný negativní účinek, a že je dotyčná součást nadále v souladu s požadavky, nebo |
|
9.1.2. |
rozhodnout, zda musí schvalovací orgán provést částečné nebo úplné opakování zkoušek. |
9.2. Potvrzení nebo zamítnutí schválení s uvedením jednotlivých úprav se oznámí smluvním stranám dohody, které uplatňují tento předpis, a to postupem stanoveným v bodě 7.3.
9.3. Schvalovací orgán, který vydává rozšíření schválení, přidělí každému formuláři sdělení vystavenému pro účely takového prodloužení pořadové číslo.
10. (NEPŘIDĚLENO)
11. SHODNOST VÝROBY
Postupy shodnosti výroby musí odpovídat postupům stanoveným v dodatku 2 dohody (E/ECE/324–E/ECE/TRANS/505/Rev.2) a musí splňovat následující požadavky:
|
11.1. |
Každý zásobník CNG se zkouší při minimálním tlaku ve výši 1,5násobku pracovního tlaku v souladu s pravidly v příloze 3A tohoto předpisu. Každá nádrž na LNG se zkouší při minimálním tlaku ve výši 1,3násobku pracovního tlaku (pracovní tlak plus 0,1 MPa) v souladu s pravidly v příloze 3B tohoto předpisu. |
|
11.2. |
V případě zásobníků CNG se zkoušky na roztržení hydraulickým tlakem podle bodu A.12 dodatku A přílohy 3A provádí pro každou výrobní sérii sestávající z maximálně 200 zásobníků vyrobených ze stejné dávky surovin. |
|
11.3. |
Každá sestava ohebného palivového vedení, která se použije pro vysoký či střední tlak (třída 0, 1 a 5) podle klasifikace popsané v bodě 3 tohoto předpisu, se zkouší při dvojnásobku pracovního tlaku. |
12. POSTIHY ZA NESHODNOST VÝROBY
12.1. Schválení udělené pro určitý typ součásti podle tohoto předpisu může být odňato, nejsou-li splněny požadavky stanovené výše v bodě 11.
12.2. Pokud některá smluvní strana dohody, která uplatňuje tento předpis, odejme schválení, které předtím vydala, je povinna o této skutečnosti neprodleně informovat ostatní smluvní strany dohody, které tento předpis uplatňují, a to prostřednictvím formuláře, který musí odpovídat vzoru uvedenému v příloze 2B tohoto předpisu.
13. (NEPŘIDĚLENO)
14. DEFINITIVNÍ UKONČENÍ VÝROBY
Pokud držitel schválení zcela ukončí výrobu typu součásti schválené podle tohoto předpisu, musí o tom informovat orgán, který schválení udělil. Po obdržení příslušného oznámení informuje tento orgán ostatní smluvní strany dohody, které uplatňují tento předpis, prostřednictvím formuláře sdělení podle vzoru v příloze 2B tohoto předpisu.
15. NÁZVY A ADRESY TECHNICKÝCH ZKUŠEBEN ODPOVĚDNÝCH ZA PROVÁDĚNÍ SCHVALOVACÍCH ZKOUŠEK A NÁZVY A ADRESY SCHVALOVACÍCH ORGÁNŮ
Smluvní strany dohody z roku 1958, které uplatňují tento předpis, sdělí sekretariátu Organizace spojených národů názvy a adresy technických zkušeben odpovědných za zkoušky schválení typu a schvalovacích orgánů, které udělují schválení typu a kterým je třeba zasílat formuláře potvrzující udělení či rozšíření nebo zamítnutí či odnětí schválení vydané v jiných zemích.
ČÁST II
Schvalování vozidel s ohledem na zástavbu zvláštních součástí schváleného typu pro použití stlačeného zemního plynu (CNG) a/nebo zkapalněného zemního plynu (LNG) v jejich pohonném systému
16. ŽÁDOST O SCHVÁLENÍ
16.1. Žádost o schválení typu vozidla s ohledem na zástavbu zvláštních součástí pro použití stlačeného zemního plynu (CNG) a/nebo zkapalněného zemního plynu (LNG) v pohonném systému podává výrobce vozidla nebo jeho pověřený zástupce.
16.2. Žádost musí doprovázet tyto doklady v trojím vyhotovení: popis vozidla včetně všech příslušných údajů uvedených v příloze 1B tohoto předpisu.
16.3. Technické zkušebně provádějící zkoušky pro schválení typu se předloží vozidlo, jež představuje typ vozidla, který má být schválen.
17. SCHVÁLENÍ
17.1. Pokud je vozidlo dodané ke schválení podle tohoto předpisu vybaveno všemi potřebnými zvláštními součástmi pro použití stlačeného zemního plynu (CNG) a/nebo zkapalněného zemního plynu (LNG) v jeho pohonném systému a splňuje-li požadavky bodu 18 níže, schválení tohoto typu vozidla se udělí.
17.2. Každému schválenému typu vozidla se přidělí číslo schválení. Jeho prvé dvě číslice označují sérii změn, která zahrnuje nejnovější významné technické změny tohoto předpisu, provedené k datu vydání schválení.
17.3. Oznámení o vydání, odmítnutí nebo rozšíření schválení typu vozidla na CNG a/nebo LNG podle tohoto předpisu se sdělí smluvním stranám dohody, které uplatňují tento předpis, na formuláři, který musí odpovídat vzoru v příloze 2D tohoto předpisu.
17.4. Na všechny typy vozidel schválené podle tohoto předpisu se viditelně a na snadno přístupném místě stanoveném ve formuláři schválení typu uvedeném v bodě 17.3 umístí mezinárodní značka schválení typu, která se skládá z:
|
17.4.1. |
písmene „E“ v kružnici, za nímž následuje rozlišovací číslo země, která schválení udělila; (12) |
|
17.4.2. |
čísla tohoto předpisu, za nímž následuje písmeno „R“, pomlčka a číslo schválení vpravo od kružnice předepsané v bodě 17.4.1. |
17.5. Pokud se vozidlo shoduje s vozidlem schváleným podle jednoho nebo několika jiných předpisů připojených k dohodě v zemi, která udělila schválení podle tohoto předpisu, není v takovém případě nutno opakovat symbol předepsaný v bodě 17.4.1; v takovém případě se čísla předpisu a schválení, jakož i další symboly všech předpisů, podle kterých bylo schválení uděleno v zemi, která udělila schválení podle tohoto předpisu, umístí do svislých sloupců vpravo od symbolu předepsaného v bodě 17.4.1.
17.6. Značka schválení typu musí být jasně čitelná a nesmazatelná.
17.7. Značka schválení typu musí být umístěna v blízkosti štítku s údaji o vozidle nebo na tomto štítku.
17.8. Příloha 2C tohoto předpisu uvádí příklady provedení uvedené značky schválení typu.
18. POŽADAVKY NA ZÁSTAVBU ZVLÁŠTNÍCH SOUČÁSTÍ PRO POUŽITÍ STLAČENÉHO ZEMNÍHO PLYNU A/NEBO ZKAPALNĚNÉHO ZEMNÍHO PLYNU V POHONNÉM SYSTÉMU VOZIDLA
18.1. Obecné
18.1.1. Systém CNG a/nebo LNG musí ve vozidle fungovat správně a bezpečně za pracovního tlaku a provozních teplot, pro které byl navržen a schválen.
18.1.2. Všechny součásti systému musí mít schválení typu podle části I tohoto předpisu jako jednotlivé nebo multifunkční součásti.
18.1.2.1. Aniž jsou dotčena ustanovení bodu 18.1.2, nevyžaduje se samostatné schválení typu elektronické řídicí jednotky pro CNG/LNG, je-li tato jednotka integrována do elektronické řídicí jednotky motoru a vztahuje se na ni schválení typu vozidla podle části II tohoto předpisu a předpisu č. 10. Schválení typu vozidla musí být rovněž vydáno podle ustanovení přílohy 4H tohoto předpisu.
18.1.3. Materiály použité v systému musí být vhodné pro použití s CNG a/nebo LNG, podle daného případu.
18.1.4. Všechny součásti systému musí být řádně upevněny.
18.1.5. Systém CNG a/nebo LNG se natlakuje na pracovní tlak a podrobí se zkoušce těsnosti za použití povrchově aktivní látky v délce trvání tři minuty, nebo použitím prokazatelně rovnocenné metody; nesmí se přitom utvořit bubliny.
18.1.6. Zástavba systému CNG a/nebo LNG musí být provedena tak, aby byl systém co nejlépe chráněn před poškozením, jako je poškození způsobené pohyblivými součástmi vozidla, srážkou, štěrkem, nakládáním či vykládáním vozidla nebo posunutím nákladu.
18.1.7. K systému CNG a/nebo LNG nesmí být připojena žádná zařízení kromě těch, která jsou naprosto nezbytná pro správné fungování motoru motorového vozidla.
18.1.7.1. Aniž je dotčen bod 18.1.7, mohou být vozidla vybavena topným systémem k vytápění prostoru pro cestující a/nebo nákladního prostoru, který je připojen k systému CNG a/nebo LNG.
18.1.7.2. Topný systém uvedený v bodě 18.1.7.1 bude povolen, je-li podle názoru technických zkušeben zodpovědných za provádění schvalování typu přiměřeně chráněn a není ovlivněno požadované fungování normálního systému CNG a/nebo LNG.
18.1.8. Identifikace vozidel používajících jako palivo CNG a/nebo LNG
18.1.8.1. Vozidla kategorií M2 a M3 vybavená systémem CNG se označí štítkem stanoveným v příloze 6.
18.1.8.2. Vozidla kategorií M2 a M3 vybavená systémem LNG se označí štítkem stanoveným v příloze 7.
18.1.8.3. U vozidel kategorie M2 nebo M3 musí být štítek umístěn na přídi i na zádi vozidla a na vnější straně pravých dveří (u vozidel s řízením vlevo), nebo levých dveří (u vozidel s řízením vpravo).
18.1.8.4. Štítek musí být umístěn v blízkosti plnicího hrdla LNG s uvedením požadavků na plnění. Tyto požadavky musí být v souladu s doporučením výrobce.
18.2. Další požadavky
18.2.1. Žádná součást systému CNG a/nebo LNG, včetně jakýchkoli ochranných materiálů, které tvoří část dané součásti, nesmí přesahovat obrys vozidla, s výjimkou plnicí jednotky, pokud v místě svého upevnění nepřesahuje obrys vozidla o více než 10 mm.
18.2.2. Je třeba pamatovat na řádné tepelné odstínění přilehlých součástí a žádná součást systému CNG a/nebo LNG nesmí být umístěna blíže než 100 mm od výfuku nebo obdobného zdroje tepla, nejsou-li tyto součásti patřičně chráněny proti teplu.
18.3. Systém CNG
18.3.1. Systém CNG obsahuje alespoň následující součásti:
|
18.3.1.1. |
zásobník(y) nebo tlaková láhev (tlakové láhve); |
|
18.3.1.2. |
ukazatel tlaku nebo hladiny paliva; |
|
18.3.1.3. |
přetlakové zařízení (spouštěné teplotou); |
|
18.3.1.4. |
automatický ventil tlakové láhve; |
|
18.3.1.5. |
ruční ventil; |
|
18.3.1.6. |
regulátor tlaku; |
|
18.3.1.7. |
nastavovač průtoku plynu; |
|
18.3.1.8. |
zařízení omezující nadměrný průtok; |
|
18.3.1.9. |
ústrojí přívodu plynu; |
|
18.3.1.10. |
plnicí jednotka nebo hrdlo; |
|
18.3.1.11. |
ohebné palivové vedení; |
|
18.3.1.12. |
pevné palivové vedení; |
|
18.3.1.13. |
elektronická řídicí jednotka; |
|
18.3.1.14. |
fitinky; |
|
18.3.1.15. |
plynotěsná skříň u součástí, které jsou montovány uvnitř prostoru pro cestující a prostoru pro zavazadla. Pokud se plynotěsná skříň při požáru zničí, může být takovou skříní kryto přetlakové zařízení. |
18.3.2. Systém CNG může zahrnovat také následující součásti:
|
18.3.2.1. |
zpětný ventil (nebo jednosměrný ventil); |
|
18.3.2.2. |
přetlakový ventil; |
|
18.3.2.3. |
filtr CNG; |
|
18.3.2.4. |
snímač tlaku a/nebo teploty; |
|
18.3.2.5. |
systém výběru paliva a elektrický systém; |
|
18.3.2.6. |
přetlakové zařízení (spouštěné tlakem); |
|
18.3.2.7. |
palivová lišta. |
18.3.3. Regulátor tlaku lze kombinovat s přídavným automatickým ventilem.
18.3.4. Systém LNG obsahuje alespoň následující součásti:
|
18.3.4.1. |
nádrž(e) nebo nádoba (nádoby) na LNG; |
|
18.3.4.2. |
tepelný výměník LNG/odpařovač |
|
18.3.4.3. |
přetlakový ventil LNG |
|
18.3.4.4. |
ventilační systém LNG; |
|
18.3.4.5. |
hrdlo LNG; |
|
18.3.4.6. |
přepadový ventil LNG (zařízení omezující nadměrný průtok); |
|
18.3.4.7. |
(ruční) ventil LNG; |
|
18.3.4.8. |
palivové vedení pro LNG; |
|
18.3.4.9. |
spojky pro LNG; |
|
18.3.4.10. |
zpětný ventil nebo jednosměrný ventil pro LNG; |
|
18.3.4.11. |
ukazatel tlaku nebo paliva LNG; |
|
18.3.4.12. |
elektronická řídicí jednotka; |
|
18.3.4.13. |
detektor zemního plynu nebo plynotěsná skříň, pro vozidla kategorie M. |
18.3.5. Systém LNG může zahrnovat také následující součásti:
|
18.3.5.1. |
regulátor tlaku LNG; |
|
18.3.5.2. |
snímač tlaku a/nebo teploty LNG; |
|
18.3.5.3. |
palivové čerpadlo LNG; |
|
18.3.5.4. |
měřidlo hladiny LNG; |
|
18.3.5.5. |
automatický ventil LNG; |
|
18.3.5.6. |
detektor zemního plynu; |
|
18.3.5.7. |
plynotěsná skříň. |
18.3.6. Součásti vozidel na LNG následující za tepelným výměníkem/odpařovačem (plynná fáze) se považují za součásti pro CNG.
18.4. Zástavba zásobníku a/nebo nádrží
18.4.1. Zásobník a/nebo nádrž musí být trvale namontovány ve vozidle a nesmí být namontovány v motorovém prostoru.
18.4.2. Zásobník a/nebo nádrž musí být namontovány tak, aby s výjimkou bodů upevnění zásobníku (zásobníků) a/nebo nádrže (nádrží) nedocházelo ke kontaktu kovu s kovem.
18.4.3. Když je vozidlo připraveno k použití, nesmí být palivový zásobník a/nebo nádrž méně než 200 mm nad povrchem vozovky.
18.4.3.1. Ustanovení bodu 18.4.3 se nepoužije, jsou-li zásobník a/nebo nádrž přiměřeně chráněny vpředu a po stranách a žádná jejich část není umístěna níže než uvedená ochranná konstrukce.
18.4.4. Palivový zásobník (zásobníky) a/nebo nádrž (nádrže) musí být namontovány a upevněny tak, aby při plných zásobnících a/nebo nádržích mohla být absorbována následující zrychlení, aniž by došlo k poškození:
|
|
Vozidla kategorií M1 a N1:
|
|
|
Vozidla kategorií M2 a N2:
|
|
|
Vozidla kategorií M3 a N3:
|
Namísto praktických zkoušek lze použít výpočetní metodu, pokud žadatel o schválení uspokojivě prokáže její rovnocennost technické zkušebně.
18.5. Příslušenství namontované na zásobníku (zásobnících) CNG
18.5.1. Automatický ventil tlakové láhve
18.5.1.1. Automatický ventil tlakové láhve musí být namontován přímo na každém zásobníku CNG.
18.5.1.2. Automatický ventil tlakové láhve se musí ovládat tak, aby se přívod paliva přerušil, když je motor vypnut, a to bez ohledu na polohu spínače zapalování, a musí zůstat uzavřen, pokud motor neběží. Pro diagnostiku je povolena prodleva v délce 2 sekund.
18.5.1.3. Aniž jsou dotčena ustanovení bodu 18.5.1.2 může automatický ventil tlakové láhve během fází nařízeného vypnutí zůstat otevřen.
18.5.1.4. Je-li při fázích nařízeného vypnutí automatický ventil tlakové láhve uzavřen, musí být v souladu s bodem 2.2.4 přílohy 4A.
18.5.2. Přetlakové zařízení
18.5.2.1. Přetlakové zařízení (spouštěné teplotou) musí být namontováno na palivový zásobník(y) CNG takovým způsobem, aby mohlo odpouštět tlak do plynotěsné skříně, pokud dotyčná plynotěsná skříň splňuje požadavky bodu 18.5.5.
18.5.3. Přepadový ventil zásobníku CNG
18.5.3.1. Na palivový zásobník(y) CNG musí být na automatickém ventilu tlakové láhve namontováno zařízení omezující nadměrný průtok.
18.5.4. Ruční ventil
18.5.4.1. Ruční ventil je pevně namontován k tlakové láhvi na CNG a může být integrován do automatického ventilu tlakové láhve.
18.5.5. Plynotěsná skříň zásobníku (zásobníků) CNG
18.5.5.1. Není-li palivový zásobník (zásobníky) na CNG namontován vně vozidla, musí k němu být připevněna plynotěsná skříň překrývající armaturu zásobníku CNG a splňující požadavky bodů 18.5.5.2. až 18.5.5.5.
18.5.5.2. Plynotěsná skříň musí být volně propojena s ovzduším, v případě potřeby pomocí propojovací hadice a průchodky, které musí být odolné vůči CNG.
18.5.5.3. Větrací otvor plynotěsné skříně nesmí ústit do podběhů kol, ani nesmí mířit na zdroj tepla, jako je např. výfuk.
18.5.5.4. Veškeré propojovací hadice a průchodky pro odvětrávání plynotěsné skříně na spodku karoserie motorového vozidla musí mít minimální světlost 450 mm2.
18.5.5.5. Při tlaku 10 kPa musí být skříň překrývající armaturu zásobníku (zásobníků) CNG a propojovací hadice plynotěsné bez jakýchkoli trvalých deformací. Za takových okolností lze připustit únik nepřesahující 100 cm3 za hodinu.
18.5.5.6. Propojovací hadice musí být upevněna svorkami nebo jiným způsobem k plynotěsné skříni a k průchodce, aby se zajistilo vytvoření plynotěsného spoje.
18.5.5.7. Plynotěsná skříň musí překrývat všechny součásti montované do prostoru pro zavazadla nebo pro cestující.
18.5.6. Přetlakové zařízení (spouštěné tlakem)
18.5.6.1. Přetlakové zařízení (spouštěné tlakem) se aktivuje a upouští plyn nezávisle na přetlakovém zařízení (spouštěném teplotou).
18.5.6.2. Přetlakové zařízení (spouštěné tlakem) musí být namontováno na palivový zásobník (zásobníky) takovým způsobem, aby mohlo odpouštět plyn do plynotěsné skříně, pokud dotyčná plynotěsná skříň splňuje požadavky bodu 18.5.5.
18.6. Příslušenství namontované na nádržích na LNG
18.6.1. Automatický ventil
18.6.1.1. Přímo na každé nádrži na LNG musí být v přívodu paliva namontován automatický ventil (v chráněné poloze).
18.6.1.2. Automatický ventil se musí ovládat tak, aby se přívod paliva přerušil, když je motor vypnut, a to bez ohledu na polohu spínače zapalování, a musí zůstat uzavřen, pokud motor neběží. Pro diagnostiku je povolena prodleva v délce 2 sekund.
18.6.1.3. Aniž jsou dotčena ustanovení bodu 18.6.1.2, může automatický ventil během fází nařízeného vypnutí zůstat otevřen.
18.6.1.4. Je-li při fázích nařízeného vypnutí automatický ventil uzavřen, musí být v souladu s bodem 2.2.4 přílohy 4A.
18.6.2. Přepadový ventil
Přepadový ventil může být namontován uvnitř nádrže na LNG nebo přímo na ní (v chráněné poloze).
18.6.3. Přetlakový ventil (primární)
Vývod primárního přetlakového ventilu musí být připojen k systému s odvodovou trubicí s otevřeným výstupem, aby mohl být odvětrávaný plyn ve velké míře odváděn. Je třeba dbát na to, aby se předešlo jakémukoli zablokování nebo zamrznutí odvodové trubice. Primární přetlakový ventil LNG nesmí ústit do plynotěsné skříně (je-li na vozidle).
18.6.4. Přetlakový ventil (sekundární)
Sekundární přetlakový ventil může plyn uvolňovat bezprostředně ze své výpusti. Je třeba pamatovat i na ochranu před vniknutím vody a vodou způsobená poškození. Sekundární přetlakový ventil nesmí být připojen k téže odvodové trubici jako primární přetlakový ventil. Sekundární přetlakový ventil LNG nesmí ústit do plynotěsné skříně (je-li na vozidle).
18.6.5. Ruční uzavírací ventil palivový
Ruční uzavírací ventil palivový musí být namontován přímo na nádrži na LNG (v chráněné poloze). Měl by být snadno přístupný. Ruční uzavírací ventil palivový může být zabudován do automatického ventilu.
18.6.6. Ruční uzavírací ventil parní
Ruční uzavírací ventil parní musí být namontován přímo na nádrži na LNG (v chráněné poloze). Měl by být snadno přístupný.
18.6.7. Větrací potrubí nebo konektor
Větrací potrubí nebo konektor lze namontovat uvnitř nádrže na LNG nebo na ní (v chráněné poloze). Mělo by být snadno přístupné. Větrací konektor musí být vhodný k danému účelu při teplotách stanovených v příloze 5O a za pracovního tlaku LNG nádrže.
18.6.8. Řízení větracího systému
Vývod primárního přetlakového ventilu musí být sveden do větracího prostoru, který směřuje vzhůru. Výstup primárního i sekundárního přetlakového ventilu musí být chráněn před znečištěním špínou, smetím, sněhem, ledem a/nebo vodou. Větrací prostor musí mít takový rozměr, aby při poklesu tlaku nedocházelo k omezení průtoku. Plyn odcházející z větracího prostoru nebo ze sekundárního přetlakového ventilu nesmí zasahovat do uzavřených oblastí, ostatních vozidel, zevně namontovaných systémů s přívodem vzduchu (tj. klimatizačních systémů), sání motoru nebo výfuku motoru. U dvojitých nádrží může být výstupní potrubí primárního přetlakového ventilu každé nádrže svedeno do společného větracího prostoru.
18.7. Pevná a ohebná palivová vedení
18.7.1. Pevná palivová vedení CNG musí být vyrobena z bezešvého materiálu: buď z nerezavějící oceli, nebo z oceli s povrchovou úpravou odolnou proti korozi.
18.7.1.1. Pevná palivová vedení LNG musí být vyrobena z austenitické korozivzdorné oceli nebo z mědi, buď bezešvé, nebo svařované.
18.7.2. Pevné palivové vedení CNG lze nahradit ohebným palivovým vedením, je-li použito ve třídě 0, 1 nebo 2.
18.7.2.1. Pevné palivové vedení LNG lze nahradit ohebným palivovým vedením, je-li použito ve třídě 5.
18.7.3. Ohebné palivové vedení CNG a LNG musí splňovat příslušné požadavky přílohy 4B tohoto předpisu.
18.7.4. Pevná palivová vedení musí být upevněna tak, aby nebyla vystavena otřesům nebo pnutí.
18.7.5. Ohebná palivová vedení CNG a/nebo LNG musí být upevněna tak, aby nebyla vystavena otřesům nebo pnutí.
18.7.6. V bodě upevnění musí být ohebná i pevná palivová vedení upevněna tak, aby nedocházelo ke kontaktu kovu s kovem.
18.7.7. Pevná a ohebná palivová plynová vedení nesmí být umístěna v místech pro přiložení zvedáku.
18.7.8. V průchodech musí být palivová vedení opatřena ochranným materiálem.
18.7.9. Palivové vedení LNG musí být izolováno nebo chráněno v těch místech, kde mohou nízké teploty poškodit jiné součásti a/nebo způsobit újmu lidem.
18.8. Fitinky nebo plynové spoje mezi součástmi
18.8.1. Pájené spoje a lisované spoje na principu „zaříznutí“ nejsou u CNG přípustné. Lisované spoje na principu „zaříznutí“ nejsou u LNG přípustné.
18.8.2. Potrubí z nerezavějící oceli se smí spojovat pouze fitinky z nerezavějící oceli.
18.8.3. Rozvodné bloky pro CNG musí být vyrobeny z materiálu odolného proti korozi.
18.8.4. Pevná palivová vedení musí být spojena vhodnými spoji, např. dvoudílnými lisovanými spoji v ocelových rourách a spoji s těsnicími kužely na obou stranách.
18.8.5. Počet spojů musí být omezen na minimum.
18.8.6. Veškeré spoje musí být provedeny v místech, kde je možný přístup za účelem kontroly.
18.8.7. V prostoru pro cestující nebo v uzavřeném zavazadlovém prostoru nesmí být palivové vedení delší, než je nezbytně nutné, a vždy musí být chráněno plynotěsnou skříní.
18.8.7.1. Ustanovení bodu 18.8.7 se nepoužije na vozidla kategorií M2 nebo M3, u kterých jsou palivová vedení a spoje vybaveny pouzdrem, které je odolné proti CNG a je volně spojeno s ovzduším.
18.9. Automatický ventil
18.9.1. U systémů CNG může být na palivovém vedení namontován přídavný automatický ventil, a to co nejblíže k regulátoru tlaku.
18.9.2. V systému LNG musí být automatický ventil namontován co možná nejblíže za odpařovačem.
18.10. Plnicí jednotka nebo hrdlo
18.10.1. Plnicí jednotka musí být zajištěna proti otáčení a chráněna proti nečistotám a vodě.
18.10.2. Je-li nádrž na CNG/LNG namontována v prostoru pro cestující nebo v uzavřeném (zavazadlovém) prostoru, musí být plnicí jednotka umístěna vně vozidla nebo v motorovém prostoru.
18.10.3. U vozidel tříd M1 a N1 musí plnicí jednotka CNG (hrdlo) odpovídat specifikacím podrobně znázorněným na obrázku 1 v příloze 4F.
18.10.4. U vozidel kategorií M2, M3, N2 a N3 musí plnicí jednotka CNG (hrdlo) odpovídat specifikacím podrobně znázorněným na obrázku 1 nebo 2 přílohy 4F anebo specifikacím podrobně znázorněným na obrázku 1 přílohy 4F pouze pro CNG.
18.11. Systém výběru paliva a elektrická instalace
18.11.1. Elektrické součásti systému CNG/LNG musí být chráněny proti přetížení.
18.11.2. Vozidla s více než jedním palivovým systémem musí mít systém volby paliva, který i při závadě sytému volby paliva zabrání jak proudění plynného paliva do nádrže na benzin nebo naftu, tak proudění benzinu nebo nafty do nádrže na plynné palivo.
18.11.3. Opatření je třeba prokázat při schválení typu.
18.11.4. Elektrické spoje a součásti v plynotěsné skříni musí být konstruovány tak, aby nevznikaly žádné jiskry.
18.12. Systém LNG musí být konstruován tak, aby nedocházelo k zachycování LNG.
18.13. Systém LNG ve vozidlech kategorie M musí být opatřen detektorem zemního plynu a/nebo plynotěsnou skříní. Systém LNG ve vozidlech kategorie N může být opatřen detektorem zemního plynu, pokud je palivová nádrž se souvisejícím potrubím na vozidle namontována zevně a nemůže docházet k zachycování plynu (jako v bodě 18.12). Je-li palivová nádrž umístěna uvnitř nákladního prostoru vozidla kategorie N, detektor zemního plynu a/nebo plynotěsná skříň jsou povinné.
19. SHODNOST VÝROBY
19.1. Shodnost výrobních postupů musí být v souladu s postupy uvedenými v dodatku 2 dohody (dokument E/ECE/324-E/ECE/TRANS/505/Rev.2).
20. POSTIHY ZA NESHODNOST VÝROBY
20.1. Schválení udělené určitému typu vozidla podle tohoto předpisu může být odebráno, nejsou-li splněny požadavky uvedené v bodě 18.
20.2. Pokud některá smluvní strana dohody, která uplatňuje tento předpis, odejme schválení, které předtím vydala, je povinna o této skutečnosti neprodleně informovat ostatní smluvní strany dohody, které uplatňují tento předpis, a to s použitím formuláře, který musí odpovídat vzoru uvedenému v příloze 2D tohoto předpisu.
21. ZMĚNA A ROZŠÍŘENÍ SCHVÁLENÍ TYPU VOZIDLA
21.1. Každá změna zástavby zvláštních součástí pro použití stlačeného zemního plynu a/nebo zkapalněného zemního plynu v pohonném systému vozidla musí být oznámena schvalovacímu orgánu, který typ vozidla schválil. Tento orgán pak může buď:
|
21.1.1. |
usoudit, že je nepravděpodobné, že by provedené změny měly znatelný negativní účinek, a že vozidlo je v každém případě nadále v souladu s požadavky, nebo |
|
21.1.2. |
požadovat od technické zkušebny odpovědné za provádění zkoušek nový zkušební protokol. |
21.2. Potvrzení nebo odmítnutí schválení s uvedením úpravy se sdělí stranám dohody, které uplatňují tento předpis, a to na formuláři, který musí odpovídat vzoru uvedenému v příloze 2D tohoto předpisu.
21.3. Schvalovací orgán, který vydává rozšíření schválení, přidělí tomuto rozšíření pořadové číslo a informuje o něm ostatní smluvní strany dohody z roku 1958, které uplatňují tento předpis, a to prostřednictvím formuláře sdělení podle vzoru v příloze 2D tohoto předpisu.
22. DEFINITIVNÍ UKONČENÍ VÝROBY
Pokud držitel schválení zcela ukončí výrobu typu vozidla schváleného podle tohoto předpisu, musí o tom informovat orgán, který schválení udělil. Po obdržení příslušného sdělení uvedený orgán informuje ostatní smluvní strany dohody, které uplatňují tento předpis, a to sdělením na formuláři, který musí odpovídat vzoru uvedenému v příloze 2D tohoto předpisu.
23. NÁZVY A ADRESY TECHNICKÝCH ZKUŠEBEN ODPOVĚDNÝCH ZA PROVÁDĚNÍ SCHVALOVACÍCH ZKOUŠEK A NÁZVY A ADRESY SCHVALOVACÍCH ORGÁNŮ
Smluvní strany dohody z roku 1958, které uplatňují tento předpis, sdělí sekretariátu Organizace spojených národů názvy a adresy technických zkušeben odpovědných za zkoušky schválení typu a schvalovacích orgánů, které udělují schválení typu a kterým je třeba zasílat formuláře potvrzující udělení či rozšíření nebo zamítnutí či odnětí schválení vydané v jiných zemích.
24. PŘECHODNÁ USTANOVENÍ
24.1. Od data vstupu série změn 01 tohoto předpisu v platnost nesmí žádná smluvní strana, která uplatňuje tento předpis, odmítnout udělení nebo přijetí schválení typu podle tohoto předpisu ve znění série změn 01.
24.2. Po uplynutí 12 měsíců od data vstupu série změn 01 tohoto předpisu v platnost musí smluvní strany, které uplatňují tento předpis, vydávat schválení pouze v případě, že typ schvalovaných součástí splňuje požadavky části I tohoto předpisu ve znění jeho série změn 01.
24.3. Schválení typu konstrukčních částí jiných než palivových lišt, podle definice v bodě 4.72, vydaná podle původního znění tohoto předpisu, zůstávají v platnosti a musí být přijímána pro účely jejich montáže do vozidel.
24.4. Po uplynutí 18 měsíců od data vstupu série změn 01 tohoto předpisu v platnost musí smluvní strany, které tento předpis uplatňují, vydávat schválení pouze v případě, že typ schvalovaného vozidla splňuje požadavky části II tohoto předpisu ve znění jeho série změn 01.
24.5. Až po dobu 12 měsíců od data vstupu série změn 01 tohoto předpisu v platnost, mohou smluvní strany, které tento předpis uplatňují, pokračovat v udělování schválení typu pro typ konstrukční části podle původního znění tohoto předpisu, aniž by zohledňovaly ustanovení série změn 01.
24.6. Až po dobu 18 měsíců od data vstupu série změn 01 tohoto předpisu v platnost, mohou smluvní strany, které tento předpis uplatňují, pokračovat v udělování schválení typu pro typ vozidla podle původního znění tohoto předpisu, aniž by zohledňovaly ustanovení série změn 01.
24.7. Bez ohledu na ustanovení bodů 24.5 a 24.6 nesmí smluvní strany, které uplatňují tento předpis, odmítnout udělit rozšíření schválení typu pro stávající typy konstrukčních částí nebo typů vozidel, které byly vydány podle tohoto předpisu bez zohlednění ustanovení tohoto předpisu ve znění série změn 01.
(1) Podle definice úplného usnesení o konstrukci vozidel (R.E.3), (dokument ECE/TRANS/WP.29/78/Rev.3, bod 2. –www.unece.org/trans/main/wp29/wp29wgs/wp29gen/wp29resolutions.html.
(2) American Society for Testing and Materials (Americká společnost pro zkoušení a materiály).
(3) British Standards Institution (Britský úřad pro normalizaci).
(4) Evropská norma.
(5) Mezinárodní organizace pro normalizaci.
(6) National Association of Corrosion Engineers (Národní asociace antikorozních inženýrů).
(7) Evropská hospodářská komise OSN; předpisy.
(8) Federální předpisy Spojených států amerických.
(9) Society of Automotive Engineers (Společnost automobilových inženýrů).
(10) [n] znamená velikost vzorku; určí ji schvalovací orgán.
(11) Rozlišovací čísla smluvních stran dohody z r. 1958 jsou uvedena v příloze 3 úplného usnesení o konstrukci vozidel (R.E.3), dokument ECE/TRANS/WP.29/78/Rev.3, příloha 3 – www.unece.org/trans/main/wp29/wp29wgs/wp29gen/wp29resolutions.html.
(12) Rozlišovací čísla smluvních stran dohody z r. 1958 jsou uvedena v příloze 3 úplného usnesení o konstrukci vozidel (R.E.3), dokument ECE/TRANS/WP.29/78/Rev.3, příloha 3 – www.unece.org/trans/main/wp29/wp29wgs/wp29gen/wp29resolutions.html.
PŘÍLOHA 1A
ZÁKLADNÍ CHARAKTERISTIKY SOUČÁSTÍ PRO CNG/LNG
1. (nepřiděleno)
1.2.4.5.1. Popis systému:
1.2.4.5.2. Regulátor/regulátory tlaku CNG: ano/ne (1)
1.2.4.5.2.1. Značka (značky): …
1.2.4.5.2.2 Typ(y): …
1.2.4.5.2.5. Výkresy: …
1.2.4.5.2.6. Počet hlavních seřizovacích bodů: …
1.2.4.5.2.7. Popis způsobu seřizování pomocí hlavních seřizovacích bodů: …
1.2.4.5.2.8. Počet seřizovacích bodů chodu naprázdno: …
1.2.4.5.2.9. Popis způsobu seřizování pomocí seřizovacích bodů chodu naprázdno: …
1.2.4.5.2.10. Jiné možnosti seřizování: zda existují a jaké jsou (popis a výkresy):
1.2.4.5.2.11 Pracovní tlak(y) (2): … kPa
1.2.4.5.2.12 Materiál: …
1.2.4.5.2.13 Provozní teploty (2): … °C
1.2.4.5.3. Směšovač plyn/vzduch pro CNG: ano/ne (1)
1.2.4.5.3.1. Počet: …
1.2.4.5.3.2. Značka (značky): …
1.2.4.5.3.3. Typ(y): …
1.2.4.5.3.4. Výkresy: …
1.2.4.5.3.5. Možnosti seřizování: …
1.2.4.5.3.6. Pracovní tlak(y) (2): … kPa
1.2.4.5.3.7. Materiál: …
1.2.4.5.3.8. Provozní teploty (2): … °C
1.2.4.5.4. Nastavovač průtoku plynu pro CNG: ano/ne (1)
1.2.4.5.4.1. Počet: …
1.2.4.5.4.2. Značka (značky): …
1.2.4.5.4.3. Typ(y): …
1.2.4.5.4.4. Výkresy: …
1.2.4.5.4.5. Možnosti seřizování (popis): …
…
1.2.4.5.4.6. Pracovní tlak(y) (2): … kPa
1.2.4.5.4.7. Materiál: …
1.2.4.5.4.8. Provozní teploty (2): … °C
1.2.4.5.5. Vstřikovač(e) plynu pro CNG: ano/ne (1)
1.2.4.5.5.1. Značka (značky): …
1.2.4.5.5.2. Typ(y): …
1.2.4.5.5.3. Identifikace: …
1.2.4.5.5.4. Pracovní tlak(y) (2): … kPa
1.2.4.5.5.5. Montážní výkresy: …
1.2.4.5.5.6. Materiál: …
1.2.4.5.5.7. Provozní teploty (2): … °C
1.2.4.5.6. Elektronická řídicí jednotka (pro CNG a/nebo LNG): ano/ne (1)
1.2.4.5.6.1. Značka (značky): …
1.2.4.5.6.2. Typ(y): …
1.2.4.5.6.3. Možnosti seřizování: …
1.2.4.5.6.4. Základní principy softwaru: …
1.2.4.5.6.5. Provozní teploty (2): … °C
1.2.4.5.7. Zásobník(y) nebo tlaková láhev (láhve) na CNG: ano/ne (1)
Nádrž(e) nebo nádoba(y) na LNG: ano/ne (1)
1.2.4.5.7.1. Značka (značky): …
1.2.4.5.7.2. Typ(y) (přiložte výkresy): …
1.2.4.5.7.3. Kapacita: … litrů
1.2.4.5.7.4. Montážní výkresy pro zásobník/nádrž: …
1.2.4.5.7.5. Rozměry: …
1.2.4.5.7.6. Materiál: …
1.2.4.5.8. Příslušenství zásobníku na CNG/nádrže na LNG
1.2.4.5.8.1. Ukazatel tlaku: ano/ne (1)
1.2.4.5.8.1.1 Značka (značky): …
1.2.4.5.8.1.2 Typ(y): …
1.2.4.5.8.1.3. Pracovní princip: plovák/jiný (1) (přiložte popis nebo výkresy)
1.2.4.5.8.1.4 Pracovní tlak(y) (2): … MPa
1.2.4.5.8.1.5 Materiál: …
1.2.4.5.3.1.6 Provozní teploty (2): … °C
1.2.4.5.8.2. Přetlakový ventil (odpouštěcí ventil): ano/ne (1)
1.2.4.5.8.2.1 Značka (značky): …
1.2.4.5.8.2.2 Typ(y): …
1.2.4.5.8.2.3 Pracovní tlak(y) (2): … MPa
1.2.4.5.8.2.4 Materiál: …
1.2.4.5.8.2.5 Provozní teploty (2): … °C
1.2.4.5.8.3. Automatický ventil tlakové láhve
1.2.4.5.8.3.1 Značka (značky): …
1.2.4.5.8.3.2 Typ(y): …
1.2.4.5.8.3.3 Pracovní tlak(y) (2): … MPa
1.2.4.5.8.3.4 Materiál: …
1.2.4.5.8.3.5 Provozní teploty (2): … °C
1.2.4.5.8.4. Přepadový ventil: ano/ne (1)
1.2.4.5.8.4.1 Značka (značky): …
1.2.4.5.8.4.2 Typ(y): …
1.2.4.5.8.4.3 Pracovní tlak(y) (2): … MPa
1.2.4.5.8.4.4 Materiál: …
1.2.4.5.8.4.5 Provozní teploty (2): … °C
1.2.4.5.8.5. Plynotěsná skříň: ano/ne (1)
1.2.4.5.8.5.1 Značka (značky): …
1.2.4.5.8.5.2 Typ(y): …
1.2.4.5.8.5.3 Pracovní tlak(y) (2): … MPa
1.2.4.5.8.5.4 Materiál: …
1.2.4.5.8.5.5 Provozní teploty (2): … °C
1.2.4.5.8.6. Ruční ventil: ano/ne (1)
1.2.4.5.8.6.1 Značka (značky): …
1.2.4.5.8.6.2 Typ(y): …
1.2.4.5.8.6.3 Výkresy: …
1.2.4.5.8.6.4 Pracovní tlak(y) (2): … MPa
1.2.4.5.8.6.5 Materiál: …
1.2.4.5.8.6.6 Provozní teploty (2): … °C
1.2.4.5.9. Přetlakové zařízení (spouštěné teplotou): ano/ne (1)
1.2.4.5.9.1. Značka (značky): …
1.2.4.5.9.2. Typ(y): …
1.2.4.5.9.3. Popis a výkresy: …
1.2.4.5.9.4. Teplota aktivace (2): … °C
1.2.4.5.9.5. Materiál: …
1.2.4.5.9.6. Provozní teploty (2): … °C
1.2.4.5.10. Plnicí jednotka nebo hrdlo: ano/ne (1)
1.2.4.5.10.1 Značka (značky): …
1.2.4.5.10.2 Typ(y): …
1.2.4.5.10.3 Pracovní tlak(y) (2): … MPa
1.2.4.5.10.4 Popis a výkresy: …
1.2.4.5.10.5 Materiál: …
1.2.4.5.10.6 Provozní teploty (2): … °C
1.2.4.5.11. Ohebná palivová vedení: ano/ne (1)
1.2.4.5.11.1 Značka (značky): …
1.2.4.5.11.2 Typ(y): …
1.2.4.5.11.3 Popis: …
1.2.4.5.11.4 Pracovní tlak(y) (2): … kPa
1.2.4.5.11.5 Materiál: …
1.2.4.5.11.6 Provozní teploty (2): … °C
1.2.4.5.12. Snímač(e) tlaku a teploty: ano/ne (1)
1.2.4.5.12.1 Značka (značky): …
1.2.4.5.12.2 Typ(y): …
1.2.4.5.12.3 Popis: …
1.2.4.5.12.4 Pracovní tlak(y) (2): … kPa
1.2.4.5.12.5 Materiál: …
1.2.4.5.12.6 Provozní teploty (2): … °C
1.2.4.5.13. Filtr(y) CNG: ano/ne (1)
1.2.4.5.13.1 Značka (značky): …
1.2.4.5.13.2 Typ(y): …
1.2.4.5.13.3 Popis: …
1.2.4.5.13.4 Pracovní tlak(y) (2): … kPa
1.2.4.5.13.5 Materiál: …
1.2.4.5.13.6 Provozní teploty (2): … °C
1.2.4.5.14. Zpětný nebo jednosměrný ventil (ventily): ano/ne (1)
1.2.4.5.14.1 Značka (značky): …
1.2.4.5.14.2 Typ(y): …
1.2.4.5.14.3 Popis: …
1.2.4.5.14.4 Pracovní tlak(y) (2): … kPa
1.2.4.5.14.5 Materiál: …
1.2.4.5.14.6 Provozní teploty (2): … °C
1.2.4.5.15. Přípojka systému topení k systému CNG/LNG: ano/ne (1)
1.2.4.5.15.1 Značka (značky): …
1.2.4.5.15.2 Typ(y): …
1.2.4.5.15.3 Popis a montážní výkresy: …
1.2.4.5.16. Přetlakové zařízení (spouštěné tlakem): ano/ne (1)
1.2.4.5.16.1 Značka (značky): …
1.2.4.5.16.2 Typ(y): …
1.2.4.5.16.3 Popis a výkresy: …
1.2.4.5.16.4 Aktivační tlak (2): … MPa
1.2.4.5.16.5 Materiál: …
1.2.4.5.16.6 Provozní teploty (2): … °C
1.2.4.5.17. Palivová lišta: ano/ne (1)
1.2.4.5.17.1 Značka (značky): …
1.2.4.5.17.2 Typ(y): …
1.2.4.5.17.3 Popis: …
1.2.4.5.17.4 Pracovní tlak (2): … kPa
1.2.4.5.17.5 Materiál: …
1.2.4.5.17.6 Provozní teploty (2): … °C
1.2.4.5.18. Tepelný výměník/odpařovač: ano/ne (1) …
1.2.4.5.18.1 Značka (značky): …
1.2.4.5.18.2 Výkresy: …
1.2.4.5.18.3 Pracovní tlak(y) (2): … MPa
1.2.4.5.18.4 Materiál: …
1.2.4.5.18.5 Provozní teploty (2): … °C
1.2.4.5.19. Detektor zemního plynu: ano/ne (1)
1.2.4.5.19.1 Značka (značky): …
1.2.4.5.19.2 Typ(y): …
1.2.4.5.19.3 Výkresy: …
1.2.4.5.19.4 Pracovní tlak(y) (2): … MPa
1.2.4.5.19.5 Materiál: …
1.2.4.5.19.6 Provozní teploty (2): … °C
1.2.4.5.19.7 Nastavené hodnoty …
1.2.4.5.20. Plnicí hrdlo (hrdla) LNG: ano/ne (1)
1.2.4.5.20.1 Značka (značky): …
1.2.4.5.20.2 Typ(y): …
1.2.4.5.20.3 Popis: …
1.2.4.5.20.4 Pracovní tlak(y) (2): … kPa
1.2.4.5.20.5 Materiál: …
1.2.4.5.21. Regulátor(y) tlaku LNG: ano/ne (1)
1.2.4.5.21.1 Značka (značky): …
1.2.4.5.21.2 Typ(y): …
1.2.4.5.21.3 Popis: …
1.2.4.5.21.4 Pracovní tlak(y) (2): … kPa
1.2.4.5.21.5 Materiál: …
1.2.4.5.22. Snímač(e) tlaku a teploty LNG: ano/ne (1)
1.2.4.5.22.1 Značka (značky): …
1.2.4.5.22.2 Typ(y): …
1.2.4.5.22.3 Popis: …
1.2.4.5.22.4 Pracovní tlak(y) (2): … kPa
1.2.4.5.22.5 Materiál: …
1.2.4.5.23. Ruční ventil(y) LNG: ano/ne (1)
1.2.4.5.23.1 Značka (značky): …
1.2.4.5.23.2 Typ(y): …
1.2.4.5.23.3 Popis: …
1.2.4.5.23.4 Pracovní tlak(y) (2): … kPa
1.2.4.5.23.5 Materiál: …
1.2.4.5.24. Automatický ventil(y) pro LNG: ano/ne (1)
1.2.4.5.24.1 Značka (značky): …
1.2.4.5.24.2 Typ(y): …
1.2.4.5.24.3 Popis: …
1.2.4.5.24.4 Pracovní tlak(y) (2): … kPa
1.2.4.5.24.5 Materiál: …
1.2.4.5.25. Jednosměrný ventil(y) pro LNG: ano/ne (1)
1.2.4.5.25.1 Značka (značky): …
1.2.4.5.25.2 Typ(y): …
1.2.4.5.25.3 Popis: …
1.2.4.5.25.4 Pracovní tlak(y) (2): … kPa
1.2.4.5.25.5 Materiál: …
1.2.4.5.26. Přetlakový(é) ventil(y) pro LNG: ano/ne (1)
1.2.4.5.26.1 Značka (značky): …
1.2.4.5.26.2 Typ(y): …
1.2.4.5.26.3 Popis: …
1.2.4.5.26.4 Pracovní tlak(y) (2): … kPa
1.2.4.5.26.5 Materiál: …
1.2.4.5.27. Přepadový(é) ventil(y) pro LNG: ano/ne (1)
1.2.4.5.27.1 Značka (značky): …
1.2.4.5.27.2 Typ(y): …
1.2.4.5.27.3 Popis: …
1.2.4.5.27.4 Pracovní tlak(y) (2): … kPa
1.2.4.5.27.5 Materiál: …
1.2.4.5.28. Palivové(á) čerpadlo(a) LNG: ano/ne (1)
1.2.4.5.28.1 Značka (značky): …
1.2.4.5.28.2 Typ(y): …
1.2.4.5.28.3 Popis: …
1.2.4.5.28.4 Pracovní tlak(y) (2): … kPa
1.2.4.5.28.5 Umístění uvnitř/vně nádrže na LNG (1): …
1.2.4.5.28.6 Provozní teploty (2): … °C
1.2.5. Systém chlazení: (kapalina/vzduch) (1)
1.2.5.1. Popis systému/výkresy s ohledem na systém CNG/LNG: …
(1) Nehodící se škrtněte.
(2) Uveďte povolenou odchylku.
PŘÍLOHA 1B
ZÁKLADNÍ CHARAKTERISTIKY VOZIDLA, MOTORU A SYSTÉMU SOUVISEJÍCÍHO S CNG/LNG
0. Popis vozidla (vozidel)
0.1. Značka: …
0.2. Typ(y): …
0.3. Jméno a adresa výrobce: …
0.4. Typ(y) motoru a číslo (čísla) schválení: …
1. Popis motoru (motorů)
1.1. Výrobce: …
1.1.1. Kód(y) výrobce motoru (jak jsou vyznačeny na motoru, nebo jiný způsob značení): …
1.2. Spalovací motor
1.2.3. (nepřiděleno)
1.2.4.5.1. (nepřiděleno)
1.2.4.5.2. Regulátor(y) tlaku:
1.2.4.5.2.1. Značka (značky): …
1.2.4.5.2.2. Typ(y): …
1.2.4.5.2.3. Pracovní tlak(y) (1): … kPa
1.2.4.5.2.4. Materiál: …
1.2.4.5.2.5. Provozní teploty (1): … °C
1.2.4.5.3. Směšovač plyn/vzduch: ano/ne (2)
1.2.4.5.3.1. Počet: …
1.2.4.5.3.2. Značka (značky): …
1.2.4.5.3.3. Typ(y): …
1.2.4.5.3.4. Pracovní tlak(y) (1): … kPa
1.2.4.5.3.5. Materiál: …
1.2.4.5.3.6. Provozní teploty (1): … °C
1.2.4.5.4. Nastavovač průtoku plynu: ano/ne (2)
1.2.4.5.4.1. Počet: …
1.2.4.5.4.2. Značka (značky): …
1.2.4.5.4.3. Typ(y): …
1.2.4.5.4.4. Pracovní tlak(y) (1): … kPa
1.2.4.5.4.5. Materiál: …
1.2.4.5.4.6. Provozní teploty (1): … °C
1.2.4.5.5. Vstřikovač(e) plynu: ano/ne (2)
1.2.4.5.5.1. Značka (značky): …
1.2.4.5.5.2. Typ(y): …
1.2.4.5.5.3. Pracovní tlak(y) (1): … kPa
1.2.4.5.5.4. Materiál: …
1.2.4.5.5.5. Provozní teploty (1) … °C
1.2.4.5.6. Elektronická řídicí jednotka: ano/ne (2)
1.2.4.5.6.1. Značka (značky): …
1.2.4.5.6.2. Typ(y): …
1.2.4.5.6.3. Základní principy softwaru: …
1.2.4.5.6.4. Provozní teploty (1): … °C
1.2.4.5.7. Zásobník(y) nebo tlaková láhev (láhve) na CNG: ano/ne (2)
Nádrž(e) nebo nádoba(y) na LNG: ano/ne (2)
1.2.4.5.7.1. Značka (značky): …
1.2.4.5.7.2. Typ(y): …
1.2.4.5.7.3. Kapacita: … litrů
1.2.4.5.7.4. Číslo schválení: …
1.2.4.5.7.5. Rozměry: …
1.2.4.5.7.6. Materiál: …
1.2.4.5.8. Příslušenství zásobníku na CNG/nádrže na LNG:
1.2.4.5.8.1. Ukazatel tlaku:
1.2.4.5.8.1.1 Značka (značky): …
1.2.4.5.8.1.2 Typ(y): …
1.2.4.5.8.1.3 Pracovní tlak(y) (1): … MPa
1.2.4.5.8.1.4 Materiál: …
1.2.4.5.8.1.5 Provozní teploty (1): … °C
1.2.4.5.8.2. Přetlakový ventil (odpouštěcí ventil): ano/ne (2)
1.2.4.5.8.2.1 Značka (značky): …
1.2.4.5.8.2.2 Typ(y): …
1.2.4.5.8.2.3 Pracovní tlak (1): … MPa
1.2.4.5.8.2.4 Materiál: …
1.2.4.5.8.2.5 Provozní teploty (1): … °C
1.2.4.5.8.3. Automatický ventil (ventily):
1.2.4.5.8.3.1 Značka (značky): …
1.2.4.5.8.3.2 Typ(y): …
1.2.4.5.8.3.3 Pracovní tlak(y) (1): … MPa
1.2.4.5.8.3.4 Materiál: …
1.2.4.5.8.3.5 Provozní teploty (1): … °C
1.2.4.5.8.4. Přepadový ventil: ano/ne (2)
1.2.4.5.8.4.1 Značka (značky): …
1.2.4.5.8.4.2 Typ(y): …
1.2.4.5.8.4.3 Pracovní tlak(y) (1): … MPa
1.2.4.5.8.4.4 Materiál: …
1.2.4.5.8.4.5 Provozní teploty (1): … °C
1.2.4.5.8.5. Plynotěsná skříň: ano/ne (2)
1.2.4.5.8.5.1 Značka (značky): …
1.2.4.5.8.5.2 Typ(y): …
1.2.4.5.8.5.3 Pracovní tlak(y) (1): … MPa
1.2.4.5.8.5.4 Materiál: …
1.2.4.5.8.5.5 Provozní teploty (1): … °C
1.2.4.5.8.6. Ruční ventil:
1.2.4.5.8.6.1 Značka (značky): …
1.2.4.5.8.6.2 Typ(y): …
1.2.4.5.8.6.3 Pracovní tlak(y) (1): … MPa
1.2.4.5.8.6.4 Materiál: …
1.2.4.5.8.6.5 Provozní teploty (1): … °C
1.2.4.5.9. Přetlakové zařízení (spouštěné teplotou): ano/ne (2)
1.2.4.5.9.1. Značka (značky): …
1.2.4.5.9.2. Typ(y): …
1.2.4.5.9.3. Teplota aktivace (1): … °C
1.2.4.5.9.4. Materiál: …
1.2.4.5.9.5 Provozní teploty (1): … °C
1.2.4.5.10. Plnicí jednotka nebo hrdlo: ano/ne (2)
1.2.4.5.10.1 Značka (značky): …
1.2.4.5.10.2 Typ(y): …
1.2.4.5.10.3 Pracovní tlak(y) (1): … MPa
1.2.4.5.10.4 Materiál: …
1.2.4.5.10.5 Provozní teploty (1): … °C
1.2.4.5.11. Ohebná palivová vedení: ano/ne (2)
1.2.4.5.11.1 Značka (značky): …
1.2.4.5.11.2 Typ(y): …
1.2.4.5.11.3 Pracovní tlak(y) (1): … kPa
1.2.4.5.11.4 Materiál: …
1.2.4.5.11.5 Provozní teploty (1): … °C
1.2.4.5.12. Snímač(e) tlaku a teploty: ano/ne (2)
1.2.4.5.12.1 Značka (značky): …
1.2.4.5.12.2 Typ(y): …
1.2.4.5.12.3 Pracovní tlak(y) (1): … kPa
1.2.4.5.12.4 Materiál: …
1.2.4.5.12.5 Provozní teploty (1): … °C
1.2.4.5.13. Filtr CNG: ano/ne (2)
1.2.4.5.13.1 Značka (značky): …
1.2.4.5.13.2 Typ(y): …
1.2.4.5.13.3 Pracovní tlak(y) (1): … kPa
1.2.4.5.13.4 Materiál: …
1.2.4.5.13.5 Provozní teploty (1): … °C
1.2.4.5.14. Zpětný nebo jednosměrný ventil (ventily): ano/ne (2)
1.2.4.5.14.1 Značka (značky): …
1.2.4.5.14.2 Typ(y): …
1.2.4.5.14.3 Pracovní tlak(y) (1): … kPa
1.2.4.5.14.4 Materiál: …
1.2.4.5.14.5 Provozní teploty (1): … °C
1.2.4.5.15. Přípojka systému topení k systému CNG/LNG: ano/ne (2)
1.2.4.5.15.1 Značka (značky): …
1.2.4.5.15.2 Typ(y): …
1.2.4.5.15.3 Popis a montážní výkresy: …
1.2.4.5.16. Přetlakové zařízení (spouštěné tlakem): ano/ne (2)
1.2.4.5.16.1 Značka (značky): …
1.2.4.5.16.2 Typ(y): …
1.2.4.5.16.3 Aktivační tlak (1): … MPa
1.2.4.5.16.4 Materiál: …
1.2.4.5.16.5 Provozní teploty (1): … °C
1.2.4.5.17. Palivová lišta: ano/ne (2)
1.2.4.5.17.1 Značka (značky): …
1.2.4.5.17.2 Typ(y): …
1.2.4.5.17.3 Pracovní tlak (1): … kPa
1.2.4.5.17.4 Materiál: …
1.2.4.5.17.5 Provozní teploty (1): … °C
1.2.4.5.18. Tepelný výměník/odpařovač: ano/ne (2) …
1.2.4.5.18.1 Značka (značky): …
1.2.4.5.18.2 Typ(y): …
1.2.4.5.18.3 Výkresy: …
1.2.4.5.18.4 Pracovní tlak(y) (1): … MPa
1.2.4.5.18.5 Materiál: …
1.2.4.5.18.6 Provozní teploty (1): … °C
1.2.4.5.19. Detektor zemního plynu: ano/ne (2)
1.2.4.5.19.1 Značka (značky): …
1.2.4.5.19.2 Typ(y): …
1.2.4.5.19.3 Výkresy: …
1.2.4.5.19.4 Pracovní tlak(y) (1): … MPa
1.2.4.5.19.5 Materiál: …
1.2.4.5.19.6 Provozní teploty (1): … °C
1.2.4.5.19.7 Nastavené hodnoty …
1.2.4.5.20. Plnicí hrdlo (hrdla) LNG: ano/ne (2)
1.2.4.5.20.1 Značka (značky): …
1.2.4.5.20.2 Typ(y): …
1.2.4.5.20.3 Popis: …
1.2.4.5.20.4 Pracovní tlak(y) (1): … kPa
1.2.4.5.20.5 Materiál: …
1.2.4.5.21. Regulátor(y) tlaku LNG: ano/ne (2)
1.2.4.5.21.1 Značka (značky): …
1.2.4.5.21.2 Typ(y): …
1.2.4.5.21.3 Popis: …
1.2.4.5.21.4 Pracovní tlak(y) (1): … kPa
1.2.4.5.21.5 Materiál: …
1.2.4.5.22. Snímač(e) tlaku a teploty LNG: ano/ne (2)
1.2.4.5.22.1 Značka (značky): …
1.2.4.5.22.2 Typ(y): …
1.2.4.5.22.3 Popis: …
1.2.4.5.22.4 Pracovní tlak(y) (1): … kPa
1.2.4.5.22.5 Materiál: …
1.2.4.5.23. Ruční ventil(y) LNG: ano/ne (2)
1.2.4.5.23.1 Značka (značky): …
1.2.4.5.23.2 Typ(y): …
1.2.4.5.23.3 Popis: …
1.2.4.5.23.4 Pracovní tlak(y) (1): … kPa
1.2.4.5.23.5 Materiál: …
1.2.4.5.24. Automatický ventil(y) pro LNG: ano/ne (2)
1.2.4.5.24.1 Značka (značky): …
1.2.4.5.24.2 Typ(y): …
1.2.4.5.24.3 Popis: …
1.2.4.5.24.4 Pracovní tlak(y) (1): … kPa
1.2.4.5.24.5 Materiál: …
1.2.4.5.25. Jednosměrný ventil(y) pro LNG: ano/ne (2)
1.2.4.5.25.1 Značka (značky): …
1.2.4.5.25.2 Typ(y): …
1.2.4.5.25.3 Popis: …
1.2.4.5.25.4 Pracovní tlak(y) (1): … kPa
1.2.4.5.25.5 Materiál: …
1.2.4.5.26. Přetlakový(é) ventil(y) pro LNG: ano/ne (2)
1.2.4.5.26.1 Značka (značky): …
1.2.4.5.26.2 Typ(y): …
1.2.4.5.26.3 Popis:
1.2.4.5.26.4 Pracovní tlak(y) (1): … kPa
1.2.4.5.26.5 Materiál: …
1.2.4.5.27. Přepadový(é) ventil(y) pro LNG: ano/ne (2)
1.2.4.5.27.1 Značka (značky): …
1.2.4.5.27.2 Typ(y): …
1.2.4.5.27.3 Popis: …
1.2.4.5.27.4 Pracovní tlak(y) (1): … kPa
1.2.4.5.27.5 Materiál: …
1.2.4.5.28. Palivové(á) čerpadlo(a) LNG: ano/ne (2)
1.2.4.5.28.1 Značka (značky): …
1.2.4.5.28.2 Typ(y): …
1.2.4.5.28.3 Popis: …
1.2.4.5.28.4 Pracovní tlak(y) (1): … kPa
1.2.4.5.28.5 Umístění uvnitř/vně nádrže na LNG (2):
1.2.4.5.28.6 Provozní teploty (1) …
1.2.4.5.29. Další dokumentace: …
1.2.4.5.29.1 Popis systému CNG/systému LNG (2)
1.2.4.5.29.2. Situační plán fyzického rozmístění systému (elektrické spoje, vakuové přípojky, kompenzační hadice aj.): …
1.2.4.5.29.3 Výkres symbolu: …
1.2.4.5.29.4 Seřizovací údaje: …
1.2.4.5.29.5 Osvědčení vozidla pro benzin, bylo-li již vydáno: …
1.2.5. Systém chlazení: (kapalina/vzduch) (2)
(1) Uveďte povolenou odchylku.
(2) Nehodící se škrtněte.
PŘÍLOHA 2A
USPOŘÁDÁNÍ ZNAČKY SCHVÁLENÍ TYPU SOUČÁSTI PRO CNG/LNG
(Viz bod 7.2 tohoto předpisu)

Výše uvedená značka schválení typu umístěná na součást pro CNG a/nebo LNG ukazuje, že tato součást byla schválena v Itálii (E 3) podle předpisu č. 110 a že schválení typu má číslo 012439. První dvě číslice čísla schválení udávají, že schválení bylo uděleno v souladu s požadavky předpisu č. 110 ve znění série změn 01.
Písmeno „L“ označuje, že výrobek je vhodný pro použití s LNG.
Písmeno „M“ označuje, že výrobek je vhodný pro mírné teploty.
Písmeno „C“ označuje, že výrobek je vhodný pro nízké teploty.
PŘÍLOHA 2B
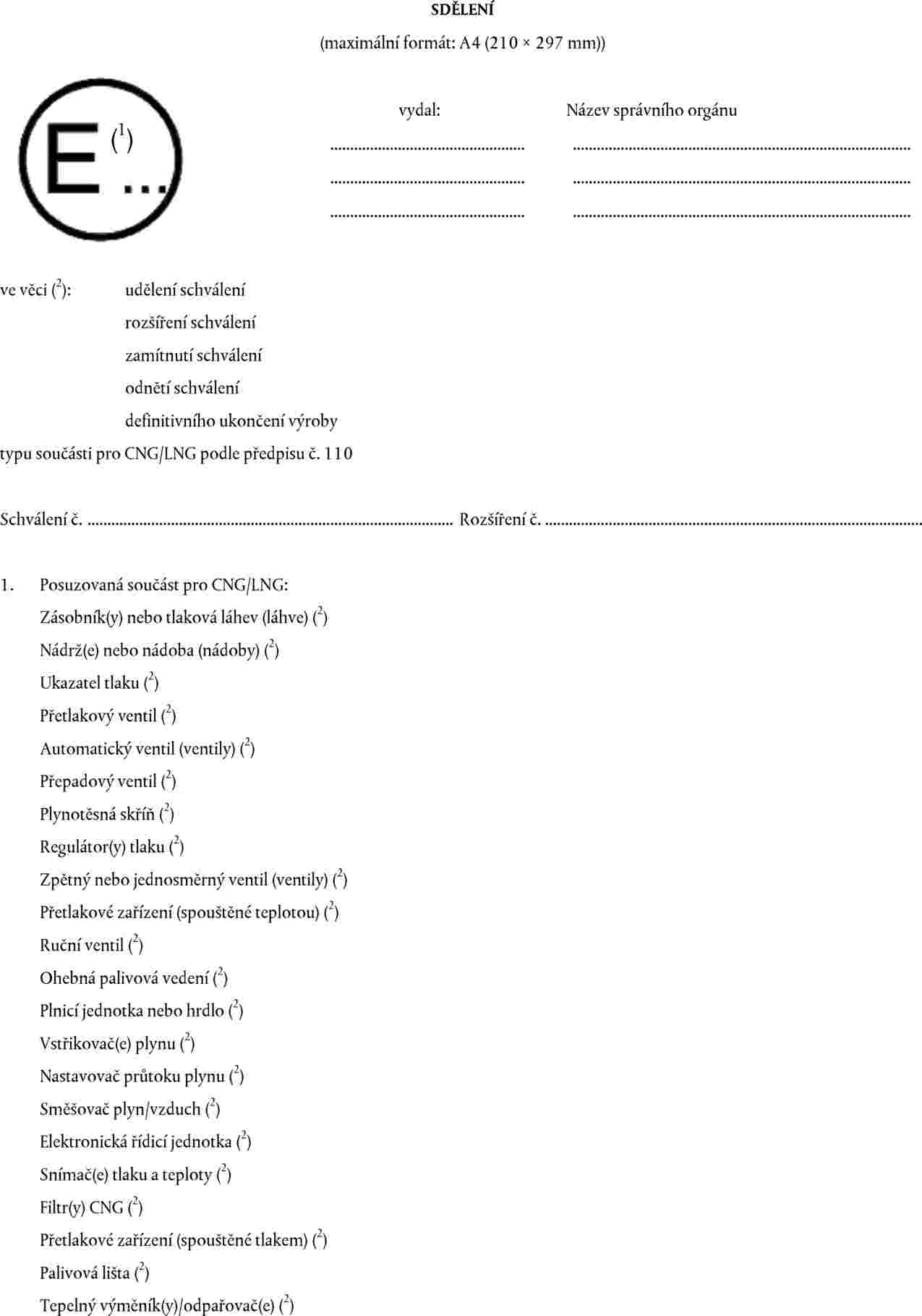
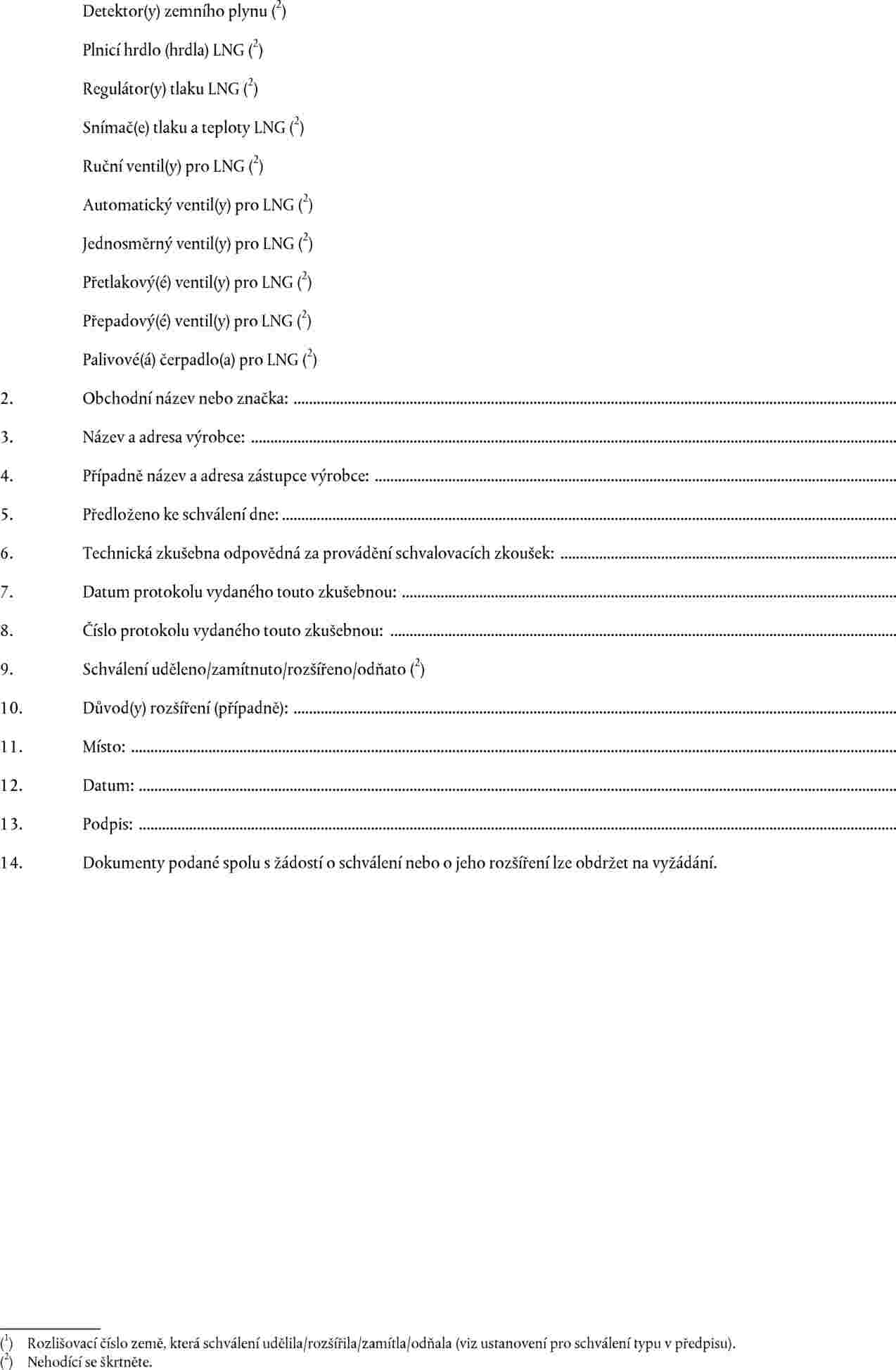
Dodatek
1. Doplňující informace pro schválení typu součásti pro CNG/LNG podle předpisu č. 110
1.1. Systém pro skladování zemního plynu
1.1.1. Zásobník/zásobníky nebo tlaková láhev/tlakové láhve (pro systém CNG)
1.1.1.1. Rozměry: …
1.1.1.2. Materiál: …
1.1.2. Nádrž (nádrže) nebo nádoba (nádoby) (pro systém LNG)
1.1.2.1. Kapacita: …
1.1.2.2. Materiál: …
1.2. Ukazatel tlaku
1.2.1. Pracovní tlak(y) (1): … MPa
1.2.2. Materiál: …
1.3. Přetlakový ventil (odpouštěcí ventil)
1.3.1. Pracovní tlak(y) (1): … MPa
1.3.2. Materiál: …
1.4. Automatický ventil (ventily)
1.4.1. Pracovní tlak(y) (1): … MPa
1.4.2. Materiál: …
1.5. Přepadový ventil
1.5.1. Pracovní tlak(y) (1): … MPa
1.5.2. Materiál: …
1.6. Plynotěsná skříň
1.6.1. Pracovní tlak(y): … MPa
1.6.2. Materiál: …
1.7. Regulátor(y) tlaku
1.7.1. Pracovní tlak(y) (1): … MPa
1.7.2. Materiál: …
1.8. Zpětný nebo jednosměrný ventil (ventily)
1.8.1. Pracovní tlak(y) (1): … MPa
1.8.2. Materiál: …
1.9. Přetlakové zařízení (spouštěné teplotou)
1.9.1. Pracovní tlak(y) (1): … MPa
1.9.2. Materiál: …
1.10. Ruční ventil
1.10.1. Pracovní tlak(y) (1): … MPa
1.10.2. Materiál: …
1.11. Ohebná palivová vedení
1.11.1. Pracovní tlak(y) (1): … MPa
1.11.2. Materiál: …
1.12. Plnicí jednotka nebo hrdlo
1.12.1. Pracovní tlak(y) (1): … MPa
1.12.2. Materiál: …
1.13. Vstřikovač(e) plynu
1.13.1. Pracovní tlak(y) (1): … MPa
1.13.2. Materiál: …
1.14. Nastavovač průtoku plynu
1.14.1. Pracovní tlak(y) (1): … MPa
1.14.2. Materiál: …
1.15. Směšovač plyn/vzduch
1.15.1. Pracovní tlak(y) (1): … MPa
1.15.2. Materiál: …
1.16. Elektronická řídicí jednotka
1.16.1. Základní principy softwaru: …
1.17. Snímač(e) tlaku a teploty
1.17.1. Pracovní tlak(y) (1): … MPa
1.17.2. Materiál: …
1.18. Filtr(y) CNG
1.18.1. Pracovní tlak(y) (1): … MPa
1.18.2. Materiál: …
1.19. Přetlakové zařízení (spouštěné tlakem)
1.19.1. Pracovní tlak(y) (1): … MPa
1.19.2. Materiál: …
1.20. Palivová lišta (lišty):
1.20.1. Pracovní tlak(y) (1) … MPa
1.20.2. Materiál: …
1.21. Tepelný výměník(y)/odpařovač(e)
1.21.1. Pracovní tlak(y) (1): … MPa
1.21.2. Materiál: …
1.22. Detektor(y) zemního plynu
1.22.1. Pracovní tlak(y) (1): … MPa
1.22.2. Materiál …
1.23. Plnicí hrdlo (hrdla) LNG
1.23.1. Pracovní tlak(y) (1): … MPa
1.23.2. Materiál: …
1.24. Regulátor(y) tlaku LNG
1.24.1. Pracovní tlak(y) (1): … MPa
1.24.2. Materiál: …
1.25. Snímač(e) tlaku a teploty LNG
1.25.1. Pracovní tlak(y) (1): … MPa
1.25.2. Materiál: …
1.26. Ruční ventil(y) pro LNG
1.26.1. Pracovní tlak(y) (1): … MPa
1.26.2. Materiál: …
1.27. Automatický ventil(y) pro LNG
1.27.1. Pracovní tlak(y) (1): … MPa
1.27.2. Materiál: …
1.28. Jednosměrný ventil(y) pro LNG
1.28.1. Pracovní tlak(y) (1): … MPa
1.28.2. Materiál: …
1.29. Přetlakový(é) ventil(y) pro LNG
1.29.1. Pracovní tlak(y) (1): … MPa
1.29.2. Materiál: …
1.30. Přepadový(é) ventil(y) pro LNG
1.30.1. Pracovní tlak(y) (1): … MPa
1.30.2. Materiál: …
1.31. Palivové(á) čerpadlo(a) pro LNG
1.31.1. Pracovní tlak(y) (1): … MPa
1.31.2. Materiál: …
(1) PŘÍLOHA 2B
PŘÍLOHA 2C
USPOŘÁDÁNÍ ZNAČEK SCHVÁLENÍ
VZOR A
(Viz bod 17.2 tohoto předpisu)

Výše uvedená značka schválení typu umístěná na vozidle udává, že vozidlo bylo z hlediska zástavby systému CNG/LNG pro použití zemního plynu k pohonu schváleno v Itálii (E 3) podle předpisu č. 110 a že toto schválení má číslo 012439. První dvě číslice čísla schválení udávají, že schválení bylo uděleno v souladu s požadavky předpisu č. 110 ve znění série změn 01.
Písmeno „L“ označuje, že výrobek je vhodný pro použití s LNG.
Písmeno „M“ označuje, že výrobek je vhodný pro mírné teploty.
Písmeno „C“ označuje, že výrobek je vhodný pro nízké teploty.
VZOR B
(Viz bod 17.2 tohoto předpisu)

Výše uvedená značka schválení typu umístěná na vozidle udává, že vozidlo bylo z hlediska zástavby systému CNG/LNG pro použití zemního plynu k pohonu schváleno v Itálii (E 3) podle předpisu č. 110 a že toto schválení má číslo 012439. První dvě číslice čísla schválení označují, že schválení bylo uděleno podle požadavků předpisu č. 110 ve znění série změn 01 a že předpis č. 83 zahrnoval sérii změn 05.
Písmeno „L“ označuje, že výrobek je vhodný pro použití s LNG.
Písmeno „M“ označuje, že výrobek je vhodný pro mírné teploty.
Písmeno „C“ označuje, že výrobek je vhodný pro nízké teploty.
PŘÍLOHA 2D
PŘÍLOHA3
SKLADOVÁNÍ ZEMNÍHO PLYNU VE VOZIDLE PRO POUŽITÍ JAKO PALIVO PRO AUTOMOBILY
1. OBLAST PŮSOBNOSTI
1.1. Příloha 3A stanoví minimální požadavky na lehké plnitelné tlakové láhve na plyn. Tlakové láhve jsou určeny pouze pro skladování vysokotlakého stlačeného zemního plynu použitého jako palivo pro automobily ve vozidle, ke kterému musí být tlakové láhve připevněny. Tlakové láhve mohou být z libovolné oceli, hliníku nebo nekovového materiálu, libovolné konstrukce a vyráběny libovolným způsobem vhodným pro stanovené provozní podmínky. Tato příloha se také vztahuje na kovové vložky bezešvé či svařované konstrukce z nerezavějící oceli.
1.2. Příloha 3B stanoví minimální požadavky pro znovu naplnitelné palivové nádrže na zkapalněný zemní plyn (LNG) používané ve vozidlech a také zkušební metody, které jsou požadovány.
PŘÍLOHA 3A
TLAKOVÉ LÁHVE NA PLYN – VYSOKOTLAKÁ LÁHEV PRO SKLADOVÁNÍ STLAČENÉHO ZEMNÍHO PLYNU (CNG) VE VOZIDLE PRO POUŽITÍ JAKO PALIVO PRO AUTOMOBILY
1. OBLAST PŮSOBNOSTI
Tlakové láhve, na které se vztahuje tato příloha, jsou zařazeny do třídy 0 popsané v bodě 3 tohoto předpisu, a jsou v provedení:
|
CNG-1 |
celokovová |
|
CNG-2 |
kovová vložka vyztužená spojitým vláknem impregnovaným pryskyřicí (obručovitě ovinutá) |
|
CNG-3 |
kovová vložka vyztužená spojitým vláknem impregnovaným pryskyřicí (plně ovinutá) |
|
CNG-4 |
spojité vlákno impregnované pryskyřicí s nekovovou vložkou (plně kompozitní) |
Provozní podmínky, kterým budou tlakové láhve vystaveny, jsou podrobně popsány v bodě 4 této přílohy. Tato příloha vychází z pracovního tlaku zemního plynu jako paliva ve výši 20 MPa ustáleného při 15 °C s maximálním tlakem plnění 26 MPa. Jiné pracovní tlaky lze zohlednit úpravou tlaku pomocí přiměřeného koeficientu (poměru). Např. systém s pracovním tlakem 25 MPa vyžaduje, aby se tlaky vynásobily koeficientem 1,25.
Životnost tlakové láhve je stanovena výrobcem a může se lišit podle použití. Definice životnosti vychází z plnění tlakové láhve 1 000 krát ročně s minimem 15 000 naplnění. Maximální životnost je 20 let.
U celokovových láhví a láhví s kovovou vložkou vychází životnost tlakové láhve z míry růstu únavových trhlin. Je nezbytná kontrola každé tlakové láhve nebo vložky ultrazvukem nebo rovnocennou metodou, aby se vyloučila přítomnost trhlin, které přesahují maximální povolenou velikost. Tento přístup umožňuje optimalizovat návrh a výrobu lehkých tlakových láhví na zemní plyn pro vozidla.
U plně kompozitních tlakových láhví s nekovovými nezatíženými vložkami se „bezpečná životnost“ prokazuje vhodnými metodami návrhu, zkouškami technické způsobilosti návrhu konstrukce a kontrolními mechanismy ve výrobě.
2. REFERENCE (VIZ BOD 2 TOHOTO PŘEDPISU)
3. DEFINICE (VIZ BOD 4 TOHOTO PŘEDPISU)
4. PROVOZNÍ PODMÍNKY
4.1. Obecné
4.1.1. Standardní provozní podmínky
Standardní provozní podmínky stanovené v tomto oddílu jsou uvedeny jako východisko pro návrh konstrukce, výrobu, kontrolu, zkoušky a schvalování tlakových láhví, které mají být trvale namontovány ve vozidlech a používány k uskladnění zemního plynu pro použití jako paliva ve vozidlech při teplotě okolí.
4.1.2. Používání tlakových láhví
Stanovené provozní podmínky jsou určeny také k tomu, aby poskytly informace, jak lze tlakové láhve vyrobené dle tohoto předpisu bezpečně používat:
|
a) |
výrobcům tlakových láhví; |
|
b) |
vlastníkům tlakových láhví; |
|
c) |
konstruktérům nebo dodavatelům odpovědným za zástavbu tlakových láhví; |
|
d) |
konstruktérům nebo vlastníkům zařízení používaného k doplňování paliva do tlakových láhví vozidel; |
|
e) |
dodavatelům zemního plynu a |
|
f) |
regulačním orgánům, které mají pravomoc nad používáním tlakových láhví. |
4.1.3. Životnost
Životnost, po kterou jsou tlakové láhve bezpečné, musí konstruktér tlakové láhve uvést na základě používání za provozních podmínek stanovených v tomto dokumentu. Maximální životnost je 20 let.
4.1.4. Periodické ověřování technické způsobilosti
Výrobce tlakové láhve musí poskytnout doporučení pro periodické ověřování technické způsobilosti po dobu životnosti pomocí vizuální kontroly nebo zkoušek, a to na základě používání podle provozních podmínek stanovených v tomto předpisu. Každá tlaková láhev musí být vizuálně kontrolována na vnější poškození a opotřebení nejméně každých 48 měsíců po datu svého uvedení do provozu ve vozidle (registrace vozidla) a při každé nové zástavbě, a to i pod upevňovacími pásy. Vizuální kontrola musí být provedena příslušným subjektem schváleným nebo uznaným regulačním orgánem a v souladu se specifikacemi výrobce. Tlakové láhve bez štítků s povinnými informacemi nebo s jakkoli nečitelnými štítky s povinnými informacemi musí být vyřazeny z provozu. Pokud lze spolehlivě určit výrobce a výrobní číslo tlakové láhve, může být připevněn náhradní štítek umožňující další používání láhve.
4.1.4.1. Tlakové láhve vystavené kolizi
Tlakové láhve musí být po kolizi vozidla překontrolovány subjektem pověřeným výrobcem, pokud orgán mající soudní pravomoc neurčí jinak. Tlakovou láhev, u které při kolizi vozidla nedošlo k žádnému poškození nárazem, lze vrátit do provozu, v ostatních případech musí být tlaková láhev vrácena výrobci k posouzení.
4.1.4.2. Tlakové láhve vystavené požáru
Tlakové láhve, které byly vystaveny působení ohně, musí být překontrolovány subjektem pověřeným výrobcem nebo označeny za neschopné provozu a vyřazeny z provozu.
4.2. Maximální tlaky
Tlak v tlakové láhvi nesmí přesáhnout:
|
a) |
tlak, který se ustálí na 20 MPa při ustálené teplotě 15 °C; |
|
b) |
26 MPa okamžitě po plnění bez ohledu na teplotu. |
4.3. Maximální počet cyklů plnění
Tlakové láhve jsou navrženy pro naplnění na ustálený tlak do 20 MPa (200 bar) při ustálené teplotě 15 °C až tisíckrát za rok provozu.
4.4. Teplotní rozsah
4.4.1. Ustálená teplota plynu
Ustálená teplota plynu v tlakových láhvích může kolísat od minima – 40 °C k maximu 65 °C.
4.4.2. Teplota tlakové láhve
Teplota materiálů tlakové láhve může kolísat od minima – 40 °C k maximu + 82 °C;
Teploty nad + 65 °C musí být dostatečně lokální nebo krátkodobé, aby teplota plynu v tlakové láhvi nikdy nepřesáhla + 65 °C, s výjimkou podmínek uvedených v bodě 4.4.3.
4.4.3. Přechodné teploty
Teploty plynu vyvinuté během plnění a vypouštění mohou kolísat mimo meze uvedené v bodě 4.4.1.
4.5. Složení plynu
Do zemního plynu se nesmí záměrně přidávat methanol a/nebo glykol. Tlaková láhev musí být konstruována tak, aby snesla naplnění zemním plynem splňujícím kteroukoli z následujících tří podmínek:
|
a) |
SAE J1616 |
|
b) |
Suchý plyn Vodní pára je za normálních podmínek omezena na méně než 32 mg/m3 při tlakovém rosném bodu – 9 °C při 20 MPa. Nejsou žádná omezení pro složky suchého plynu, kromě:
Vodík musí být omezen na 2 % objemová, jsou-li tlakové láhve vyrobeny z oceli s mezí pevnosti v tahu přesahující 950 MPa. |
|
c) |
Vlhký plyn Plyn, který obsahuje vodu v objemu vyšším než b), splňuje za normálních podmínek následující omezení pro složky:
Za podmínek vlhkého plynu je nutný minimálně 1 mg kompresorového oleje na 1 kg plynu na ochranu kovových tlakových láhví a vložek. |
4.6. Vnější povrchy
Tlakové láhve nejsou konstruovány pro trvalé vystavení účinkům mechanického nebo chemického působení, např. prosakováním z nákladu, jenž může být na vozidlech převážen, nebo těžkému poškození oděrem v důsledku stavu silnice, a musí splňovat uznávané normy pro montáž. Avšak vnější povrchy tlakové láhve smí být neúmyslně vystaveny:
|
a) |
vodě, buď občasným ponořením, nebo ostřikem z vozovky; |
|
b) |
soli v důsledku provozu vozidla v blízkosti moře/oceánu nebo v oblastech, kde se používá posypová sůl; |
|
c) |
ultrafialovému záření ze slunečního světla; |
|
d) |
nárazům štěrku; |
|
e) |
rozpouštědlům, kyselinám a zásadám, hnojivům; a |
|
f) |
automobilovým kapalinám včetně benzinu, hydraulických kapalin, glykolu a olejů. |
4.7. Pronikání či únik plynu
Tlakové láhve mohou být dlouhodobě umístěny v uzavřených prostorách. Konstrukce musí zohledňovat pronikání plynu skrze stěnu tlakové láhve nebo únik mezi koncovými spoji a vložkou.
5. SCHVÁLENÍ KONSTRUKCE
5.1. Obecné
Konstruktér tlakové láhve musí s žádostí o schválení předložit schvalovacímu orgánu následující informace:
|
a) |
provozní pokyny (bod 5.2); |
|
b) |
konstrukční údaje (bod 5.3); |
|
c) |
výrobní údaje (bod 5.4); |
|
d) |
systém jakosti (bod 5.5); |
|
e) |
vlastnosti v lomu a rozsah poškození při nedestruktivní zkoušce (bod 5.6); |
|
f) |
specifikační list (bod 5.7); |
|
g) |
další podpůrné údaje (bod 5.8). |
Pro tlakové láhve navržené v souladu s ISO 9809 není třeba předkládat protokol o analýze pevnosti dle bodu 5.3.2 ani informace dle bodu 5.6.
5.2. Provozní pokyny
Účelem provozních pokynů je informovat uživatele tlakových láhví a osoby, které provádí zástavbu, jakož i informovat příslušný schvalovací orgán nebo jeho určeného zástupce. Provozní pokyny musí obsahovat:
|
a) |
prohlášení, že konstrukce tlakové láhve je vhodná pro použití za provozních podmínek definovaných v bodě 4 pro dobu životnosti tlakové láhve; |
|
b) |
životnost; |
|
c) |
minimální požadavky na provozní zkoušky a/nebo kontroly; |
|
d) |
požadovaná přetlaková zařízení a/nebo izolaci; |
|
e) |
způsoby upevnění, ochranné povlaky atd., které jsou požadovány, ale nejsou součástí dodávky; |
|
f) |
popis konstrukce tlakové láhve; |
|
g) |
jakékoli jiné informace potřebné k zajištění bezpečného používání a kontrol tlakové láhve. |
5.3. Konstrukční údaje
5.3.1. Výkresy
Výkresy musí obsahovat alespoň následující informace:
|
a) |
název, referenční číslo, datum vydání a případně čísla revizí s daty vydání; |
|
b) |
odkaz na tento předpis a typ tlakové láhve; |
|
c) |
všechny rozměry spolu s tolerancemi, včetně podrobností o tvarech zakončení s jejich minimální tloušťkou a o otvorech; |
|
d) |
hmotnost tlakových láhví včetně tolerance; |
|
e) |
úplné specifikace materiálů, včetně minimálních mechanických a chemických vlastností nebo rozmezí tolerancí, a u kovových tlakových láhví a kovových vložek stanovený rozsah tvrdosti; |
|
f) |
další údaje, jako jsou rozmezí tlaku při autofretáži, minimální zkušební tlak, podrobnosti o systému ochrany před ohněm a o vnějším ochranném povlaku. |
5.3.2. Protokol o analýze pevnosti
Musí být poskytnuta analýza pevnosti pomocí metody konečných prvků nebo jiná analýza pevnosti.
Protokol musí obsahovat tabulku shrnující vypočtená napětí.
5.3.3. Údaje o zkouškách materiálu
Musí být poskytnut podrobný popis konstrukčních materiálů a tolerance jejich vlastností. Předložit je třeba také údaje o zkouškách charakterizující mechanické vlastnosti a vhodnost materiálů k provozu za podmínek stanovených v bodě 4.
5.3.4. Údaje o zkouškách technické způsobilosti konstrukce
Musí být prokázáno, že materiál, konstrukce, výroba a kontrola tlakových láhví jsou přiměřené zamýšlenému provozu, a to splněním požadavků zkoušek požadovaných pro konkrétní konstrukci tlakové láhve při zkoušení v souladu s příslušnými metodami zkoušek podrobně popsanými v dodatku A této přílohy.
Údaje o zkouškách dokumentují také rozměry, tloušťky stěn a hmotnosti každé ze zkoušených tlakových láhví.
5.3.5. Ochrana před ohněm
Musí být stanoveno uspořádání přetlakových zařízení, která ochrání tlakovou láhev proti náhlému roztržení při vystavení ohni dle bodu A.15 dodatku A této přílohy. Údaje o zkoušce musí dokládat účinnost stanoveného systému ochrany před ohněm.
5.3.6. Upevnění tlakové láhve
V souladu s bodem 6.11 této přílohy je třeba poskytnout podrobnosti o upevnění tlakové láhve nebo o požadavcích na upevnění.
5.4. Výrobní údaje
Musí být uvedeny podrobnosti o všech výrobních postupech, nedestruktivních zkouškách, výrobních zkouškách a zkouškách šarží; uvádí se tolerance všech výrobních procesů, jako jsou tepelné zušlechťování, koncové tvarování, poměr směsi pryskyřice, napětí a rychlost navíjení vlákna, časy a teploty vytvrzování a postupy autofretáže. Uvádí se také konečná úprava povrchu, podrobnosti o závitech, kritéria přijatelnosti pro kontrolu ultrazvukem (nebo rovnocennou kontrolu) a maximální počet kusů pro zkoušky šarží.
5.5. (nepřiděleno)
5.6. Vlastnosti v lomu a velikost vady při nedestruktivních zkouškách
5.6.1. Vlastnosti v lomu
Výrobce prokáže vlastnosti konstrukce z hlediska úniku před prasknutím, jak je popsáno v bodě 6.7.
5.6.2. Velikost vady při nedestruktivních zkouškách
Postupem popsaným v bodě 6.15.2 zjistí výrobce maximální velikost vady při nedestruktivních zkouškách, která zabrání selhání tlakové láhve v důsledku únavy materiálu nebo roztržením v průběhu její životnosti.
5.7. Specifikační list
Ve specifikačním listu pro každou konstrukci tlakové láhve musí být uveden souhrn dokumentů poskytujících informace požadované v bodě 5.1. Uvádí se název, referenční číslo, čísla a data revizí původního vydání a verzí vydání každého dokumentu. Všechny dokumenty musí být podepsány nebo parafovány tím, kdo je vydal. Specifikační list musí být označen číslem a případně čísly revizí, která lze použít k označení konstrukce tlakové láhve, a musí být podepsán technickým pracovníkem odpovědným za návrh konstrukce. Na specifikačním listu musí být ponechán prostor pro razítko označující registraci konstrukce.
5.8. Další podpůrné údaje
Případně se uvedou další údaje, které dokládají žádost, například provozní historie materiálu, jehož použití je navrženo, nebo použití určité konstrukce tlakové láhve v jiných provozních podmínkách.
5.9. Schválení a osvědčení
5.9.1. Kontroly a zkoušky
Je třeba provést hodnocení shody v souladu s bodem 9 tohoto předpisu.
Aby se zajistilo, že tlakové láhve jsou v souladu s tímto mezinárodním předpisem, musí být láhve podrobeny kontrole podle bodů 6.13 a 6.14 provedené schvalovacím orgánem.
5.9.2. Osvědčení o zkoušce
Pokud jsou výsledky zkoušek prototypu podle bodu 6.13 uspokojivé, vydá schvalovací orgán osvědčení o zkoušce. Příklad osvědčení o zkoušce je uveden v dodatku D této přílohy.
5.9.3. Osvědčení o přijatelnosti šarže
Schvalovací orgán vypracuje osvědčení o přijatelnosti v souladu s dodatkem D této přílohy.
6. POŽADAVKY PLATNÉ PRO VŠECHNY TYPY TLAKOVÝCH LAHVÍ
6.1. Obecné
Následující požadavky jsou obecně platné pro typy tlakových láhví uvedené v bodech 7 až 10 této přílohy. Návrh konstrukce tlakových láhví musí zohledňovat všechny příslušné aspekty, které jsou potřebné k tomu, aby se zajistilo, že každá tlaková láhev vyrobená podle návrhu je vhodná pro svůj účel po stanovenou životnost; u ocelových tlakových láhví typu CNG-1 navržených v souladu s normou ISO 9809 a splňujících všechny požadavky v uvedené normě obsažené se požaduje pouze splnění požadavků bodů 6.3.2.4 a 6.9 až 6.13.
6.2. Konstrukce
Tento předpis nestanoví konstrukční vzorce ani povolená napětí nebo namáhání, ale požaduje, aby přiměřenost návrhu konstrukce byla ověřena vhodnými výpočty a prokázána tím, že tlakové láhve budou schopny konzistentně obstát ve zkouškách materiálů, zkouškách technické způsobilosti konstrukce, výrobních zkouškách a zkouškách šarže stanovených v tomto předpisu; všechny návrhy konstrukce musí při reálné degradaci tlakových částí během normálního provozu zajistit selhání typu „únik před prasknutím“. Dojde-li k úniku z kovových tlakových láhví nebo kovových vložek, musí to být pouze skrze růst únavové trhliny.
6.3. Materiály
6.3.1. Použité materiály musí být vhodné pro provozní podmínky stanovené v bodě 4 této přílohy. V konstrukci nesmí docházet ke kontaktu neslučitelných materiálů. Zkoušky způsobilosti konstrukčních materiálů jsou shrnuty v tabulce 6.1.
6.3.2. Ocel
6.3.2.1. Složení
Ocele musí být odkysličeny hliníkem a/nebo křemíkem a vyrobeny jako převážně jemnozrnné. Chemické složení všech ocelí musí být deklarováno a definováno alespoň:
|
a) |
obsahem uhlíku, manganu, hliníku a křemíku ve všech případech; |
|
b) |
obsahem niklu, chromu, molybdenu, boru, vanadia a jakýchkoli jiných záměrně přidaných legujících prvků. V analýze tavby nesmí být překročeny následující mezní hodnoty:
|
Je-li použita uhlíko-bórová ocel, musí být provedena zkouška prokalitelnosti v souladu s ISO 642 na prvém a posledním ingotu nebo bramě každé tavby oceli. Tvrdost měřená ve vzdálenosti 7,9 mm od kaleného konce musí být v rozsahu 33–53 HRC nebo 327–560 HV a musí být osvědčena výrobcem materiálu.
6.3.2.2. Vlastnosti v tahu
Mechanické vlastnosti oceli v dokončené tlakové láhvi nebo vložce se určí v souladu s bodem A.1 (dodatek A této přílohy). Poměrné prodloužení oceli musí být nejméně 14 %.
6.3.2.3. Rázové vlastnosti
Rázové vlastnosti oceli v dokončené tlakové láhvi nebo vložce se určí v souladu s bodem A.2 (dodatek A této přílohy). Hodnoty rázu nesmí být menší než hodnoty uvedené v tabulce 6.2 této přílohy.
6.3.2.4. Vlastnosti při ohybu
Vlastnosti při ohybu svařované nerezové oceli v dokončené vložce se určí v souladu s bodem A.3 (dodatek A této přílohy).
6.3.2.5. Makroskopické zkoumání svaru
Provede se makroskopické zkoumání svaru pro každý typ svařovacího postupu. Musí vykazovat úplné sloučení bez jakýchkoliv konstrukčních chyb nebo nepřijatelných závad, jak je stanoveno úrovní C v EN ISO 5817.
6.3.2.6. Odolnost proti koroznímu praskání vyvolanému sirníkem
Pokud horní mez stanovené pevnosti v tahu pro danou ocel přesáhne 950 MPa, musí být ocel z dokončené tlakové láhve podrobena zkoušce odolnosti vůči koroznímu praskání vyvolanému sirníkem v souladu s dodatkem A této přílohy, bodem A.3 a splnit požadavky tam uvedené.
6.3.3. Hliník
6.3.3.1. Složení
Slitiny hliníku musí být uváděny v souladu s praxí Aluminium Association pro dotyčný systém slitin. Meze nečistot pro olovo a bizmut v jakékoli slitině hliníku nesmí přesáhnout 0,003 %.
6.3.3.2. Zkoušky odolnosti proti korozi
Slitiny hliníku musí splňovat požadavky zkoušek odolnosti proti korozi prováděných v souladu s bodem A.4 (dodatek A této přílohy).
6.3.3.3. Tvorba trhlin při dlouhodobém zatížení
Slitiny hliníku musí splňovat požadavky zkoušek na tvorbu trhlin při dlouhodobém zatížení prováděných v souladu s bodem A.5 (dodatek A této přílohy).
6.3.3.4. Vlastnosti v tahu
Mechanické vlastnosti slitiny hliníku v dokončené tlakové láhvi se určí v souladu s bodem A.l (dodatek A této přílohy). Poměrné prodloužení hliníku musí být nejméně 12 %.
6.3.4. Pryskyřice
6.3.4.1. Obecné
Materiálem pro impregnaci mohou být termosetické nebo termoplastické pryskyřice. Příklady vhodných pojivových materiálů jsou termosetické plasty epoxid, upravený epoxid, polyester a vinylester, a termoplastické materiály polyetylén a polyamid.
6.3.4.2. Pevnost ve smyku
Pryskyřičné materiály se zkouší v souladu s bodem A.26 (dodatek A této přílohy) a musí splnit požadavky tam uvedené.
6.3.4.3. Teplota skelného přechodu
Teplota skelného přechodu pryskyřičného materiálu se určí v souladu s normou ASTM D3418.
6.3.5. Vlákna
Vlákenným materiálem vyztužujícím konstrukci je skleněné vlákno, aramidové vlákno nebo uhlíkové vlákno. Pokud se použije vyztužení uhlíkovým vláknem, musí konstrukce zahrnovat prostředky zabraňující galvanické korozi kovových součástí tlakové láhve. Výrobce musí vést v evidenci zveřejněné specifikace kompozitních materiálů, doporučení výrobce materiálu o podmínkách skladování a skladovací životnosti a osvědčení výrobce materiálu, že každá dodávka odpovídá požadavkům uvedené specifikace. Výrobce vlákna osvědčí, že vlastnosti vlákenného materiálu odpovídají specifikacím výrobce pro daný výrobek.
6.3.6. Plastové vložky
Mez kluzu a prodloužení při přetržení se určí v souladu s bodem A.22 (dodatek A této přílohy). Zkoušky musí prokázat tvárnost materiálu plastové vložky při teplotách – 50 °C nebo nižších tím, že jsou splněny hodnoty uvedené výrobcem; polymerový materiál musí být slučitelný s provozními podmínkami stanovenými v bodě 4 této přílohy. V souladu s metodou popsanou v bodě A.23 (dodatek A této přílohy) musí být teplota změknutí nejméně 90 °C a teplota tavení nejméně 100 °C.
6.4. Zkušební tlak
Minimální zkušební tlak použitý při výrobě musí být 30 MPa.
6.5. Tlaky při roztržení a poměry napětí vláken
Pro všechny typy tlakových láhví nesmí být minimální skutečný tlak při roztržení menší než hodnoty uvedené v tabulce 6.3 této přílohy. U konstrukcí typů CNG-2, CNG-3 a CNG-4 musí být kompozitní ovinutí konstruováno pro vysokou spolehlivost při dlouhodobém zatížení a při cyklickém zatěžování. Této spolehlivosti musí být dosaženo splněním nebo překročením hodnot poměrů napětí kompozitního vyztužení uvedených v tabulce 6.3 této přílohy. Poměr napětí je definován jako napětí vlákna při stanoveném minimálním tlaku při roztržení dělené napětím vlákna při pracovním tlaku. Poměr roztržení je definován jako skutečný tlak při roztržení tlakové láhve dělený pracovním tlakem. Pro konstrukce typu CNG-4 je poměr napětí roven poměru roztržení; pro konstrukce typů CNG-2 a CNG-3 (kovová vložka, kompozitní ovinutí) musí výpočty poměru napětí zahrnovat:
|
a) |
analytickou metodu způsobilou pro nelineární materiály (jednoúčelový počítačový program nebo program pro analýzu metodou konečných prvků); |
|
b) |
křivka pružně-plastického napětí pro materiál vložky musí být známa a správně modelována; |
|
c) |
mechanické vlastnosti kompozitních materiálů musí být správně modelovány; |
|
d) |
výpočty se musí provést pro: tlak při autofretáži, nulový tlak po autofretáži, pracovní tlak a minimální tlak při roztržení; |
|
e) |
do analýzy je nutné zahrnout předpětí z napětí při navíjení; |
|
f) |
minimální tlak při roztržení musí být zvolen tak, aby vypočtené napětí při minimálním tlaku při roztržení dělené vypočteným napětím při pracovním tlaku splňovalo požadavky na poměr napětí pro použité vlákno; |
|
g) |
při analýze tlakových láhví s hybridním vyztužením (dva nebo více různých typů vláken) musí být zváženo rozdělení zátěže mezi různá vlákna na základě různých modulů pružnosti vláken. Požadavky na poměr napětí každého jednotlivého typu vlákna musí být v souladu s hodnotami uvedenými v tabulce 6.3 této přílohy. Ověření poměrů napětí lze též provést pomocí tenzometrů. Přijatelná metoda je popsána v informativním dodatku E této přílohy. |
6.6. Analýza pevnosti
Za účelem odůvodnění minimální konstrukční tloušťky stěn se musí provést analýza pevnosti. Součástí analýzy je určení napětí ve vložkách a vláknech konstrukcí z kompozitních materiálů.
6.7. Hodnocení úniku před prasknutím (LBB, Leak-before-break)
Pro tlakové láhve typů CNG-1, CNG-2 a CNG-3 je nutno prokázat vlastnosti z hlediska úniku před prasknutím. Zkouška na únik před prasknutím se provádí v souladu s bodem A.6 (dodatek A této přílohy). Prokázání úniku před prasknutím se nepožaduje u konstrukcí tlakových láhví, které zajišťují únavovou životnost přesahující 45 000 tlakových cyklů při zkoušce podle bodu A.13 (dodatek A této přílohy). Dvě metody hodnocení úniku před prasknutím jsou pro informaci zahrnuty v dodatku F této přílohy.
6.8. Kontroly a zkoušky
Výrobní kontrola stanoví programy a postupy pro:
|
a) |
výrobní kontrolu, zkoušky a kritéria přijatelnosti a |
|
b) |
pravidelnou kontrolu, zkoušky a kritéria přijatelnosti během provozu. Interval vizuálního překontrolování vnějších povrchů tlakových láhví musí být v souladu s bodem 4.1.4 této přílohy, pokud jej nezmění schvalovací orgán. Výrobce stanoví kritéria vyřazení pro vizuální překontrolování na základě výsledků cyklických tlakových zkoušek provedených na tlakových láhvích, které mají vady. Vodítko pro pokyny výrobce týkající se manipulace s láhvemi, jejich použití a kontroly je uvedeno v dodatku G této přílohy. |
6.9. Ochrana před ohněm
Všechny tlakové láhve musí být chráněny před ohněm pomocí přetlakového zařízení. Tlaková láhev, její materiály, přetlakové zařízení a veškeré dodatečné izolační nebo ochranné materiály musí být navrženy společně, aby zajistily přiměřenou bezpečnost při požáru dle zkoušky stanovené v bodě A.15 (dodatek A této přílohy).
Přetlaková zařízení se zkouší v souladu s bodem A.24 (dodatek A této přílohy).
6.10. Otvory
6.10.1. Obecné
Otvory jsou povoleny pouze v koncích lahve. Osa otvorů musí být totožná s podélnou osou tlakové láhve. Závity musí být čistě vyříznuty, hladké, bez povrchových trhlin a podle kalibru.
6.11. Upevnění tlakové láhve
Výrobce uvede prostředky, jimiž musí být tlakové láhve upevněny při zástavbě do vozidel. Výrobce dodá též pokyny pro montáž upevnění, včetně svěrné síly a krouticího momentu, aby byla zajištěna požadovaná zádržná síla, ale aby tlaková láhev nebyla vystavena nepřijatelnému namáhání a nebyl poškozen její povrch.
6.12. Vnější ochrana proti vlivům prostředí
Vnější povrch tlakových láhví musí splňovat požadavky zkoušky odolnosti proti vlivům prostředí podle bodu A.14 (dodatek A této přílohy). Vnější ochrana může být zajištěna některým z následujících způsobů:
|
a) |
konečná úprava povrchu poskytující přiměřenou ochranu (např. kovová vrstva nanesená na hliník, eloxování); nebo |
|
b) |
použití vhodného vlákenného a pojivového materiálu (např. uhlíkové vlákno v pryskyřici); nebo |
|
c) |
ochranný povlak (např. organický povlak, nátěr), který musí splňovat požadavky bodu A.9 (dodatek A této přílohy). |
Jakýkoli povlak nanášený na tlakovou láhev musí být takový, aby postup nanášení neovlivňoval negativně mechanické vlastnosti tlakové láhve. Povlak musí být navržen tak, aby umožňoval následnou kontrolu za provozu; výrobce poskytne pokyny pro nakládání s povlakem během kontroly, aby se zajistila trvající celistvost tlakové láhve.
Upozorňujeme výrobce, že zkouška odolnosti proti vlivům prostředí, která hodnotí vhodnost systémů povlaků, je uvedena v informativním dodatku H této přílohy.
6.13. Zkoušky technické způsobilosti návrhu konstrukce
Pro schválení každého typu tlakových láhví musí být prokázáno, že materiál, konstrukce, výroba a kontrola jsou přiměřené jejich zamýšlenému používání, a to splněním přiměřených požadavků zkoušek technické způsobilosti materiálu shrnutých v tabulce 6.1 této přílohy a zkoušek technické způsobilosti tlakové láhve shrnutých v tabulce 6.4 této přílohy, přičemž všechny zkoušky musí být v souladu s příslušnými metodami zkoušení popsanými v dodatku A této přílohy. Zkoušené tlakové láhve nebo vložky vybere a zkoušky dosvědčí příslušný orgán. Je-li zkouškám podrobeno více tlakových láhví nebo vložek, než požaduje tato příloha, musí být zdokumentovány všechny výsledky.
6.14. Zkoušky šarže
Zkoušky šarže stanovené v této příloze pro každý typ tlakové láhve se musí provádět na tlakových láhvích nebo vložkách vybraných z každé šarže dokončených tlakových láhví nebo vložek. Mohou se též použít tepelně zpracované doprovodné vzorky, pro něž je prokázáno, že jsou reprezentativní pro dokončené tlakové láhve nebo vložky. Zkoušky šarže požadované pro každý typ tlakové láhve jsou uvedeny v tabulce 6.5 této přílohy.
6.15. Výrobní kontroly a zkoušky
6.15.1. Obecné
Výrobní kontroly a zkoušky se provádí na všech tlakových láhvích vyrobených v šarži. Každá tlaková láhev se kontroluje během výroby a po dokončení následujícími způsoby:
|
a) |
ultrazvuková (nebo prokazatelně rovnocenná) kontrola kovových tlakových láhví a vložek v souladu s normou BS 5045, část 1, příloha B, nebo prokazatelně rovnocenná metoda, aby se ověřilo, že maximální velikost existujících vad je menší než velikost stanovená v návrhu konstrukce; |
|
b) |
ověření, že kritické rozměry a hmotnost dokončené tlakové láhve a všech vložek a ovinutí jsou v rámci tolerancí konstrukce; |
|
c) |
ověření shody se stanovenou konečnou úpravou povrchu se zvláštní pozorností věnovanou hluboce taženým povrchům a přehybům nebo přesahům na hrdle nebo osazení kovaných nebo odstředivě litých koncových pouzder nebo otvorů; |
|
d) |
ověření značení; |
|
e) |
zkoušky tvrdosti kovových tlakových láhví a vložek v souladu s bodem A.8 (dodatek A této přílohy) se provádí po konečném tepelném zušlechťování a takto zjištěné hodnoty tvrdosti musí být v rozsahu stanoveném v návrhu konstrukce; |
|
f) |
zkouška hydrostatické odolnosti v souladu s bodem A.11 (dodatek A této přílohy). |
Souhrn kritických požadavků na výrobní kontroly, jež mají být provedeny na každé tlakové láhvi, je uveden v tabulce 6.6 této přílohy.
6.15.2. Maximální velikost vady
U konstrukcí typů CNG-1, CNG-2 a CNG-3 musí být určena maximální velikost vady v libovolném místě kovové tlakové láhve nebo kovové vložky, která během stanovené životnosti nevzroste na kritickou velikost. Kritická velikost vady je definována jako mezní vada skrz celou tloušťku stěny (tlakové láhve nebo vložky), která umožní únik skladovaného plynu, aniž by došlo k roztržení tlakové láhve. Velikosti vad pro kritéria vyřazení při ultrazvukové nebo rovnocenné kontrole musí být menší než maximální povolené velikosti vad. U konstrukcí typů CNG-2 a CNG-3 se předpokládá, že nesmí dojít k žádnému poškození kompozitu způsobenému jakýmikoli mechanismy závislými na čase. Povolená velikost vady pro nedestruktivní zkoušku (NDE) se určí vhodnou metodou. Dvě takové metody jsou popsány v informativním dodatku F této přílohy.
6.16. Nesplnění požadavků zkoušky
V případě nesplnění požadavků zkoušky se provádí opakované zkoušení nebo opakované tepelné zušlechťování a opakované zkoušení takto:
|
a) |
existují-li známky chyby při provádění zkoušky nebo chyby měření, provede se další zkouška. Pokud je výsledek této zkoušky uspokojivý, první zkouška se nebere v úvahu; |
|
b) |
byla-li zkouška provedena uspokojivě, musí být zjištěna příčina neúspěšnosti zkoušky. |
Má-li se za to, že neúspěch je způsoben použitým tepelným zušlechťováním, může výrobce podrobit všechny tlakové láhve dané šarže dalšímu tepelnému zušlechťování.
Není-li neúspěch způsoben použitým tepelným zušlechťováním, musí být všechny zjištěné vadné tlakové láhve vyřazeny nebo opraveny schválenou metodou. Nevyřazené tlakové láhve se pak považují za novou šarži.
V obou případech musí být nová šarže znovu přezkoušena. Všechny příslušné zkoušky prototypu nebo šarže, které jsou potřebné k prokázání přijatelnosti nové šarže, musí být provedeny znovu. Pokud budou výsledky jedné či více zkoušek i jen částečně neuspokojivé, všechny tlakové láhve šarže musí být vyřazeny.
6.17. Změna konstrukce
Změnou konstrukce se rozumí jakákoli změna ve výběru konstrukčních materiálů nebo změna rozměrů, kterou nelze přičíst normálním výrobním tolerancím.
Pro menší změny konstrukce bude povoleno ověření technické způsobilosti pomocí zkráceného zkušebního programu. Změny konstrukce uvedené v tabulce 6.7 vyžadují zkoušky technické způsobilosti konstrukce popsané v tabulce.
Tabulka 6.1
Zkouška technické způsobilosti materiálu konstrukce
|
|
Příslušné body této přílohy |
||||
|
|
Ocel |
Hliník |
Pryskyřice |
Vlákna |
Plastové vložky |
|
Vlastnosti v tahu |
6.3.2.2 |
6.3.3.4 |
|
6.3.5 |
6.3.6 |
|
Rázové vlastnosti |
6.3.2.3 |
|
|
|
|
|
Vlastnosti při ohybu |
6.3.2.4 |
|
|
|
|
|
Zkoumání svaru |
6.3.2.5 |
|
|
|
|
|
Odolnost proti koroznímu praskání vyvolanému sirníkem |
6.3.2.6 |
|
|
|
|
|
Odolnost proti prasknutí při soustavném zatížení |
|
6.3.3.3 |
|
|
|
|
Korozní praskání při zátěži |
|
6.3.3.2 |
|
|
|
|
Pevnost ve smyku |
|
|
6.3.4.2 |
|
|
|
Teplota skelného přechodu |
|
|
6.3.4.3 |
|
|
|
Teplota změknutí/tavení |
|
|
|
|
6.3.6 |
|
Mechanika lomu (1) |
6.7 |
6.7 |
|
|
|
Tabulka 6.2
Přípustné hodnoty pro rázovou zkoušku
|
Průměr tlakové láhve D [mm] |
> 140 |
≤ 140 |
||
|
Směr zkoušky |
příčný |
podélný |
||
|
Šířka zkušebního vzorku [mm] |
3 – 5 |
> 5 – 7,5 |
> 7,5 – 10 |
3 až 5 |
|
Zkušební teplota [°C] |
– 50 |
– 50 |
||
|
Rázová pevnost, [J/cm2] |
|
|
|
|
|
Střední hodnota pro 3 vzorky |
30 |
35 |
40 |
60 |
|
Jednotlivý vzorek |
24 |
28 |
32 |
48 |
Tabulka 6.3
Minimální hodnoty skutečného tlaku při roztržení a poměry napětí
|
|
CNG-1 celokovová |
CNG-2 s obručovitým ovinutím |
CNG-3 s plným ovinutím |
CNG-4 plně kompozitní |
|||
|
Tlak při roztržení [MPa] |
Poměr napětí [MPa] |
Tlak při roztržení [MPa] |
Poměr napětí [MPa] |
Tlak při roztržení [MPa] |
Poměr napětí [MPa] |
Tlak při roztržení [MPa] |
|
|
Celokovová |
45 |
|
|
|
|
|
|
|
Sklo |
|
2,75 |
50 1) |
3,65 |
70 1) |
3,65 |
73 |
|
Aramid |
|
2,35 |
47 |
3,10 |
60 1) |
3,1 |
62 |
|
Uhlík |
|
2,35 |
47 |
2,35 |
47 |
2,35 |
47 |
|
Hybridní |
|
2) |
2) |
2) |
|||
|
Poznámka 1 – Minimální skutečný tlak při roztržení. Kromě toho musí být provedeny výpočty v souladu s bodem 6.5 této přílohy, aby se ověřilo, že jsou splněny také požadavky na minimální poměr napětí. Poznámka 2 – Poměry napětí a tlaky při roztržení je nutno vypočítat v souladu s bodem 6.5 této přílohy. |
|||||||
Tabulka 6.4
Zkoušky technické způsobilosti konstrukce tlakové láhve
|
Zkouška a odkaz na přílohu |
Typ tlakové láhve |
|||||||||
|
CNG-1 |
CNG-2 |
CNG-3 |
CNG-4 |
|||||||
|
X * |
X |
X |
X |
||||||
|
X * |
X |
X |
X |
||||||
|
|
X |
X |
X |
||||||
|
|
X |
X |
X |
||||||
|
X |
X |
X |
X |
||||||
|
X |
X |
X |
X |
||||||
|
|
X |
X |
X |
||||||
|
|
X |
X |
X |
||||||
|
|
|
X |
X |
||||||
|
|
|
|
X |
||||||
|
|
X |
X |
X |
||||||
|
X |
|
|
X |
||||||
|
|
|
|
X |
||||||
|
|
X |
X |
|
||||||
|
X |
X |
X |
X |
||||||
|
||||||||||
Tabulka 6.5
Zkoušky šarže
|
Zkouška a odkaz na přílohu |
Typ tlakové láhve |
||||||||||||
|
CNG-1 |
CNG-2 |
CNG-3 |
CNG-4 |
||||||||||
|
X |
X |
X |
X |
|||||||||
|
X |
X |
X |
X |
|||||||||
|
X |
X † |
X † |
|
|||||||||
|
X |
X † |
X † |
|
|||||||||
|
X |
X |
X |
X |
|||||||||
|
|||||||||||||
Tabulka 6.6
Kritické požadavky na výrobní kontrolu
|
Typ |
Typ tlakové láhve |
||||||
|
Požadavky na kontrolu |
CNG-1 |
CNG-2 |
CNG-3 |
CNG-4 |
|||
|
Kritické rozměry |
X |
X |
X |
X |
|||
|
Konečná úprava povrchu |
X |
X |
X |
X |
|||
|
Vady (ultrazvuk nebo ekvivalent) |
X |
X |
X |
|
|||
|
Tvrdost kovových tlakových láhví a kovových vložek |
X |
X |
X |
|
|||
|
Zkouška hydrostatické odolnosti |
X |
X |
X |
X |
|||
|
Zkouška těsnosti |
|
|
|
X |
|||
|
Označení |
X |
X |
X |
X |
|||
|
|||||||
Tabulka 6.7
Změna konstrukce
|
Změna konstrukce |
Typ zkoušky |
||||||||||||||||||
|
Hydrostatické roztržení A.12 |
Cykl. při okolní teplotě: A.13 |
Vliv prostředí A.14 |
Oheň A.15 |
Průraz A.16 |
Tolerance vad A.17 |
Vysokotepl. tečení A.18 Roztržení namáháním A.19 Pádová zkouška A.20 |
Pronikání CNG A.21 Hrdlo ve zkrutu A.25 Cyklování A.27 |
PRD výkonnost A.24 |
|||||||||||
|
Výrobce vlákna |
X |
X |
|
|
|
|
X* |
X† |
|
||||||||||
|
Materiál kovové tlakové láhve nebo vložky |
X |
X |
X* |
X |
X* |
X |
X* |
|
|
||||||||||
|
Materiál plastové vložky |
|
X |
X |
|
|
|
|
X† |
|
||||||||||
|
Vlákenný materiál |
X |
X |
X |
X |
X |
X |
X |
X† |
|
||||||||||
|
Pryskyřičný materiál |
|
|
X |
|
X |
X |
X |
|
|
||||||||||
|
Změna průměru ≤ 20 % |
X |
X |
|
|
|
|
|
|
|
||||||||||
|
Změna průměru > 20 % |
X |
X |
|
X |
X* |
X |
|
|
|
||||||||||
|
Změna délky ≤ 50 % |
X |
|
|
X‡ |
|
|
|
|
|
||||||||||
|
Změna délky > 50 % |
X |
X |
|
X‡ |
|
|
|
|
|
||||||||||
|
Změna pracovního tlaku ≤ 20 %@ |
X |
X |
|
|
|
|
|
|
|
||||||||||
|
Tvar klenby |
X |
X |
|
|
|
|
|
X† |
|
||||||||||
|
Velikost otvoru |
X |
X |
|
|
|
|
|
|
|
||||||||||
|
Změna povlaku |
|
|
X |
|
|
|
|
|
|
||||||||||
|
Konstrukce hrdla |
|
|
|
|
|
|
|
X† |
|
||||||||||
|
Změna výrobního postupu |
X |
X |
|
|
|
|
|
|
|
||||||||||
|
Přetlakové zařízení |
|
|
|
X |
|
|
|
|
X |
||||||||||
|
|||||||||||||||||||
7. KOVOVÉ TLAKOVÉ LÁHVE TYPU CNG-1
7.1. Obecné
Návrh konstrukce musí stanovit maximální velikost přípustné vady v libovolném bodě tlakové láhve, která u tlakové láhve provozované při pracovním tlaku nevzroste na kritickou velikost během stanoveného období do opakování zkoušek nebo během životnosti, není-li stanoveno opakování zkoušek. Určení úniku před prasknutím musí být provedeno v souladu s vhodnými postupy definovanými v bodě A.6 (dodatek A této přílohy). Povolená velikost vady se určí v souladu s bodem 6.15.2 výše.
U tlakových láhví navržených v souladu s normou ISO 9809 a splňujících všechny požadavky uvedené normy se vyžaduje pouze splnění požadavků zkoušek materiálů podle bodu 6.3.2.4 výše a požadavků zkoušky technické způsobilosti podle bodu 7.5 níže, kromě bodů 7.5.2 a 7.5.3.
7.2. Analýza pevnosti
Napětí v tlakové láhvi se vypočtou pro 2 MPa, 20 MPa, zkušební tlak a projektovaný tlak při roztržení. Při výpočtech se použijí vhodné analytické postupy využívající teorii skořepinových těles, která bere v úvahu mimorovinný ohyb pláště, aby se zjistilo rozdělení napětí v hrdle, přechodových oblastech a válcové části tlakové láhve.
7.3. Požadavky na výrobní zkoušky
7.3.1. Obecné
Konce hliníkových tlakových láhví nesmí být uzavřeny tvářením. Základové konce ocelových tlakových láhví, které byly uzavřeny tvářením, kromě tlakových láhví navržených v souladu s ISO 9809, musí být zkontrolovány nedestruktivní zkouškou nebo rovnocenným způsobem. V procesu uzavření nesmí být na koncích přidáván kov. Každá tlaková láhev musí být zkontrolována před koncovým tvářením z hlediska tloušťky a konečné úpravy povrchu.
Po koncovém tváření se tlakové láhve tepelně zušlechtí na rozsah tvrdosti stanovený pro konstrukci. Lokální tepelné zušlechťování není povoleno.
Jsou-li dodávány hrdlový kroužek, základový kroužek nebo úchyty pro upevnění, musí být z materiálu slučitelného s materiálem tlakových láhví a musí být bezpečně připevněny jinou metodou než svařováním, tvrdým pájením nebo měkkým pájením.
7.3.2. Nedestruktivní zkouška
Následující zkoušky se provádí na každé kovové tlakové láhvi:
|
a) |
zkouška tvrdosti v souladu s bodem A.8 (dodatek A této přílohy); |
|
b) |
ultrazvuková kontrola v souladu s normou BS 5045, část 1, příloha I, nebo prokazatelně rovnocenná nedestruktivní zkouška, aby se zajistilo, že maximální velikost vady nepřesahuje velikost stanovenou v návrhu konstrukce a určenou v souladu s bodem 6.15.2 výše. |
7.3.3. Zkoušky hydrostatickým tlakem
Každá dokončená tlaková láhev se zkouší hydrostatickým tlakem v souladu s bodem A.11 (dodatek A této přílohy).
7.4. Zkoušky šarže tlakových láhví
Zkoušky šarže se provádí na dokončených tlakových láhvích, které jsou reprezentativní pro normální výrobu a označeny identifikačními značkami. Z každé šarže se namátkou vyberou dvě tlakové láhve. Je-li zkouškám podrobeno více tlakových láhví, než požaduje tato příloha, musí být zdokumentovány všechny výsledky. Na vybraných lahvích se provedou minimálně následující zkoušky:
|
a) |
Zkoušky materiálů šarže. Jedna tlaková láhev nebo tepelně zpracovaný doprovodný vzorek reprezentativní pro dokončenou tlakovou láhev se podrobí následujícím zkouškám:
U všech tlakových láhví zastoupených ve zkoušce šarže, které nesplní stanovené požadavky, se postupuje podle bodu 6.16 výše. Pokud povlak nesplní požadavky bodu A.9.2 (dodatek A této přílohy), musí být šarže plně (ze 100 %) zkontrolována, aby se odstranily obdobně vadné tlakové láhve. Povlak všech vadných tlakových láhví může být odstraněn a znovu nanesen. Zkouška povlaku šarže se poté musí opakovat. |
|
b) |
Zkouška šarže na roztržení. Jedna tlaková láhev se hydrostaticky natlakuje tak, aby došlo k jejímu roztržení podle bodu A.12 (dodatek A této přílohy). Je-li tlak při roztržení menší než minimální vypočtený tlak při roztržení, postupuje se podle bodu 6.16. |
|
c) |
Zkouška periodickým tlakovým cyklem. Dokončené tlakové láhve se podrobí tlakovému cyklu v souladu s bodem A.13 (dodatek A této přílohy) při zkušební frekvenci definované takto:
|
7.5. Zkoušky technické způsobilosti návrhu konstrukce tlakových láhví
7.5.1. Obecné
Zkoušky technické způsobilosti se provádí na dokončených tlakových láhvích, které jsou reprezentativní pro normální výrobu a označeny identifikačními značkami. Výběr, dosvědčení a dokumentace výsledků musí být v souladu s bodem 6.13.
7.5.2. Zkouška na roztržení hydrostatickým tlakem
Tři reprezentativní tlakové láhve se hydrostaticky natlakují tak, aby došlo k selhání v souladu s bodem A.12 (dodatek A této přílohy). Tlak v tlakové láhvi při roztržení musí překročit hodnotu minimálního tlaku při roztržení vypočtenou při analýze pevnosti konstrukce a musí být nejméně 45 MPa.
7.5.3. Zkouška tlakovým cyklem při teplotě okolí
Dvě dokončené tlakové láhve se podrobí tlakovému cyklu při okolní teplotě v souladu s bodem A.13 (dodatek A této přílohy), a to do selhání nebo do minimálního počtu 45 000 cyklů. Tlakové láhve nesmí selhat před dosažením počtu cyklů rovného stanovené životnosti v rocích násobené 1 000. Po dosažení počtu cyklů rovného stanovené životnosti v rocích násobené 1 000 se selhání tlakových lahví musí projevit únikem, nikoliv roztržením. Tlakové láhve, které neselžou v průběhu 45 000 cyklů, se zničí buď pokračováním v cyklování, až dojde k selhání, nebo hydrostatickým přetlakováním do roztržení. Zaznamená se počet cyklů do selhání a místo počátku selhání.
7.5.4. Zkouška ohněm
Zkoušky se provádí v souladu s bodem A.15 (dodatek A této přílohy) a musí splnit požadavky tam uvedené.
7.5.5. Zkouška průrazem
Zkouška se provádí v souladu s bodem A.16 (dodatek A této přílohy) a musí splnit požadavky tam uvedené.
7.5.6. Únik před prasknutím
Pro konstrukce tlakových láhví, které při zkouškách dle bodu 7.5.3 výše nepřesáhnou 45 000 cyklů, musí být provedeny zkoušky na únik před prasknutím podle bodu A.6 dodatku A této přílohy a musí být splněny požadavky tam uvedené.
8. TLAKOVÉ LÁHVE TYPU CNG-2 S OBRUČOVITÝM OVINUTÍM
8.1. Obecné
Při tlakování se tento typ konstrukce tlakové láhve chová tak, že se posuvy kompozitního ovinutí a kovové vložky lineárně superponují. Vzhledem k různým postupům výroby neuvádí tato příloha konkrétní metodu pro návrh konstrukce.
Určení úniku před prasknutím musí být v souladu s příslušnými postupy definovanými v bodě A.6 (dodatek A této přílohy). Povolená velikost vady se určí v souladu s bodem 6.15.2 výše.
8.2. Požadavky na konstrukci
8.2.1. Kovová vložka
Kovová vložka musí mít minimální skutečný tlak při roztržení 26 MPa.
8.2.2. Kompozitní ovinutí
Napětí v tahu ve vláknech musí splňovat požadavky bodu 6.5.
8.2.3. Analýza pevnosti
Vypočtou se napětí kompozitního ovinutí a vložky po předepnutí. Tlaky použité pro tyto výpočty musí být nula, 2 MPa, 20 MPa, zkušební tlak a projektovaný tlak při roztržení. Při výpočtech se použijí vhodné analytické postupy využívající teorie tenkostěnných těles, která bere v úvahu nelineární chování materiálu vložky, aby se určilo rozdělení napětí v hrdle, přechodových oblastech a válcové části vložky.
U konstrukcí, které používají k zajištění předpětí autofretáž, se vypočtou meze, v jejichž rámci musí ležet tlak při autofretáži.
U konstrukcí, které k zajištění předpětí používají navíjení při řízeném napětí, se vypočte teplota, při které se navíjení provádí, napětí potřebné v každé vrstvě kompozitu a výsledné předpětí vložky.
8.3. Požadavky na výrobu
8.3.1. Obecné
Kompozitní tlaková láhev musí být vyrobena z vložky ovinuté spojitým vláknem. Operace navíjení vlákna musí být řízeny počítačem nebo mechanicky. Vlákna musí být navíjena při řízeném napětí. Po dokončení navíjení musí být termosetická pryskyřice vytvrzena zahřátím s použitím předem stanoveného a řízeného časového a teplotního profilu.
8.3.2. Vložka
Výroba kovové vložky musí splňovat požadavky uvedené výše v bodě 7.3 pro příslušný typ konstrukce vložky.
8.3.3. Ovinutí
Tlakové láhve musí být vyráběny na strojích pro navíjení vlákna. Během navíjení musí být významné proměnné sledovány se stanovenými tolerancemi a zdokumentovány v záznamu o navíjení. Uvedené proměnné mohou zahrnovat zejména:
|
a) |
typ vlákna, včetně rozměrů; |
|
b) |
způsob impregnace; |
|
c) |
navíjecí napětí; |
|
d) |
navíjecí rychlost; |
|
e) |
počet přástů; |
|
f) |
šířku pásu; |
|
g) |
typ a složení pryskyřice; |
|
h) |
teplotu pryskyřice; |
|
i) |
teplotu vložky. |
8.3.3.1. Vytvrzování termosetických pryskyřic
Je-li použita termosetická pryskyřice, musí být po navinutí vlákna vytvrzena. Během vytvrzování se dokumentuje cyklus vytvrzování (tj. historie teplot v čase).
Teplota vytvrzování musí být řízena a nesmí ovlivnit vlastnosti materiálu vložky. Maximální teplota vytvrzování pro tlakové láhve s hliníkovými vložkami je 177 °C.
8.3.4. Autofretáž
Je-li použita autofretáž, provádí se před zkouškou hydrostatickým tlakem. Tlak autofretáže musí ležet v rámci mezí stanovených výše v bodě 8.2.3 a výrobce stanoví metodu ověření příslušného tlaku.
8.4. Požadavky na výrobní zkoušky
8.4.1. Nedestruktivní zkouška
Nedestruktivní zkoušky se provádí v souladu s uznávanou normou ISO nebo rovnocennou normou. Na každé kovové vložce se provádí následující zkoušky:
|
a) |
zkouška tvrdosti v souladu s bodem A.8 (dodatek A této přílohy); |
|
b) |
ultrazvuková kontrola v souladu s normou BS 5045, část 1, příloha 1B nebo prokazatelně rovnocenná nedestruktivní zkouška, aby se zajistilo, že maximální velikost vady nepřesahuje velikost stanovenou v návrhu konstrukce. |
8.4.2. Zkoušky hydrostatickým tlakem
Každá dokončená tlaková láhev se zkouší hydrostatickým tlakem v souladu s bodem A.11 (dodatek A této přílohy). Výrobce definuje příslušnou mez trvalého objemového roztažení pro použitý zkušební tlak, ale v žádném případě nesmí trvalé roztažení přesáhnout 5 % celkové objemové roztažnosti při zkušebním tlaku. Veškeré tlakové láhve, které nesplní definovanou mez pro vyřazení, musí být vyřazeny a buď zničeny, nebo použity pro účely zkoušky šarže.
8.5. Zkoušky šarže tlakových láhví
8.5.1. Obecné
Zkoušky šarže se provádí na dokončených tlakových láhvích, které jsou reprezentativní pro normální výrobu a označeny identifikačními značkami. Z každé šarže se namátkou vyberou dvě tlakové láhve, případně tlaková láhev a vložka. Je-li zkouškám podrobeno více tlakových láhví, než požaduje tato příloha, musí být zdokumentovány všechny výsledky. Na vybraných lahvích se provedou minimálně následující zkoušky:
Jsou-li před provedením autofretáže a zkoušky hydrostatickým tlakem zjištěny vady ovinutí, může být ovinutí zcela odstraněno a vyměněno.
|
a) |
Zkoušky materiálů šarže. Jedna tlaková láhev nebo vložka či tepelně zušlechtěný doprovodný vzorek reprezentativní pro dokončenou tlakovou láhev se podrobí následujícím zkouškám:
Pokud povlak nesplní požadavky bodu A.9.2 (dodatek A této přílohy), musí být šarže plně (ze 100 %) zkontrolována, aby se odstranily obdobně vadné tlakové láhve. Povlak všech vadných tlakových láhví může být odstraněn způsobem, který neovlivní celistvost kompozitního ovinutí, a znovu nanesen. Zkouška povlaku šarže se poté musí opakovat. |
|
b) |
Zkouška šarže na roztržení. Jedna tlaková láhev se zkouší v souladu s požadavky bodu 7.4 písm. b) výše. |
|
c) |
Zkouška periodickým tlakovým cyklem. V souladu s požadavky bodu 7.4 písm. c) výše. |
8.6. Zkoušky technické způsobilosti návrhu konstrukce tlakových láhví
8.6.1. Obecné
Zkoušky technické způsobilosti se provádí na dokončených tlakových láhvích, které jsou reprezentativní pro normální výrobu a označeny identifikačními značkami. Výběr, dosvědčení a dokumentace výsledků musí být v souladu s bodem 6.13.
8.6.2. Zkouška na roztržení hydrostatickým tlakem
|
a) |
jedna vložka se hydrostaticky roztrhne v souladu s bodem A.12 (dodatek A této přílohy). Tlak při roztržení musí překročit minimální tlak při roztržení stanovený pro návrh konstrukce vložky; |
|
b) |
jedna vložka se hydrostaticky roztrhne v souladu s bodem A.12 (dodatek A této přílohy). Tlak v tlakové láhvi při roztržení musí překročit minimální tlak při roztržení určený analýzou pevnosti konstrukce v souladu s tabulkou 6.3 a v žádném případě nesmí být nižší než hodnota potřebná ke splnění požadavků poměru napětí podle bodu 6.5 výše. |
8.6.3. Zkouška tlakovým cyklem při teplotě okolí
Dvě dokončené tlakové láhve se podrobí tlakovému cyklu při okolní teplotě v souladu s bodem A.13 (dodatek A této přílohy), a to do selhání nebo do minimálního počtu 45 000 cyklů. Tlakové láhve nesmí selhat před dosažením počtu cyklů rovného stanovené životnosti v rocích násobené 1 000. Tlakové láhve, které přesáhnou počet cyklů rovný stanovené životnosti v rocích násobené 1 000, musí selhat únikem, nikoli roztržením. Tlakové láhve, které neselžou v průběhu 45 000 cyklů, se zničí buď pokračováním v cyklování, až dojde k selhání, nebo hydrostatickým přetlakováním do roztržení. Tlakové láhve, které přesáhnou 45 000 cyklů, smí selhat roztržením. Zaznamená se počet cyklů do selhání a místo počátku selhání.
8.6.4. Zkouška v kyselém prostředí
Jedna tlaková láhev se zkouší v souladu s bodem A.14 (dodatek A této přílohy) a musí splnit požadavky tam uvedené. Nepovinná zkouška na vlivy prostředí je uvedena v informativním dodatku H této přílohy.
8.6.5. Zkouška ohněm
Jedna tlaková láhev se zkouší v souladu s bodem A.15 (dodatek A této přílohy) a musí splnit požadavky tam uvedené.
8.6.6. Zkouška průrazem
Jedna tlaková láhev se zkouší v souladu s bodem A.16 (dodatek A této přílohy) a musí splnit požadavky tam uvedené.
8.6.7. Zkoušky tolerancí vad
Jedna tlaková láhev se zkouší v souladu s bodem A.17 (dodatek A této přílohy) a musí splnit požadavky tam uvedené.
8.6.8. Zkouška na vysokoteplotní tečení
U konstrukcí, kde teplota skelného přechodu pryskyřice nepřesahuje maximální projektovanou teplotu materiálu alespoň o 20 °C, se jedna tlaková láhev zkouší v souladu s bodem A.18 (dodatek A této přílohy) a musí splnit požadavky tam uvedené.
8.6.9. Zrychlená zkouška na roztržení při namáhání
Jedna tlaková láhev se zkouší v souladu s bodem A.19 (dodatek A této přílohy) a musí splnit požadavky tam uvedené.
8.6.10. Únik před prasknutím
Pro konstrukce tlakových láhví, které při zkouškách dle bodu 8.6.3 výše nepřesáhnou 45 000 cyklů, musí být provedeny zkoušky na únik před prasknutím podle bodu A.6 dodatku A této přílohy a musí být splněny požadavky tam uvedené.
8.6.11. Zkouška tlakovým cyklem při mezních teplotách
Jedna dokončená tlaková láhev se zkouší v souladu s bodem A.7 (dodatek A této přílohy) a musí splnit požadavky tam uvedené.
9. TLAKOVÉ LÁHVE TYPU CNG-3 S PLNÝM OVINUTÍM
9.1. Obecné
Během vytváření přetlaku se tento typ tlakové láhve chová tak, že posuny kompozitního ovinutí a vložky se superponují. Vzhledem k různým postupům výroby neuvádí tato příloha konkrétní metodu pro návrh konstrukce; určení úniku před prasknutím musí být v souladu s příslušnými postupy definovanými v bodě A.6 (dodatek A této přílohy). Povolená velikost vady se určí v souladu s bodem 6.15.2 výše.
9.2. Požadavky na konstrukci
9.2.1. Kovová vložka
Tlakové napětí ve vložce při nulovém tlaku a 15 °C nesmí způsobovat zkroucení nebo zvrásnění vložky.
9.2.2. Kompozitní ovinutí
Napětí v tahu ve vláknech musí splňovat požadavky bodu 6.5.
9.2.3. Analýza pevnosti
Vypočtou se napětí v tangenciálním a podélném směru tlakové láhve v kompozitu a ve vložce po natlakování. Tlak použitý pro tyto výpočty musí být nula, pracovní tlak, 10 % pracovního tlaku, zkušební tlak a projektovaný tlak při roztržení. Vypočtou se meze, v nichž musí ležet tlak při autofretáži. Při výpočtech se použijí vhodné analytické postupy využívající teorie tenkostěnných těles, která bere v úvahu nelineární chování materiálu vložky, aby se určilo rozdělení napětí v hrdle, přechodových oblastech a válcové části vložky.
9.3. Požadavky na výrobu
Požadavky na výrobu musí být v souladu s bodem 8.3 s tou výjimkou, že ovinutí zahrnuje také šroubovitě vinutá vlákna.
9.4. Požadavky na výrobní zkoušky
Požadavky na výrobní zkoušky musí být v souladu s požadavky bodu 8.4.
9.5. Zkoušky šarže tlakových láhví
Zkoušky šarže musí být v souladu s požadavky bodu 8.5.
9.6. Zkoušky technické způsobilosti návrhu konstrukce tlakových láhví
Zkoušky technické způsobilosti návrhu konstrukce tlakových láhví musí být v souladu s požadavky bodu 8.6 a bodu 9.6.1 s tou výjimkou, že se nepožaduje zkouška na roztržení vložky dle bodu 8.6.
9.6.1. Pádová zkouška
Alespoň jedna dokončená tlaková láhev se zkouší pádem v souladu s bodem A.30 (dodatek A této přílohy).
10. TLAKOVÉ LÁHVE TYPU CNG-4 PLNĚ KOMPOZITNÍ
10.1. Obecné
Tato příloha neuvádí konkrétní metodu pro návrh konstrukce tlakových láhví s polymerickými vložkami vzhledem k rozmanitosti možných konstrukcí tlakových láhví.
10.2. Požadavky na konstrukci
Přiměřenost návrhu konstrukce se doloží konstrukčními výpočty. Napětí v tahu ve vláknech musí splňovat požadavky bodu 6.5.
U kovových přípojných hrdel musí být použity kuželovité a válcovité závity v souladu s bodem 6.10.2 nebo 6.10.3.
Kovová přípojná hrdla s otvory opatřenými závitem musí být schopna odolat krouticí síle 500 Nm, aniž by došlo k porušení celistvosti spojení s nekovovou vložkou. Kovová hrdla připojená k nekovové vložce musí být z materiálu slučitelného s provozními podmínkami stanovenými v bodě 4 této přílohy.
10.3. Analýza pevnosti
Vypočtou se napětí v tangenciálním a podélném směru tlakové láhve v kompozitu a ve vložce. Tlaky použité pro tyto výpočty musí být nula, pracovní tlak, zkušební tlak a projektovaný tlak při roztržení. Při výpočtech se použijí vhodné analytické postupy, aby se zjistilo rozdělení napětí po celé tlakové láhvi.
10.4. Požadavky na výrobu
Požadavky na výrobu musí být v souladu s bodem 8.3 s tou výjimkou, že teplota vytvrzování pro termosetické pryskyřice musí být nejméně o 10 °C nižší než teplota změknutí plastové vložky.
10.5. Požadavky na výrobní zkoušky
10.5.1. Zkoušky hydrostatickým tlakem
Každá dokončená tlaková láhev se zkouší hydrostatickým tlakem v souladu s bodem A.11 (dodatek A této přílohy). Výrobce stanoví příslušnou mez pružné roztažnosti pro použitý zkušební tlak, ale v žádném případě nesmí pružná roztažnost žádné tlakové láhve přesahovat průměrnou hodnotu šarže o více než 10 %. Veškeré tlakové láhve, které nesplní definovanou mez pro vyřazení, musí být vyřazeny a buď zničeny, nebo použity pro účely zkoušky šarže.
10.5.2. Zkoušky těsnosti
Každá dokončená tlaková láhev se zkouší na těsnost v souladu s bodem A.10 (dodatek A této přílohy) a musí splnit požadavky tam uvedené.
10.6. Zkoušky šarže tlakových láhví
10.6.1. Obecné
Zkoušky šarže se provádí na dokončených tlakových láhvích, které jsou reprezentativní pro normální výrobu a označeny identifikačními značkami. Namátkou se vybere jedna tlaková láhev z každé šarže. Je-li zkouškám podrobeno více tlakových láhví, než požaduje tato příloha, musí být zdokumentovány všechny výsledky. Na vybraných lahvích se provedou minimálně následující zkoušky:
|
a) |
Zkouška materiálů šarže Jedna tlaková láhev, nebo vložka, nebo doprovodný vzorek reprezentativní pro dokončenou tlakovou láhev se podrobí následujícím zkouškám:
|
|
b) |
Zkouška šarže na roztržení Jedna tlaková láhev se zkouší v souladu s požadavky bodu 7.4 písm. b) výše. |
|
c) |
Zkouška periodickým tlakovým cyklem Přípojné hrdlo jedné tlakové láhve se zkouší krouticím momentem 500 Nm v souladu se zkušební metodou uvedenou v bodě A.25 (dodatek A této přílohy). Tlaková láhev se pak podrobí zkoušce tlakovým cyklem v souladu s postupy stanovenými v bodě 7.4 písm. c) výše. Po požadovaném počtu tlakových cyklů se tlaková láhev zkouší na těsnost v souladu s metodou popsanou v bodě A.10 (dodatek A této přílohy) a musí splnit požadavky tam uvedené. |
10.7. Zkoušky technické způsobilosti návrhu konstrukce tlakových láhví
10.7.1. Obecné
Zkoušky technické způsobilosti návrhu konstrukce tlakových láhví musí být v souladu s požadavky bodů 8.6, 10.7.2, 10.7.3 a 10.7.4 této přílohy s výjimkou, že není požadována zkouška na únik před prasknutím dle bodu 8.6.10.
10.7.2. Zkouška hrdla ve zkrutu
Jedna tlaková láhev se zkouší v souladu s bodem A.25 (dodatek A této přílohy).
10.7.3. Zkouška prostupnosti
Jedna tlaková láhev se zkouší v souladu s bodem A.21 (dodatek A této přílohy) a musí splnit požadavky tam uvedené.
10.7.4. Zkouška cyklem se zemním plynem
Jedna tlaková láhev se zkouší v souladu s bodem A.27 (dodatek A této přílohy) a musí splnit požadavky tam uvedené.
11. OZNAČENÍ
11.1. Provedení značení
Na každé tlakové láhvi zajistí výrobce zřetelné trvalé značení nejméně 6 mm vysoké. Značení se provede buď pomocí štítků zapracovaných do pryskyřičných povlaků, štítků přilepených lepidlem, nízkotlakých razidel použitých na zesílených koncích konstrukcí typu CNG-1 a CNG-2, nebo libovolné kombinace uvedených způsobů. Samolepící štítky a jejich použití musí být v souladu s ISO 7225 nebo s rovnocennou normou. Je povoleno použití několika štítků, které by měly být umístěny tak, aby nebyly zakryty montážními konzolami. Každá tlaková láhev, která je v souladu s touto přílohou, musí být označena takto:
|
a) |
Povinné informace:
|
|
b) |
Nepovinné informace:
|
12. PŘÍPRAVA NA EXPEDICI
Před expedicí z dílny výrobce musí být každá tlaková láhev uvnitř čistá a vysušená. Tlakové láhve, které nejsou okamžitě uzavřeny armaturou ventilu a případně bezpečnostními zařízeními, musí mít ve všech otvorech zátky, které brání přístupu vlhkosti a chrání závity. Do všech ocelových tlakových láhví a vložek se před expedicí nastříká antikorozní přípravek (např. obsahující olej).
Kupujícímu musí být dodány provozní pokyny výrobce a všechny informace potřebné k zajištění správné manipulace s tlakovou láhví, jejího používání a kontrol za provozu. Provozní pokyny musí být v souladu s dodatkem D této přílohy.
(1) Není požadováno, pokud se použije přístup založený na zkoušce vadné tlakové láhve dle bodu A.7 dodatku A této přílohy.
(2) Datum skončení doby použitelnosti nesmí přesáhnout stanovenou životnost. Datum skončení doby použitelnosti může být na tlakovou láhev vyznačeno při expedici za předpokladu, že tlakové láhve byly skladovány na suchém místě bez vnitřního tlaku.
Dodatek A
ZKUŠEBNÍ METODY
A.1 ZKOUŠKY TAHEM – OCEL A HLINÍK
Zkouška tahem se provádí na materiálu odebraném z válcové části dokončené tlakové láhve, přičemž se použije obdélníkový zkušební vzorek tvarovaný v souladu s metodou popsanou v ISO 9809 pro ocel a v ISO 7866 pro hliník. U tlakových láhví opatřených vložkami ze svařované nerezové oceli se zkoušky tahem provedou také u materiálu odebraného ze svarů v souladu s metodou popsanou v bodě 8.4 normy EN 13322-2. Dvě plochy zkušebního vzorku, které představují vnitřní a vnější povrch tlakové láhve, nesmí být obrobeny. Zkouška tahem se provádí v souladu s ISO 6892.
Poznámka – Upozorňujeme na metodu měření délkového prodloužení popsanou v ISO 6892, zvláště v případech, kdy je vzorek pro zkoušku tahem zkosený, následkem čehož je místo lomu mimo střed délky měřidla.
A.2 RÁZOVÁ ZKOUŠKA – OCELOVÉ TLAKOVÉ LÁHVE A OCELOVÉ VLOŽKY
Rázová zkouška se provádí na třech zkušebních vzorcích materiálu odebraného z válcové části dokončené tlakové láhve v souladu s ISO 148. Vzorky pro rázovou zkoušku musí být odebrány ze stěny tlakové láhve ve směru, který požaduje tabulka 6.2 přílohy 3 A. U tlakových láhví opatřených vložkami ze svařované nerezové oceli se zkoušky tahem provedou také u materiálu odebraného ze svarů v souladu s metodou popsanou v bodě 8.6 normy EN 13322-2. Vrub musí být kolmý k povrchu stěn lahve. Pro podélné zkoušky musí být zkušební vzorek celý strojově obroben (na šesti stranách); pokud tloušťka stěny neumožňuje odebrat vzorek s konečnou šířkou 10 mm, musí být šířka co možná nejblíže jmenovité tloušťce stěny tlakové láhve. Zkušební vzorky odebrané v příčném směru se strojově obrobí pouze na čtyřech stranách, vnitřní a vnější plocha stěny tlakové láhve zůstane neobrobená.
A.3 ZKOUŠKA ODOLNOSTI VŮČI KOROZNÍMU PRASKÁNÍ VYVOLANÉMU SIRNÍKEM – OCEL
S výjimkou dále uvedeného se zkoušky provádí v souladu se standardními postupy při zkoušce tahem metodou A-NACE, jak uvádí norma NACE TM0177-96. Zkoušky se provádí minimálně na třech zkušebních vzorcích pro zkoušky tahem s měrným průměrem 3,81 mm (0,150 palců) získaných ze stěny dokončené tlakové láhve nebo vložky. Vzorky se vystaví konstantnímu zatížení tahem rovnému 60 % stanovené minimální meze kluzu pro ocel a ponoří do roztoku destilované vody tlumeného 0,5 % (hmotnostními) trihydrátu octanu sodného a upraveného kyselinou octovou na počáteční pH 4,0.
Roztok se při pokojové teplotě a tlaku nepřetržitě sytí pomocí sirovodíku o tlaku 0,414 kPa (vyrovnání dusíkem). Nesmí dojít k selhání zkoušených vzorků po dobu trvání zkoušky, tj. 144 hodin.
A.4 ZKOUŠKY ODOLNOSTI PROTI KOROZI – HLINÍK
Zkoušky odolnosti proti korozi pro slitiny hliníku se provádí v souladu s přílohou A normy ISO/DIS 7866 a musí být splněny požadavky tam uvedené.
A.5 ZKOUŠKY NA TVORBU TRHLIN PŘI DLOUHODOBÉM ZATÍŽENÍ – HLINÍK
Odolnost vůči vzniku trhlin při dlouhodobém zatížení se zkouší v souladu s přílohou D normy ISO/DIS 7866 a musí být splněny požadavky tam uvedené.
A.6 ZKOUŠKA NA ÚNIK PŘED PRASKNUTÍM
Tři dokončené tlakové láhve se podrobí tlakovému cyklu mezi nejvýše 2 MPa a nejméně 30 MPa, a to při rychlosti nepřesahující 10 cyklů za minutu.
Všechny tlakové láhve musí selhat únikem.
A.7 ZKOUŠKA TLAKOVÝM CYKLEM PŘI MEZNÍCH TEPLOTÁCH
Dokončené tlakové láhve s kompozitním ovinutím a bez jakéhokoli ochranného povlaku nesmí při zkoušce tlakovým cyklem vykazovat známky roztržení, úniku nebo roztřepení vlákna; postupuje se takto:
|
a) |
láhve se klimatizují 48 hodin při nulovém tlaku, teplotě 65 °C nebo vyšší a relativní vlhkosti 95 % nebo vyšší. Záměr tohoto požadavku bude považován za splněný postříkáním jemným postřikem nebo vodním aerosolem v komoře udržované na 65 °C; |
|
b) |
láhve se hydrostaticky tlakují; počet cyklů je roven 500násobku stanovené životnosti v rocích a tlak se střídá mezi nejvýše 2 MPa a nejméně 26 MPa při teplotě 65 °C nebo vyšší a vlhkosti 95 %; |
|
c) |
láhve se stabilizují při nulovém tlaku a teplotě okolí; |
|
d) |
poté se láhve tlakují mezi nejvýše 2 MPa a nejméně 20 MPa, s počtem cyklů rovným 500násobku stanovené životnosti v rocích a při teplotě – 40 °C nebo nižší. |
Rychlost tlakového cyklu dle bodu b) nesmí přesáhnout 10 cyklů za minutu. Rychlost tlakového cyklu dle bodu d) nesmí přesáhnout 3 cykly za minutu, není-li přímo v tlakové láhvi zabudován tlakový převodník. Musí být zajištěno přiměřené záznamové přístrojové vybavení, aby se během cyklů při nízké teplotě zajistilo udržování minimální teploty kapaliny.
Po tlakovém cyklu při mezních teplotách musí být tlakové láhve hydrostaticky přetlakovány k roztržení v souladu s požadavky zkoušky na roztržení hydrostatickým tlakem a musí dosáhnout minimálního tlaku při roztržení ve výši 85 % minimálního projektovaného tlaku při roztržení. U konstrukcí typu CNG-4 se před zkouškou na roztržení hydrostatickým tlakem tlaková láhev zkouší na těsnost v souladu s bodem A.10 níže.
A.8 ZKOUŠKA TVRDOSTI PODLE BRINELLA
Zkoušky tvrdosti se provádí ve středu rovnoběžné stěny a na klenutém konci každé tlakové láhve nebo vložky v souladu s ISO 6506. Zkouška se provádí po konečném tepelném zušlechťování a takto zjištěné hodnoty tvrdosti musí být v rozsahu stanoveném v návrhu konstrukce.
A.9 ZKOUŠKY POVLAKU (POVINNÉ, JE-LI POUŽIT BOD 6.12 PÍSM. c) PŘÍLOHY 3A)
A.9.1 Zkoušky vlastností povlaku
Povlaky se hodnotí pomocí následujících zkušebních metod nebo se použijí rovnocenné vnitrostátní normy.
|
a) |
Zkoušky přilnavosti v souladu s ISO 4624 pomocí metody A nebo B. Povlak musí vykazovat přilnavost 4A nebo 4B. |
|
b) |
Pružnost v souladu s normou ASTM D522 „Zkouška ohebnosti připevněných organických povlaků na trnu“ pomocí zkušební metody B s trnem velikosti 12,7 mm (0,5 palce) při stanovené tloušťce a teplotě – 20 °C. Vzorky pro zkoušku pružnosti musí být připraveny v souladu s normou ASTM D522. Nesmí vzniknout žádné vizuálně patrné trhliny. |
|
c) |
Odolnost vůči nárazu v souladu s ASTM D2794 „Metoda zkoušky odolnosti organických povlaků proti účinkům rychlé deformace (nárazu)“. Povlak musí při pokojové teplotě úspěšně obstát při zkoušce čelním rázem ve výši 18 J (160 palců-liber). |
|
d) |
Chemická odolnost při zkoušení v obecném souladu s normou ASTM D1308 „Účinky chemikálií pro domácnost na čiré a pigmentované organické povrchové úpravy“. Zkoušky se provádí pomocí zkušební metody pro otevřený prostor a 100hodinového působení 30 % roztoku kyseliny sírové (akumulátorové kyseliny s měrnou hmotností 1,219) a 24hodinového působení polyalkalenu glykolu (např. brzdová kapalina). Nesmí se objevit žádné známky zvedání, tvorby puchýřů nebo měknutí povlaku. Přilnavost musí při zkoušce v souladu s normou ASTM D3359 dosáhnout hodnocení 3. |
|
e) |
Minimálně 1 000 hodin vystavení v souladu s normou ASTM G53 „Standardní postup ovládání přístroje na vystavení vlivům světla a vody (fluorescenční typ v ultrafialovém spektru – kondenzační) pro expozici nekovových materiálů“. Nesmí se objevit žádné známky tvorby puchýřů a přilnavost musí při zkoušce v souladu s normou ISO 4624 splňovat hodnocení 3. Maximální povolená ztráta lesku je 20 %. |
|
f) |
Minimálně 500 hodinová expozice v souladu s ASTM B117 „Zkušební metoda pro zkoušky solným postřikem (mlhou)“. Podleptání nesmí přesáhnout 3 mm na vyryté značce, nesmí se objevit žádné známky tvorby puchýřů a přilnavost musí při zkoušení v souladu s normou ASTM D3359 splňovat hodnocení 3. |
|
g) |
Odolnost vůči odštěpování při pokojové teplotě podle normy ASTM D3170 „Odolnost povrchových úprav proti odštěpování“. Povlak musí dosáhnout hodnocení 7A nebo lepšího a nesmí dojít k žádnému obnažení podkladu. |
A.9.2 Zkoušky povlaku šarže
|
a) |
Tloušťka povlaku Tloušťka povlaku musí při zkoušce podle normy ISO 2808 splňovat požadavky návrhu konstrukce. |
|
b) |
Přilnavost povlaku Přilnavost povlaku se měří podle normy ISO 4624 a musí při měření pomocí zkušební metody A nebo B dosáhnout minimálně hodnoty 4. |
A.10 ZKOUŠKA TĚSNOSTI
Konstrukce typu CNG-4 se zkouší na těsnost následujícím způsobem (nebo přijatelným alternativním způsobem):
|
a) |
tlakové láhve se důkladně vysuší a natlakují na pracovní tlak suchým vzduchem nebo dusíkem obsahujícím detekovatelný plyn, například hélium; |
|
b) |
jakýkoli únik měřený v libovolném bodě, který překročí 0,004 standardního cm3/hod, je důvodem pro vyřazení. |
A.11 HYDRAULICKÁ ZKOUŠKA
Použije se jedna z následujících dvou možností:
Možnost 1: Zkouška vodním pláštěm
|
a) |
Tlaková láhev se hydrostaticky zkouší při nejméně 1,5násobku pracovního tlaku. V žádném případě nesmí zkušební tlak přesáhnout tlak při autofretáži. |
|
b) |
Tlak se udržuje po dostatečně dlouhou dobu (nejméně 30 sekund), aby se zajistilo úplné roztažení. Jakýkoli vnitřní tlak aplikovaný po autofretáži a před hydrostatickou zkouškou nesmí přesáhnout 90 % tlaku hydrostatické zkoušky. Nelze-li zkušební tlak udržovat kvůli poruše zkušebního přístroje, je přípustné opakovat zkoušku při tlaku zvýšeném o 700 kPa. Nejsou povoleny více než 2 opakované zkoušky. |
|
c) |
Výrobce stanoví přiměřenou mez trvalého objemového roztažení pro použitý zkušební tlak, ale v žádném případě nesmí trvalé roztažení přesáhnout 5 % celkové objemové roztažnosti měřené při zkušebním tlaku. Pro konstrukce typu CNG-4 musí být pružná roztažnost zjištěna výrobcem. Veškeré tlakové láhve, které nesplní definovanou mez pro vyřazení, musí být vyřazeny a buď zničeny, nebo použity pro účely zkoušky šarže. |
Možnost 2: Zkouška zkušebním tlakem
Hydrostatický tlak v tlakové láhvi se postupně a pravidelně zvyšuje, až dosáhne zkušebního tlaku, který se rovná nejméně 1,5 násobku pracovního tlaku. Zkušební tlak v tlakové láhvi se udržuje po dostatečně dlouhou dobu (nejméně 30 sekund), aby se prokázalo, že neexistuje tendence snižování tlaku a že je zaručena nepropustnost.
A.12 ZKOUŠKA NA ROZTRŽENÍ HYDROSTATICKÝM TLAKEM
|
a) |
Při tlacích přesahujících 80 % projektovaného tlaku při roztržení nesmí rychlost vytváření přetlaku přesáhnout 1,4 MPa za sekundu (200 psi/s). Pokud rychlost tlakování při tlacích přesahujících 80 % projektovaného tlaku při roztržení přesáhne 350 kPa/s (50 psi/s), potom buď musí být tlaková láhev umístěna schematicky mezi zdroj tlaku a zařízení pro měření tlaku, nebo musí být při minimálním projektovaném tlaku při roztržení provedeno pětisekundové pozastavení. |
|
b) |
Minimální požadovaný (vypočtený) tlak při roztržení musí být nejméně 45 MPa a v žádném případě méně než hodnota potřebná ke splnění požadavků na poměr napětí. Skutečný tlak při roztržení se zaznamená. K roztržení může dojít buď ve válcové oblasti, nebo v klenuté oblasti tlakové láhve. |
A.13 TLAKOVÝ CYKLUS PŘI TEPLOTĚ OKOLÍ
Tlakový cyklus musí být proveden v souladu s následujícím postupem:
|
a) |
zkoušená tlaková láhev se naplní kapalinou nezpůsobující korozi, jako je např. olej, inhibovaná voda nebo glykol; |
|
b) |
tlak v láhvi se cykluje mezi nejvýše 2 MPa a nejméně 26 MPa rychlostí nepřesahující 10 cyklů za minutu. |
Zaznamená se počet cyklů do selhání s místem a popisem počátku selhání.
A.14 ZKOUŠKA V KYSELÉM PROSTŘEDÍ
Dokončená tlaková láhev se podrobí zkoušce podle tohoto postupu:
|
a) |
plocha o průměru 150 mm na povrchu tlakové láhve se vystaví po dobu 100 hodin působení 30 % roztoku kyseliny sírové (akumulátorové kyseliny s měrnou hmotností 1,219), přičemž se v tlakové láhvi udržuje tlak 26 MPa; |
|
b) |
poté se tlaková láhev roztrhne v souladu s postupem definovaným v bodě A.12 a musí dosáhnout tlaku při roztržení přesahujícího 85 % minimálního projektovaného tlaku při roztržení. |
A.15 ZKOUŠKA OHNĚM
A.15.1 Obecné
Zkoušky ohněm mají za cíl prokázat, že u dokončených tlakových láhví vybavených systémem ochrany před ohněm (ventil tlakové láhve, přetlaková zařízení a/nebo integrální tepelná izolace) uvedeným v návrhu konstrukce nedojde k roztržení během zkoušení ohněm za stanovených podmínek. Zkoušky ohněm se musí provádět s nejvyšší opatrností pro případ, že by došlo k roztržení tlakové láhve.
A.15.2 Příprava tlakové láhve
Tlakové láhve se umístí vodorovně tak, aby jejich dna byla přibližně 100 mm nad zdrojem ohně.
Použije se kovový ochranný kryt, aby se zabránilo přímému působení plamene na ventily, fitinky a/nebo přetlaková zařízení tlakové láhve. Kovový ochranný kryt nesmí být v přímém kontaktu se stanoveným systémem ochrany před ohněm (přetlakové zařízení nebo ventil tlakové láhve). Jakékoli selhání ventilu, armatury nebo potrubí, které nejsou součástí zamýšleného systému ochrany pro danou konstrukci, během zkoušky činí výsledek zkoušky neplatným.
A.15.3 Zdroj ohně
Rovnoměrný zdroj ohně o délce 1,65 m musí zajistit přímé působení plamene na povrch tlakové láhve po celém jejím průměru.
Pro zdroj ohně lze použít libovolné palivo za předpokladu, že poskytuje rovnoměrný žár dostatečný k udržení stanovených zkušebních teplot až do vypuštění tlakové láhve. Výběr paliva by měl vzít v úvahu otázku znečištění ovzduší. Uspořádání ohně se dostatečně podrobně zaznamená, aby se zajistila reprodukovatelnost rychlosti přívodu tepla do tlakové láhve. Jakékoli selhání nebo nestálost zdroje ohně během zkoušky činí výsledek neplatným.
A.15.4 Měření teploty a tlaku
Teplota povrchu se monitoruje nejméně třemi termočlánky umístěnými podél spodní části tlakové láhve a rozmístěnými nejvýše 0,75 m od sebe. Pro zabránění přímému působení plamene na termočlánky se použije ochranný kovový kryt. Případně lze vložit termočlánky do kovových bloků o velikosti menší než 25 mm2.
Tlak uvnitř láhve se měří snímačem tlaku bez zásahů do konfigurace zkoušeného systému.
Teploty termočlánků a tlak v tlakové láhvi se během zkoušky zaznamenávají každých 30 sekund nebo častěji.
A.15.5 Obecné požadavky na zkoušku
Tlakové láhve se natlakují zemním plynem a zkouší se v horizontální poloze při:
|
a) |
pracovním tlaku; |
|
b) |
25 % pracovního tlaku. |
Ihned po zažehnutí musí oheň vyvolat působení plamene na povrch tlakové láhve podél 1,65 m délky zdroje ohně a po celém průměru tlakové láhve. Do 5 minut po zažehnutí musí nejméně jeden termočlánek indikovat teplotu nejméně 590 °C. Tato minimální teplota musí být udržována po zbývající dobu trvání zkoušky.
A.15.6 Tlakové láhve délky 1,65 m nebo menší
Střed tlakové láhve se umístí nad střed zdroje ohně.
A.15.7 Tlakové láhve delší než 1,65 m
Je-li tlaková láhev vybavena přetlakovým zařízením na jednom konci, musí zdroj ohně začínat na opačném konci tlakové láhve. Je-li tlaková láhev vybavena přetlakovým zařízením na obou koncích nebo na více než jednom místě podél své délky, umístí se střed zdroje ohně do středu mezi přetlaková zařízení, která jsou oddělena největší vodorovnou vzdáleností.
Je-li tlaková láhev navíc chráněna pomocí tepelné izolace, pak se provedou dvě zkoušky ohněm při servisním tlaku, jedna s ohněm umístěným podél tlakové láhve ve středu její délky a druhá s ohněm začínajícím na jednom z konců tlakové láhve.
A.15.8 Přípustné výsledky
Tlaková láhev se musí vypustit prostřednictvím přetlakového zařízení.
A.16 ZKOUŠKA PRŮRAZEM
Tlaková láhev natlakovaná stlačeným plynem na 20 MPa ± 1 MPa se prorazí protipancéřovou střelou o průměru 7,62 mm nebo větším. Střela musí zcela proniknout nejméně jednou boční stěnou tlakové láhve. U konstrukcí typů CNG-2, CNG-3 a CNG-4 musí projektil narazit na boční stěnu přibližně v úhlu 45°. Tlaková láhev nesmí projevovat žádné známky roztříštění. Ztráta malých kousků materiálu, každého o váze nejvýše 45 gramů, nepředstavuje selhání zkoušky. Zaznamená se přibližná velikost vstupních a výstupních otvorů a jejich umístění.
A.17 ZKOUŠKY KOMPOZITU NA TOLERANCI VAD
Pouze pro konstrukce typů CNG-2, CNG-3 a CNG-4. Na jedné dokončené tlakové láhvi s dokončeným ochranným povlakem se do kompozitu vyříznou vady v podélném směru. Vady musí být větší než meze vizuální kontroly stanovené výrobcem.
Poté se tlaková láhev s vadami podrobí tlakovému cyklu od nejvýše 2 MPa do nejméně 26 MPa po 3 000 cyklů, po kterých následuje dalších 12 000 cyklů při okolní teplotě; tlaková láhev nesmí propouštět ani se roztrhnout během prvních 3 000 cyklů, ale může selhat únikem během posledních 12 000 cyklů. Všechny tlakové láhve, které dokončí tuto zkoušku, se zničí.
A.18 ZKOUŠKA NA VYSOKOTEPLOTNÍ TEČENÍ
Tato zkouška se vyžaduje pro všechny konstrukce typů CNG-4; dále pro všechny konstrukce typů CNG-2 a CNG-3, u kterých teplota skelného přechodu pryskyřičného pojiva nepřesahuje maximální teplotu materiálu konstrukce uvedenou v bodě 4.4.2 přílohy 3A nejméně o 20 °C. Jedna dokončená tlaková láhev se zkouší takto:
|
a) |
tlaková láhev se natlakuje na 26 MPa a udržuje při teplotě 100 °C nejméně 200 hodin; |
|
b) |
po zkoušce musí tlaková láhev splňovat požadavky zkoušky na roztažení hydrostatickým tlakem A.11, zkoušky těsnosti A.10 a zkoušky na roztržení A.12. |
A.19 ZRYCHLENÁ ZKOUŠKA NA ROZTRŽENÍ PŘI NAMÁHÁNÍ
Pouze pro konstrukce typů CNG-2, CNG-3 a CNG-4; jedna tlaková láhev bez ochranného povlaku se hydrostaticky natlakuje na 26 MPa, přičemž je ponořena ve vodě o teplotě 65 °C. Tlaková láhev se při uvedeném tlaku a teplotě udržuje po dobu 1 000 hodin. Poté se tlaková láhev přetlakuje k roztržení v souladu s postupem definovaným v bodě A.12 výše s tou výjimkou, že tlak při roztržení musí přesáhnout 85 % minimálního projektovaného tlaku při roztržení.
A.20 ZKOUŠKA NA POŠKOZENÍ PŘI NÁRAZU
Jedna nebo více dokončených tlakových láhví se zkouší pádem při teplotě okolí bez vnitřního přetlaku a bez připojených ventilů. Povrch, na který jsou tlakové láhve upuštěny, musí být tvořen hladkým vodorovným betonovým panelem nebo podlahou. Jedna tlaková láhev se upustí ve vodorovné poloze se dnem 1,8 m nad povrchem, na který bude upuštěna. Jedna tlaková láhev se upustí ve svislé poloze na každý konec z dostatečné výšky nad podlahou nebo panelem tak, aby potenciální energie činila 488 J, ale v žádném případě nesmí výška nižšího konce přesáhnout 1,8 m. Jedna tlaková láhev se upustí pod úhlem 45° na klenutou část z takové výšky, aby její těžiště bylo ve výšce 1,8 m; je-li však nižší konec k zemi blíže než 0,6 m, upraví se úhel upuštění tak, aby se zachovala minimální výška 0,6 m a těžiště ve výšce 1,8 m.
Po nárazu pádem se tlakové láhve podrobí tlakovému cyklu od nejvýše 2 MPa do nejméně 26 MPa po počet cyklů rovný 1 000 násobku stanovené životnosti v rocích. Během cyklování mohou tlakové láhve propouštět, ale nesmí dojít k roztržení. Všechny tlakové láhve, které dokončí zkoušku tlakovým cyklem, musí být zničeny.
A.21 ZKOUŠKA PROSTUPNOSTI
Tato zkouška je požadována pouze pro konstrukce typu CNG-4. Jedna dokončená tlaková láhev se naplní stlačeným zemním plynem nebo směsí 90 % dusíku/10 % hélia na pracovní tlak, umístí do hermeticky uzavřené komory při teplotě okolí a monitoruje se z hlediska úniků po dobu dostatečnou ke zjištění rychlosti úniku v ustáleném stavu. Rychlost úniku musí být menší než 0,25 ml zemního plynu nebo hélia za hodinu na litr vodní kapacity tlakové láhve.
A.22 VLASTNOSTI PLASTŮ V TAHU
Mez kluzu a prodloužení při roztržení materiálu plastové vložky se určí při – 50 °C dle normy ISO 3628 a musí splňovat požadavky bodu 6.3.6 přílohy 3 A.
A.23 TEPLOTA TAVENÍ PLASTŮ
Polymerické materiály z dokončených vložek se zkouší v souladu s metodou popsanou v normě ISO 306 a musí splňovat požadavky bodu 6.3.6 přílohy 3 A.
A.24 POŽADAVKY NA PŘETLAKOVÉ ZAŘÍZENÍ
Musí být prokázáno, že přetlaková zařízení určená výrobcem jsou slučitelná s provozními podmínkami uvedenými v bodě 4 přílohy 3 A, a to pomocí následujících zkoušek technické způsobilosti:
|
a) |
Jeden vzorek se udržuje při řízené teplotě nejméně 95 °C a tlaku nejméně rovném zkušebnímu tlaku (30 kPa) po dobu 24 hodin. Na konci této zkoušky nesmí docházet k žádnému úniku ani k viditelným známkám protlačování jakéhokoli tavitelného kovu použitého v konstrukci. |
|
b) |
Jeden vzorek se zkouší na únavu materiálu při rychlosti cyklování tlaku nepřesahující 4 cykly za minutu, a to takto:
Na konci této zkoušky nesmí docházet k žádnému úniku ani k viditelným známkám protlačování jakéhokoli tavitelného kovu použitého v konstrukci. |
|
c) |
Nechráněné mosazné součásti přetlakového zařízení, které zadržují tlak, musí odolat bez korozního praskání zkoušce dusičnanem rtuťným popsané v normě ASTM B154. Přetlakové zařízení se ponoří na 30 minut do vodného roztoku dusičnanu rtuťného, který obsahuje 10 g dusičnanu rtuťného a 10 ml kyseliny dusičné na litr roztoku. Po ponoření se přetlakové zařízení zkouší na těsnost pomocí aerostatického tlaku 26 MPa po dobu jedné minuty; během této doby se součást kontroluje na vnější únik, který nesmí přesáhnout 200 cm3/hod; |
|
d) |
Nechráněné součásti přetlakového zařízení z nerezavějící oceli, které zadržují tlak, musí být vyrobeny ze slitiny odolné vůči koroznímu praskání vyvolanému chloridem. |
A.25 ZKOUŠKA HRDLA VE ZKRUTU
Těleso tlakové láhve se zadrží proti rotaci a na každé přípojné hrdlo tlakové láhve se působí krouticím momentem 500 Nm, nejprve ve směru utažení závitového spojení, poté ve směru jeho uvolnění a na závěr opět ve směru utažení.
A.26 PEVNOST PRYSKYŘICE VE SMYKU
Pryskyřičné materiály se zkouší na vzorkovém kuponu reprezentativním pro kompozitní ovinutí v souladu s normou ASTM D2344 nebo rovnocennou vnitrostátní normou. Po 24 hodinách varu ve vodě musí mít kompozit minimální pevnost ve smyku rovnou 13,8 MPa.
A.27 ZKOUŠKA CYKLEM SE ZEMNÍM PLYNEM
Jedna dokončená tlaková láhev se podrobí tlakovému cyklu se stlačeným zemním plynem při tlaku od méně než 2 MPa do pracovního tlaku po 300 cyklů. Každý cyklus, který se skládá z naplnění a vypuštění tlakové láhve, nesmí přesáhnout 1 hodinu. Tlaková láhev se zkouší na těsnost v souladu s bodem A.10 a musí splňovat požadavky tam uvedené. Po dokončení cyklování se zemním plynem se tlaková láhev rozřízne a rozhraní vložka/hrdlo se zkontroluje na známky jakéhokoli opotřebení, jako je vznik únavových trhlin nebo elektrostatický výboj.
Poznámka – Při provádění této zkoušky se musí věnovat zvláštní zřetel bezpečnosti. Před prováděním zkoušky musí tlakové láhve této konstrukce úspěšně splnit požadavky zkoušky dle bodu A.12 výše (zkouška na roztržení hydrostatickým tlakem), bodu 8.6.3 přílohy 3A (zkouška tlakovým cyklem při okolní teplotě) a bodu A.21 výše (zkouška prostupnosti). Před provedením této zkoušky musí konkrétní tlakové láhve, které budou zkoušeny, splnit požadavky zkoušky dle bodu A.10 (zkouška těsnosti).
A.28 ZKOUŠKA OHYBU – SVAŘOVANÉ VLOŽKY Z NEREZOVÉ OCELI
Zkoušky ohybu se provádí na materiálu odebraném z válcové části vložky svařené z nerezové oceli v souladu s metodou popsanou v bodě 8.5 normy EN 13322-2. Při ohýbání okolo formy nesmí zkoušená část prasknout, až dokud nejsou vnitřní okraje od sebe více vzdáleny než je průměr formy.
Dodatek B
(nepřiděleno)
Dodatek C
(nepřiděleno)
Dodatek D
FORMULÁŘE PROTOKOLŮ
Poznámka – Tento dodatek není povinnou součástí této přílohy.
Měly by se používat následující formuláře:
|
1) |
Výrobní protokol a osvědčení o shodě – musí být srozumitelné, čitelné a ve formátu formuláře 1. |
|
2) |
Protokol (1) o chemické analýze materiálu pro kovové tlakové láhve, vložky nebo hrdla – musí obsahovat základní prvky, identifikaci atd. |
|
3) |
Protokol (1) o mechanických vlastnostech materiálu pro kovové tlakové láhve a vložky – musí podávat zprávu o všech zkouškách požadovaných tímto předpisem. |
|
4) |
Protokol (1) o fyzikálních a mechanických vlastnostech materiálů pro nekovové vložky – musí podávat zprávu o všech zkouškách a informacích požadovaných tímto předpisem. |
|
5) |
Protokol (1) o analýze kompozitních materiálů – musí podávat zprávu o všech zkouškách a údajích požadovaných tímto předpisem. |
|
6) |
Protokol o hydrostatických zkouškách, zkouškách periodickým tlakovým cyklem a zkouškách na roztržení – musí podávat zprávu o zkouškách a údajích požadovaných tímto předpisem. Formulář 1: Výrobní protokol a osvědčení o shodě Výrobce: Místo: Číslo registrace: Značka a číslo výrobce: Výrobní číslo: od … do … včetně … Popis tlakové láhve: VELIKOST: Vnější průměr: … mm; Délka: … mm; Značky vyražené na rozšířeném konci nebo na štítcích tlakové láhve jsou:
Každá tlaková láhev byla vyrobena v souladu se všemi požadavky předpisu č. … a v souladu s popisem tlakové láhve uvedeným výše. Požadované protokoly o výsledcích zkoušek jsou přiloženy. Tímto potvrzuji, že všechny výsledky uvedených zkoušek dopadly po všech stránkách uspokojivě a jsou v souladu s požadavky na typ uvedenými výše. Poznámky: … Schvalovací orgán: … Podpis inspektora: … Podpis výrobce: … Místo a datum: … |
(1) Formuláře protokolů 2 až 6 vypracuje výrobce; protokoly musí zcela identifikovat tlakové láhve a požadavky. Každý protokol musí být podepsán schvalovacím orgánem a výrobcem.
Dodatek E
OVĚŘENÍ POMĚRŮ NAPĚTÍ POMOCÍ TENZOMETRŮ
|
1. |
Vztah mezi napětím a deformací je pro vlákna vždy elastický, proto jsou si poměry napětí a poměry deformace rovné. |
|
2. |
Jsou nutné tenzometry pro velká délková prodloužení. |
|
3. |
Tenzometry by měly být orientovány ve směru vláken, na kterých jsou připevněny (tj. u obručovitých vláken na vnější straně tlakové láhve se tenzometry připevní ve směru obručovitého vinutí). |
|
4. |
Metoda 1 (pro tlakové láhve, u kterých se nepoužívá navíjení při vysokém napětí)
|
|
5. |
Metoda 2 (použije se na všechny tlakové láhve)
|
Dodatek F
METODY ZKOUŠENÍ VLASTNOSTÍ V LOMU
F.1 URČENÍ MÍST CITLIVÝCH NA ÚNAVU MATERIÁLU
Místo a orientace únavového selhání na tlakových láhvích se určí vhodnou analýzou pevnosti nebo kompletními zkouškami na únavu materiálu na dokončených tlakových láhvích, jak požadují zkoušky technické způsobilosti pro každý typ konstrukce. Je-li použita analýza pevnosti pomocí metody konečných prvků, musí být místo citlivé na únavu materiálu určeno na základě místa a orientace nejvyšší koncentrace základních napětí v tahu ve stěně tlakové láhve nebo ve vložce při pracovním tlaku.
F.2 ÚNIK PŘED PRASKNUTÍM
F.2.1 Kritické odborné posouzení. Tato analýza se může provádět, aby se prokázalo, že u dokončené tlakové láhve dojde k úniku, pokud vada v tlakové láhvi nebo ve vložce přeroste v trhlinu přes celou tloušťku stěny. Hodnocení úniku před prasknutím se provede na boční stěně tlakové láhve. Pokud je místo citlivé na únavu materiálu mimo boční stěnu, provede se hodnocení úniku před prasknutím rovněž v tomto místě, a to pomocí přístupu úrovně II naznačeného v normě BS PD6493. Hodnocení musí zahrnovat následující kroky:
|
a) |
změří se maximální délka (tj. hlavní osa) výsledné trhliny skrze povrch stěny (obvykle eliptického tvaru) u tří tlakových láhví zkoušených tlakovým cyklem v rámci zkoušky technické způsobilosti návrhu konstrukce (podle bodů A.13 a A.14 dodatku A této přílohy) pro každý typ konstrukce. V analýze se použije největší délka trhliny u dotčených tří tlakových láhví. Namodeluje se poloeliptická trhlina přes celou tloušťku stěny s hlavní osou rovnou dvojnásobku nejdelší měřené hlavní osy a vedlejší osou rovnou 0,9násobku tloušťky stěny. Tato poloeliptická trhlina se modeluje v místech určených v bodě F.1 výše. Trhlina musí být orientována tak, aby se do ní opíralo nejvyšší hlavní tahové napětí; |
|
b) |
pro hodnocení se použijí úrovně napětí ve stěně/vložce při 26 MPa získané z analýzy pevnosti popsané v bodě 6.6 přílohy 3 A. Příslušné hybné síly trhliny se vypočtou podle oddílu 9.2 nebo 9.3 normy BS PD6493; |
|
c) |
lomová houževnatost dokončené tlakové láhve nebo vložky z dokončené tlakové láhve určená při pokojové teplotě pro hliník a při teplotě – 40 °C pro ocel se zjišťuje pomocí normalizované zkušební metody (dle normy ISO/DIS 12737, ASTM 813-89 či BS 7448) v souladu s oddíly 8.4 a 8.5 normy BS PD6493; |
|
d) |
podíl plastického zborcení se vypočte v souladu s oddílem 9.4 normy BS PD6493-91; |
|
e) |
modelovaná vada musí být přípustná v souladu s oddílem 11.2 normy BS PD6493-91. |
F.2.2 Únik před prasknutím při roztržení tlakové láhve s vadou
Provede se lomová zkouška boční stěny tlakové láhve. Jsou-li místa citlivá na únavu materiálu určená v bodě F.1 mimo boční stěny, musí být lomová zkouška provedena také v těchto místech. Zkušební postup je následující:
|
a) |
Určení délky vady pro únik před prasknutím Délka vady pro zkoušku na únik před prasknutím v místě citlivém na únavu materiálu musí být dvojnásobkem maximální naměřené délky výsledné trhliny skrze povrch stěny u tří tlakových láhví zkoušených tlakovým cyklem do selhání v rámci zkoušky technické způsobilosti návrhu konstrukce pro každý typ konstrukce. |
|
b) |
Vady tlakové láhve U konstrukcí typu CNG-1, které mají místo citlivé na únavu materiálu ve válcové části ve směru osy, se vnější vady vyhotoví podélně, přibližně v polovině délky válcové části tlakové láhve. Vady musí být umístěny v místě minimální tloušťky stěny střední části určené na základě měření tloušťky ve čtyřech bodech po obvodu tlakové láhve. U konstrukcí typu CNG-1, které mají místo citlivé na únavu materiálu mimo válcovou část, se vada pro zkoušku na únik před prasknutím provede na vnitřním povrchu tlakové láhve ve směru orientace citlivosti na únavu materiálu. U konstrukcí typů CNG-2 a CNG-3 se vada provede na kovové vložce. Pro vady, jež mají být zkoušeny při monotónním růstu tlaku, musí být nástroj na řezání vad přibližně 12,5 mm silný s úhlem 45° a poloměrem hrotu maximálně 0,25 mm. Průměr řezného nástroje musí být 50 mm pro tlakovou láhev s vnějším průměrem menším než 140 mm a 65 až 80 mm pro tlakové láhve s vnějším průměrem větším než 140 mm (doporučuje se standardní řezný nástroj CVN). Poznámka – Řezný nástroj musí být pravidelně broušen, aby se zajistilo, že poloměr hrotu splňuje specifikace. Hloubka vady může být upravena tak, aby došlo k úniku při monotónním hydrostatickém natlakování. Trhlina se nesmí rozšířit o více než 10 % mimo strojně vytvořenou vadu, měřeno na vnějším povrchu. |
|
c) |
Zkušební postup Zkouška se provede monotónním natlakováním nebo cyklickým natlakováním, jak je popsáno níže:
|
|
d) |
Kritéria přijatelnosti pro zkoušku tlakové láhve s vadou Tlaková láhev ve zkouškách obstojí, jsou-li splněny následující podmínky:
|
Poznámka – Nejsou-li tyto požadavky splněny (k selhání dojde pod 26 MPa, i když jde o selhání únikem), lze provést novou zkoušku s mělčí vadou. Rovněž pokud dojde k selhání roztržením při tlaku větším než 26 MPa a vada je mělká, lze provést novou zkoušku s hlubší vadou.
F.3 VELIKOST VADY PRO NEDESTRUKTIVNÍ ZKOUŠKU (NDE)
F.3.1 Velikost vady pro nedestruktivní zkoušku pomocí kritického odborného posouzení
Výpočty musí být provedeny v souladu s britskou normou (BS) PD 6493, oddíl 3, takto:
|
a) |
únavové trhliny se modelují v místě vysokého napětí ve stěně/vložce jako rovinné vady; |
|
b) |
rozsah napětí působícího v místě citlivém na únavu materiálu v důsledku tlaku mezi 2 MPa a 20 MPa se zjistí z analýzy pevnosti popsané v bodě F.1 tohoto dodatku; |
|
c) |
složky napětí v ohybu a ve stěně lze použít odděleně; |
|
d) |
minimální počet tlakových cyklů je 15 000; |
|
e) |
údaje o šíření únavové trhliny se určí ve vzduchu v souladu s normou ASTM E647. Orientace roviny trhliny musí být ve směru C-L (tj. rovina trhliny kolmá na obvod a rovnoběžná s osou tlakové láhve), jak je znázorněno v normě ASTM E399. Rychlost se určí jako průměr zkoušek tří vzorků. Jsou-li dostupné specifické údaje o šíření únavových trhlin pro materiál a provozní podmínky, smí být v hodnocení použity; |
|
f) |
velikosti růstu trhliny ve směru tloušťky a ve směru délky na tlakový cyklus se určí v souladu s kroky popsanými v bodě 14.2 normy BS PD 6493-91 integrací vztahu mezi rychlostí šíření únavové trhliny zjištěné v písmeni e) výše a rozsahem hybné síly trhliny odpovídající aplikovanému tlakovému cyklu; |
|
g) |
podle výše uvedených kroků se vypočte maximální povolená hloubka a délka vady, která nezpůsobí selhání tlakové láhve během projektované životnosti v důsledku únavy nebo roztržení. Velikost vady pro nedestruktivní zkoušku musí být rovna nebo menší než vypočtená maximální velikost povolené vady pro danou konstrukci. |
F.3.2 Velikost vady pro nedestruktivní zkoušku cyklováním tlakové láhve s vadou
Pro konstrukce typů CNG-1, CNG-2 a CNG-3 se podrobí tlakovému cyklu k roztržení v souladu se zkušební metodou podle bodu A.13 tři tlakové láhve, které mají uměle vytvořené vady, jež přesahují schopnosti detekce délky a hloubky vad kontrolní metodou použitou při nedestruktivní zkoušce podle bodu 6.15 přílohy 3A (dodatek A této přílohy). U konstrukcí typu CNG-1, které mají místo citlivé na únavu materiálu ve válcové části, se vytvoří vnější vady na boční stěně. U konstrukcí typu CNG-1, které mají místo citlivé na únavu materiálu vně boční stěny, a u konstrukcí typů CNG-2 a CNG-3 se vytvoří vnitřní vady. Vnitřní vady mohou být strojně vyrobeny před tepelným zušlechtěním a uzavřením konce tlakové láhve.
Tlakové láhve nesmí propouštět nebo se roztrhnout po méně než 15 000 cyklech. Přípustná velikost vady pro nedestruktivní zkoušku je rovna nebo menší než velikost uměle vytvořené vady v daném místě.
Dodatek G
POKYNY VÝROBCE ZÁSOBNÍKU PRO MANIPULACI S TLAKOVÝMI LÁHVEMI, JEJICH POUŽÍVÁNÍ A KONTROLU
G.1 OBECNÉ
Základní funkcí tohoto dodatku je poskytnout kupujícím, dodavatelům, osobám provádějícím zástavbu a uživatelům tlakových láhví pokyny pro bezpečné používání tlakových láhví po dobu jejich zamýšlené životnosti.
G.2 DISTRIBUCE
Výrobce musí informovat kupujícího, že pokyny musí být dodány všem stranám zapojeným do distribuce, zástavby a používání tlakových láhví i manipulace s nimi; dokument může být reprodukován, aby byl k dispozici dostatečný počet kopií pro tento účel, musí však být označen tak, aby obsahoval odkaz na dodávané tlakové láhve;
G.3 ODKAZ NA EXISTUJÍCÍ PŘEDPISY, NORMY A NAŘÍZENÍ
Konkrétní pokyny mohou být uvedeny ve formě odkazu na vnitrostátní nebo uznávané předpisy, normy a nařízení.
G.4 MANIPULACE S TLAKOVOU LÁHVÍ
Musí být poskytnuty postupy pro manipulaci, aby se zajistilo, že tlakové láhve neutrpí během manipulace nepřijatelné poškození nebo kontaminaci.
G.5 ZÁSTAVBA
Musí být poskytnuty pokyny pro montáž, aby se zajistilo, že tlakové láhve neutrpí během zástavby a během normálního provozu po dobu zamýšlené životnosti nepřijatelné poškození.
Když je upevnění specifikováno výrobcem, musí pokyny obsahovat vhodné podrobnosti, jako je konstrukce upevnění, použití pružných těsnicích materiálů, správné utahovací momenty a zamezení přímému vystavení tlakové láhve prostředí s chemickými a mechanickými kontakty.
Není-li upevnění specifikováno výrobcem, musí výrobce upozornit kupujícího na možné dlouhodobé dopady systému pro montáž do vozidla, např. pohyby karoserie vozidla a expanze/kontrakce tlakové láhve při tlakových a teplotních podmínkách provozování.
Kde je to vhodné, musí být kupující upozorněn na potřebu zajistit takový způsob zástavby, aby nemohlo dojít k hromadění kapalin nebo pevných látek, které by způsobily poškození materiálu tlakové láhve.
Musí být specifikováno správné přetlakové zařízení, jež má být namontováno.
G.6 POUŽÍVÁNÍ TLAKOVÝCH LÁHVÍ
Výrobce musí kupujícího upozornit na zamýšlené provozní podmínky stanovené tímto předpisem, zejména na povolený počet tlakových cyklů tlakové láhve, její životnost v rocích, meze kvality plynu a povolené maximální tlaky.
G.7 KONTROLA ZA PROVOZU
Výrobce musí jasně uvést povinnost uživatele dodržovat povinné požadavky na kontrolu tlakových láhví (např. interval opakování kontrol, provádění kontrol oprávněnými pracovníky). Tyto informace musí být v souladu s požadavky pro schválení konstrukce.
Dodatek H
ZKOUŠKA ODOLNOSTI PROTI VLIVŮM PROSTŘEDÍ
H.1 OBLAST PŮSOBNOSTI
Cílem zkoušky odolnosti proti vlivům prostředí je prokázat, že tlakové láhve pro vozidla na zemní plyn odolají vystavení prostředí ve spodní části karoserie automobilu a občasnému vystavení jiným kapalinám. Tato zkouška byla vyvinuta automobilovým průmyslem USA v reakci na selhání tlakových láhví způsobená korozním praskáním kompozitního ovinutí.
H.2 SHRNUTÍ ZKUŠEBNÍ METODY
Tlaková láhev se nejprve předpřipraví kombinací nárazů kyvadla a štěrku, které simulují možné podmínky ve spodní části karoserie. Poté se tlaková láhev postupně ponoří do simulované posypové soli/kyselé dešťové vody a vystaví jiným kapalinám, tlakovým cyklům a vysokým i nízkým teplotám. Na závěr zkušební posloupnosti se tlaková láhev hydraulicky natlakuje, až dojde ke zničení. Zbývající reziduální pevnost při roztržení tlakové láhve musí být nejméně 85 % minimální projektované pevnosti při roztržení.
H.3 USPOŘÁDÁNÍ A PŘÍPRAVA TLAKOVÉ LÁHVE
Tlaková láhev se zkouší za podmínek reprezentativních pro geometrii po zástavbě, včetně případného povlaku, konzol, těsnění a tlakových armatur používajících stejnou konfiguraci těsnění (např. těsnicí O-kroužky), jaká je použita za provozu. Konzoly mohou být před montáží pro zkoušku ponořením natřeny nebo povrchově upraveny, pokud se natírají nebo povrchově upravují před zástavbou do vozidla.
Tlakové láhve se zkouší ve vodorovné poloze a nominálně rozdělené podél své vodorovné osy na „horní“ a „dolní“ část. Dolní část tlakové láhve se střídavě ponořuje do prostředí posypové soli/kyselé dešťové vody a zahřátého nebo chlazeného vzduchu.
Horní část se rozdělí na 5 oddělených oblastí a označí se pro účely přípravy a vystavení kapalinám. Oblasti mají jmenovitý průměr 100 mm. Oblasti se na povrchu tlakové láhve nesmí překrývat. I když je to pro zkoušky praktické, oblasti nemusí být orientovány podél jedné přímky, ale nesmí překrývat ponořenou část tlakové láhve.
I když se příprava a vystavení kapalinám provádí na válcové části tlakové láhve, měly by celé tlakové láhve, včetně klenutých částí, být stejně odolné vůči vlivům prostředí jako vystavené oblasti.
Obrázek H.1
Orientace a rozmístění vystavených oblastí tlakové láhve
Oblasti vystavení
jiným kapalinám
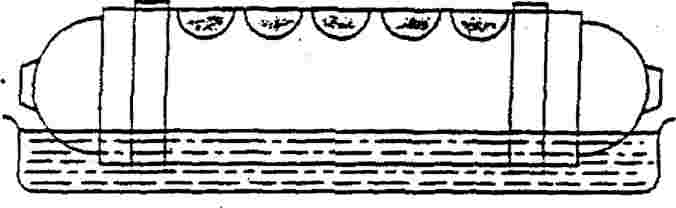
H.4 ZAŘÍZENÍ NA PŘÍPRAVU TLAKOVÉ LÁHVE
Pro přípravu tlakové láhve na zkoušku pomocí nárazů kyvadla a štěrku je potřeba následující zařízení.
|
a) |
Náraz kyvadla Nárazové těleso musí být vyrobeno z oceli a mít tvar pyramidy se stranami tvaru rovnostranných trojúhelníků a čtvercovou základnou, přičemž vrchol a hrany jsou zakulaceny na poloměr 3 mm. Střed úderů kyvadla musí být totožný s těžištěm pyramidy; jeho vzdálenost od osy otáčení kyvadla musí být 1 m. Celková hmotnost kyvadla vztažná na střed úderů musí být 15 kg. Energie kyvadla v okamžiku nárazu nesmí být menší než 30 Nm a musí být této hodnotě co možná nejbližší. Během nárazu kyvadla se tlaková láhev udržuje ve své poloze pomocí přípojných hrdel nebo pomocí konzol určených k montáži. |
|
b) |
Náraz štěrku Stroj je sestrojen podle konstrukčních specifikací znázorněných na obrázku H.2. Postup použití zařízení musí vycházet z postupu popsaného v normě ASTM D3170 „Standardní zkušební metoda pro odolnost povrchových úprav proti odštěpování“, s tou výjimkou, že tlaková láhev může být během nárazů štěrku udržována při teplotě okolí. |
|
c) |
Štěrk Nánosový silniční štěrk procházející sítem 16 mm, ale zachycený na sítu 9,5 mm. Každá dávka musí sestávat z 550 ml tříděného štěrku (zhruba 250 až 300 kamínků). |
Obrázek H.2
Nárazová zkouška štěrkem
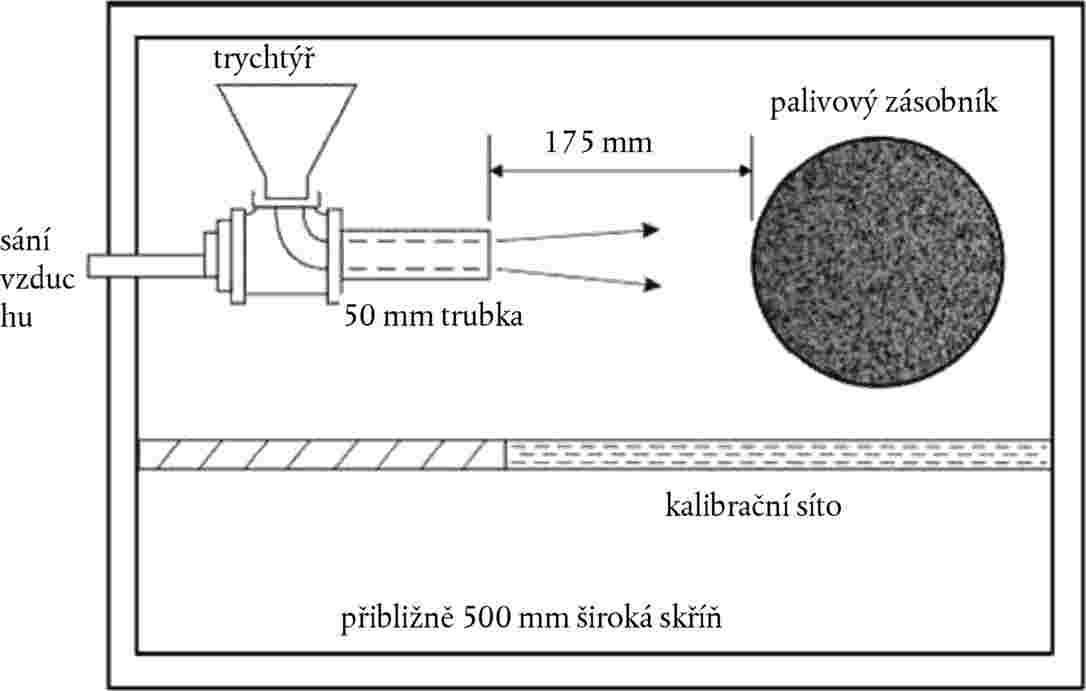
H.5 PROSTŘEDÍ PRO VYSTAVENÍ
|
a) |
Prostředí pro ponoření Ve stanovené fázi posloupnosti zkoušky (tabulka 1) se tlaková láhev uloží vodorovně s dolní třetinou průměru tlakové láhve ponořenou v simulovaném vodném roztoku kyselého deště/posypové soli. Roztok se skládá z následujících složek:
Hladina a pH roztoku se musí upravit před každým krokem zkoušky, který tuto kapalinu používá. Teplota lázně musí být 21 ± 5 °C. Během ponoření musí být neponořená část tlakové láhve vystavena okolnímu vzduchu. |
|
b) |
Vystavení jiným kapalinám V odpovídající fázi posloupnosti zkoušky (tabulka 1) se každá z označených oblastí vystaví působení jednoho z pěti roztoků po dobu 30 minut. Pro každé místo se použije stejné prostředí po celou dobu zkoušky. Uvedené roztoky jsou:
Při vystavení kapalině se zkušební vzorek orientuje oblastí vystavení nejvýše. Na oblast vystavení se umístí polštářek skelné vaty o tloušťce jedné vrstvy (přibližně 0,5 mm) a oříznutý na vhodné rozměry. Pipetou se nanese na oblast vystavení 5 ml zkušební kapaliny. Za 30 minut po natlakování tlakové láhve se polštářek vaty odstraní. |
H.6 ZKUŠEBNÍ PODMÍNKY
|
a) |
Tlakový cyklus Jak je definováno v posloupnosti zkoušky, tlaková láhev musí být podrobena hydraulickému tlakovému cyklu mezi nejméně 2 MPa a nejvýše 26 MPa. Celý cyklus musí trvat nejméně 66 sekund a zahrnuje minimálně 60 sekund setrvání na 26 MPa. Jmenovitý cyklický proces je tento:
Celkový minimální čas cyklu musí být 66 sekund. |
|
b) |
Tlak během vystavení jiným kapalinám Po aplikování jiných kapalin se tlaková láhev natlakuje na nejméně 26 MPa po dobu minimálně 30 minut. |
|
c) |
Vystavení vysokým a nízkým teplotám Jak je definováno v posloupnosti zkoušky, celá tlaková láhev se vystaví vysokým a nízkým teplotám vzduchu, který je v kontaktu s vnějším povrchem. Studený vzduch má teplotu – 40 °C nebo méně a horký vzduch má teplotu 82 °C ± 5 °C. Při vystavení nízké teplotě musí být teplota kapaliny tlakových láhví typu CNG-1 monitorována pomocí termočlánku vestavěného uvnitř tlakové láhve, aby se zajistilo, že setrvá na hodnotě – 40 °C nebo nižší. |
H.7 ZKUŠEBNÍ POSTUP
|
a) |
Příprava tlakové láhve Každá z pěti oblastí označených pro vystavení jiným kapalinám v horní části tlakové láhve se připraví jediným nárazem vrcholku tělesa kyvadla do místa geometrického středu oblastí. Po nárazu se dotyčných pět oblastí dále připraví nárazy štěrku. Středová část spodku tlakové láhve, který bude ponořen, musí být vystavena nárazu vrcholku tělesa kyvadla ve třech místech rozmístěných přibližně 150 mm od sebe. Po nárazu se tatáž středová část, která byla vystavena nárazům, dále upraví nárazy štěrku. Během přípravy musí být tlaková láhev bez tlaku. |
|
b) |
Posloupnost zkoušky a cykly Posloupnost vystavení vlivům prostředí, jakož i tlakové cykly a teploty, jež mají být použity, jsou definovány v tabulce 1. Mezi jednotlivými fázemi se povrch tlakové láhve nesmí omývat nebo otírat. |
H.8 PŘÍPUSTNÉ VÝSLEDKY
Po výše uvedené posloupnosti zkoušky se tlaková láhev hydraulicky zkouší až do zničení v souladu s postupem v bodě A.12 dodatku A této přílohy. Tlak při roztržení tlakové láhve musí být nejméně 85 % minimálního projektovaného tlaku při roztržení.
Tabulka 1
Zkušební podmínky a posloupnost zkoušky
|
Krok zkoušky |
Prostředí pro vystavení |
Počet tlakových cyklů |
Teplota |
|
1 |
jiné kapaliny |
— |
okolí |
|
2 |
ponoření |
1 875 |
okolí |
|
3 |
vzduch |
1 875 |
vysoká |
|
4 |
jiné kapaliny |
— |
okolí |
|
5 |
ponoření |
1 875 |
okolí |
|
6 |
vzduch |
3 750 |
nízká |
|
7 |
jiné kapaliny |
— |
okolí |
|
8 |
ponoření |
1 875 |
okolí |
|
9 |
vzduch |
1 875 |
vysoká |
|
10 |
jiné kapaliny |
— |
okolí |
|
11 |
ponoření |
1 875 |
okolí |
PŘÍLOHA 3B
Nádrže na kapalinu – hermeticky uzavřené vakuové nádoby pro skladování zemního plynu ve vozidle pro použití jako palivo pro automobily
1. OBLAST PŮSOBNOSTI
Tato příloha stanoví minimální požadavky na znovu naplnitelné nádrže na kapalinu. Nádrže jsou určeny pouze pro skladování zkapalněného zemního plynu použitého jako palivo pro automobily ve vozidle, k němuž musí být nádrže připevněny. Nádrže mohou být z libovolné korozivzdorné oceli, libovolné konstrukce a mohou být vyráběny libovolným způsobem vhodným pro stanovené provozní podmínky.
Nádrže na LNG, na které se vztahuje tato příloha, jsou zařazeny do třídy 5.
Provozní podmínky, kterým budou nádrže vystaveny, jsou podrobně popsány v bodě 2.
Tato příloha vychází z pracovního tlaku nižšího než 26 MPa. Pracovní tlaky (WP) lze zohlednit úpravou zkušebního tlaku pomocí adekvátního koeficientu (poměru) podle následujícího vzorce:
Ptest = 1,3 (WP + 0,1) [MPa]
Životnost nádrží je stanovena výrobcem a může se lišit podle použití.
2. PROVOZNÍ PODMÍNKY
2.1. Obecné
2.1.1. Standardní provozní podmínky
Standardní provozní podmínky stanovené v tomto oddílu jsou uvedeny jako východisko pro návrh konstrukce, výrobu, kontrolu, zkoušky a schvalování nádrží, které mají být trvale namontovány ve vozidlech a používány k uskladnění zemního plynu pro použití jako palivo ve vozidlech při kryogenních teplotách.
2.1.2. Používání nádrží
Stanovené provozní podmínky jsou určeny také k tomu, aby poskytly informace, jak lze nádrže vyrobené dle tohoto předpisu bezpečně používat:
|
a) |
výrobcům nádrží; |
|
b) |
vlastníkům nádrží; |
|
c) |
konstruktérům nebo dodavatelům odpovědným za zástavbu nádrží; |
|
d) |
konstruktérům nebo vlastníkům zařízení používaného k doplňování paliva do nádrží vozidel; |
|
e) |
dodavatelům zemního plynu a |
|
f) |
regulačním orgánům, které mají pravomoc nad používáním nádrží. |
2.1.3. Periodické ověřování technické způsobilosti
Výrobce nádrže musí poskytnout doporučení pro periodické ověřování technické způsobilosti po dobu životnosti pomocí vizuální kontroly nebo zkoušek, a to na základě používání podle provozních podmínek stanovených v tomto předpisu. Každá nádrž musí být vizuálně kontrolována na vnější poškození a opotřebení nejméně každých 120 měsíců po datu svého uvedení do provozu ve vozidle (registrace vozidla) a při každé nové zástavbě, a to i pod upevňovacími pásy. Vizuální kontrola musí být provedena příslušným subjektem schváleným nebo uznaným regulačním orgánem a v souladu se specifikacemi výrobce. Nádrže bez štítků s povinnými informacemi nebo s jakkoli nečitelnými štítky s povinnými informacemi musí být vyřazeny z provozu. Pokud lze spolehlivě určit výrobce a výrobní číslo nádrže, může být připevněn náhradní štítek umožňující další používání nádrže.
2.1.4. Nádrže vystavené kolizi
Nádrže musí být po kolizi vozidla překontrolovány subjektem pověřeným výrobcem, pokud orgán mající soudní pravomoc neurčí jinak. Nádrž, u které při kolizi vozidla nedošlo k žádnému poškození nárazem, lze vrátit do provozu, v ostatních případech musí být nádrž vrácena výrobci k posouzení.
2.1.5. Nádrže vystavené požáru
Nádrže, které byly vystaveny působení ohně, musí být překontrolovány subjektem pověřeným výrobcem nebo označeny za neschopné provozu a vyřazeny z provozu.
2.2. Maximální tlak
Maximální povolený pracovní tlak musí být stanoven výrobcem a odpovídat jmenovitému nastavení primárního přetlakového ventilu. Maximální povolený pracovní tlak musí být nižší než 26 MPa.
2.3. Teplotní rozsah
Ustálená teplota kapaliny v nádržích může kolísat od minima – 195 °C k maximu 65 °C.
2.4. Složení plynu
Vodík musí být omezen na 2 % objemová, jsou-li nádrže vyrobeny z oceli s mezí pevnosti v tahu přesahující 950 MPa.
2.5. Vnější povrchy
Nádrže nejsou konstruovány pro trvalé vystavení účinkům mechanického nebo chemického působení, např. prosakováním z nákladu, jenž může být na vozidlech převážen, nebo těžkému poškození oděrem v důsledku stavu silnice, a musí splňovat uznávané normy pro montáž. Avšak vnější povrchy nádrže smí být neúmyslně vystaveny:
|
a) |
rozpouštědlům, kyselinám a zásadám, hnojivům; a |
|
b) |
automobilovým kapalinám včetně benzinu, hydraulických kapalin, glykolu a olejů. |
2.6. Únik a odvětrávání
Jsou-li nádrže na LNG dlouhodobě umístěny v uzavřených prostorách (např. z důvodu údržby), musí být zajištěno adekvátní řešení úniku a odvětrávání zemního plynu (nebo jiných hořlavých látek) z nádrže, aby se zabránilo nebezpečí plynoucímu z uvolňování hořlavých látek v uzavřených prostorách.
2.7. Nádrž(e) na LNG ve vozidle musí mít konstrukční dobu výdrže (dosaženou bez odpuštění) nejméně 5 dnů po úplném naplnění a na nejvyšším bodu konstrukčního rozmezí teploty/tlaku.
3. SCHVÁLENÍ KONSTRUKCE
3.1. Obecně
Konstruktér nádrže musí s žádostí o schválení předložit schvalovacímu orgánu následující informace:
|
a) |
provozní pokyny (bod 3.2); |
|
b) |
konstrukční údaje (bod 3.3); |
|
c) |
výrobní údaje (bod 3.3.7); |
|
d) |
specifikační list (bod 3.3.8); |
|
e) |
další podpůrné údaje (bod 3.3.9.1). |
3.2. Provozní pokyny
Účelem provozních pokynů je informovat uživatele nádrží a osoby, které provádí zástavbu, jakož i informovat schvalovací orgán nebo jeho určeného zástupce. Provozní pokyny musí obsahovat:
|
a) |
prohlášení, že konstrukce nádrže je vhodná pro použití za provozních podmínek definovaných v bodě 4 pro dobu životnosti tlakové láhve; |
|
b) |
životnost; |
|
c) |
minimální požadavky na provozní zkoušky a/nebo kontroly; |
|
d) |
požadovaná přetlaková zařízení; |
|
e) |
způsoby upevnění atd., které jsou požadovány, ale nejsou součástí dodávky; |
|
f) |
popis konstrukce nádrže; |
|
g) |
konstrukční doba výdrže; |
|
h) |
jakékoli jiné informace potřebné k zajištění bezpečného používání a kontrol nádrže. |
3.3. Konstrukční údaje
3.3.1. Výkresy
Výkresy musí obsahovat alespoň následující informace:
|
a) |
název, referenční číslo, datum vydání a případně čísla revizí s daty vydání; |
|
b) |
odkaz na tento předpis a typ nádrže; |
|
c) |
všechny rozměry tlakové nádoby spolu s tolerancemi, včetně podrobností o tvarech zakončení s jejich minimální tloušťkou a o otvorech; |
|
d) |
hmotnost nádrží včetně tolerance; |
|
e) |
úplné specifikace materiálů, včetně minimálních mechanických a chemických vlastností nebo rozmezí tolerancí; |
|
f) |
další údaje, např. minimální zkušební tlak. |
3.3.2. Protokol o analýze pevnosti
Musí být poskytnuta analýza pevnosti;
Mezi přijatelné výpočetní metody patří:
|
a) |
metoda konečných prvků; |
|
b) |
metoda konečných diferencí; |
|
c) |
metoda hraničních prvků; |
|
d) |
jiná zavedená metoda. |
Protokol musí obsahovat tabulku shrnující vypočtená napětí.
3.3.3. Údaje o zkouškách materiálu
Musí být poskytnut podrobný popis konstrukčních materiálů a tolerance jejich vlastností.
3.3.4. Údaje o zkouškách technické způsobilosti konstrukce
Musí být prokázáno, že materiál, konstrukce, výroba a kontrola nádrží jsou přiměřené zamýšlenému provozu, a to splněním požadavků zkoušek požadovaných pro nádrž konkrétní konstrukce při zkoušení v souladu s příslušnými metodami zkoušek podrobně popsanými v dodatku A této přílohy.
Údaje o zkouškách dokumentují také rozměry, tloušťky stěn a hmotnosti každé ze zkoušených nádrží.
3.3.5. Ochrana před ohněm
Musí být stanoveno uspořádání přetlakových zařízení, která ochrání nádrž před náhlým roztržením při vystavení ohni dle bodu A.1 dodatku A této přílohy. Údaje o zkoušce musí dokládat účinnost stanoveného systému ochrany před ohněm.
3.3.6. Upevnění nádrže
V souladu s bodem 4.11 je třeba poskytnout podrobnosti o upevnění nádrže nebo o požadavcích na upevnění.
3.3.7. Výrobní údaje
Musí být poskytnut popis výrobních postupů a výrobních zkoušek.
Následující položky musí být v souladu s normou EN 1251-2 (2000):
|
a) |
systém jakosti; |
|
b) |
řezání; |
|
c) |
tváření za studena; |
|
d) |
tváření za tepla; |
|
e) |
výrobní tolerance; |
|
f) |
svařování; |
|
g) |
nesvařované spoje. |
3.3.8. Specifikační list
Ve specifikačním listu pro každou konstrukci nádrže musí být uveden souhrn dokumentů poskytujících informace požadované v bodě 5.1. Uvádí se název, referenční číslo, čísla a data revizí původního vydání a verzí vydání každého dokumentu. Všechny dokumenty musí být podepsány nebo parafovány tím, kdo je vydal. Specifikační list musí být označen číslem a případně čísly revizí, která lze použít k označení konstrukce nádrže, a musí být podepsán technickým pracovníkem odpovědným za návrh konstrukce. Na specifikačním listu musí být ponechán prostor pro razítko označující registraci konstrukce.
3.3.9.1. Další podpůrné údaje
Případně se uvedou další údaje, které dokládají žádost, například provozní historie materiálu, jehož použití je navrženo, nebo použití určité konstrukce nádrže v jiných provozních podmínkách.
3.4. Schválení a osvědčení
3.4.1. Kontroly a zkoušky
Je třeba provést hodnocení shody v souladu s bodem 11 tohoto předpisu.
Aby se zajistilo, že nádrže jsou v souladu s tímto předpisem, musí být podrobeny kontrole v souladu s bodem 4.10 provedené příslušným orgánem.
3.4.2. Osvědčení o zkoušce
Pokud jsou výsledky zkoušek prototypu podle bodu 4.10 uspokojivé, vydá příslušný orgán osvědčení o zkoušce. Příklad osvědčení o zkoušce je uveden v dodatku D této přílohy.
4. POŽADAVKY
4.1. Obecně
Návrh konstrukce nádrží musí zohledňovat všechny příslušné aspekty, které jsou potřebné k zajištění toho, aby každá nádrž vyrobená podle návrhu byla vhodná pro svůj účel po stanovenou životnost.
4.2. Konstrukce
Tento předpis nestanoví konstrukční vzorce, ale požaduje, aby přiměřenost návrhu konstrukce byla ověřena vhodnými výpočty a prokázána tím, že nádrže budou schopny konzistentně obstát ve zkouškách materiálů, zkouškách technické způsobilosti konstrukce a výrobních zkouškách stanovených v tomto předpisu.
4.3. Materiály
Použité materiály musí být vhodné pro provozní podmínky stanovené v bodě 2. V konstrukci nesmí docházet ke kontaktu neslučitelných materiálů. Zkoušky způsobilosti konstrukčních materiálů jsou shrnuty v tabulce 6.1.
Materiály použité ke zhotovení palivové nádrže a jejího příslušenství musí být slučitelné (podle dané situace) s:
|
a) |
LNG; |
|
b) |
jiným médiem nebo kapalinou, která se nachází v prostoru vozidla, jako jsou např. chladicí média, brzdová kapalina a akumulátorová kyselina. |
Materiály používané při nízkých teplotách musí splňovat požadavky na pevnost podle ISO 21028-1 (2004). U nekovových materiálů se vhodnost pro nízké teploty musí validovat experimentální metodou, přičemž se zohlední provozní podmínky.
Materiály použité na vnější plášť musí zajistit neporušenost izolačního systému a musí být zhotoveny z austenitické nerezavějící oceli, přičemž jejich prodloužení v lomu při teplotě kapalného dusíku musí být nejméně 12 procent.
U vnitřních nádob musí být zajištěno, že materiály vydrží veškerou únavovou zátěž při provozu.
U vnitřních nádob se nemusí počítat s korozním úbytkem. S korozním úbytkem se nemusí počítat ani u jiných povrchů, jestliže jsou chráněny proti korozi.
Vlastnosti svarů svařovaných nádob musí být rovnocenné vlastnostem, jež jsou specifikovány pro základní materiál pro veškeré teploty, jimž může být materiál vystaven.
4.3.1. Složení
U veškerých ocelí musí být uvedeno a definováno chemické složení, přinejmenším pokud jde o obsah uhlíku, manganu, křemíku, niklu, chromu a molybdenu, stejně jako veškerých jiných záměrně přidaných legujících prvků.
4.3.2. Zkouška tahem
U svařované oceli vnitřní nádoby se vlastnosti v tahu musí zkoušet podle normy EN 895:1995 a EN 6892-1:2009.
4.3.3. Rázová zkouška
U svařované oceli vnitřní nádoby se rázové vlastnosti musí zkoušet podle normy EN 1251-2:2000 a EN 10045-1:1990.
4.3.4. Ohybová zkouška
U svařované oceli vnitřní nádoby se vlastnosti při ohybu musí zkoušet podle normy EN 910:1996.
4.3.5. Zkoumání svaru
Rentgenová kontrola svařované oceli vnitřní nádoby se provádí podle normy EN 1251-2:2000 a EN 1435:1997.
4.4. Zkušební tlak
Při výrobě vnitřní nádoby musí být použit tento minimální zkušební tlak:
Ptest = 1,3 (WP + 0,1) [MPa]
kde:
WP je vyjádřen v MPa.
4.5. Analýza pevnosti
Za účelem odůvodnění minimální konstrukční tloušťky stěn se musí provést analýza pevnosti. Analýza pevnosti se musí provést proto, aby se odůvodnila konstrukce vnitřního upevňovacího prvku při vystavení zrychlením, která jsou popsána v bodě 18.4.4 tohoto předpisu. Namáhání materiálu nesmí překročit jeho minimální pevnost v tahu stanovenou výpočtem podle lineárního modelu namáhání. Přípustná namáhání vnitřních upevňovacích prvků se vypočítávat nemusí, lze-li prokázat, že palivová nádrž snese zrychlení uvedená v bodě 18.4.4, aniž by došlo k jakémukoli poškození struktury vnitřní nádrže nebo jejího upevnění.
4.6. Kontroly a zkoušky
Výrobní kontrola stanoví programy a postupy pro:
|
a) |
výrobní kontrolu, zkoušky a kritéria přijatelnosti a |
|
b) |
pravidelnou kontrolu, zkoušky a kritéria přijatelnosti během provozu. Interval vizuálního překontrolování vnějších povrchů nádrže musí být v souladu s bodem 2.1.3 této přílohy. Vodítko pro pokyny výrobce týkající se manipulace s nádržemi, jejich použití a kontroly je uvedeno v dodatku B této přílohy. |
4.7. Ochrana před ohněm
Všechny nádrže musí být chráněny před ohněm pomocí přetlakového zařízení. Nádrž, její materiály, přetlaková zařízení a veškeré dodatečné izolační nebo ochranné materiály musí být navrženy společně, aby zajistily přiměřenou bezpečnost při požáru dle zkoušky stanovené v bodě A.1 (Příloha 3B – dodatek A).
Přetlaková zařízení se zkouší v souladu s bodem A.1 (Příloha 3B – dodatek A).
4.8. (Vyhrazeno)
4.9. Upevnění nádrže
Výrobce uvede prostředky, jimiž musí být nádrž(e) upevněna (upevněny) při zástavbě do vozidel. Výrobce dodá též pokyny pro montáž, včetně nejvyšší svěrné síly a krouticího momentu, aby nádrž nebyla vystavena nepřijatelnému namáhání a nebyl poškozen její povrch.
4.10. Zkoušky technické způsobilosti návrhu konstrukce
Pro schválení každého typu nádrže musí být prokázáno, že materiál, konstrukce, výroba a kontrola jsou přiměřené jeho zamýšlenému používání, a to splněním přiměřených požadavků zkoušek technické způsobilosti materiálu shrnutých v tabulce 6.1 této přílohy a zkoušek technické způsobilosti nádrže shrnutých v tabulce 6.2 této přílohy, přičemž všechny zkoušky musí být v souladu s příslušnými metodami zkoušení popsanými v dodatku A této přílohy. Vybere se nádrž ke zkoušce a zkoušky dosvědčí příslušný orgán. Je-li zkouškám podrobeno více nádrží, než požaduje tato příloha, musí být zdokumentovány všechny výsledky.
4.11. Výrobní kontroly a zkoušky
Musí být poskytnut popis výrobních kontrol a výrobních zkoušek.
Následující položky musí být v souladu s normou EN 1251-2 2000:
|
a) |
kontrolní fáze; |
|
b) |
zkušební plány pro účely řízení výroby; |
|
c) |
nedestruktivní zkoušení; |
|
d) |
oprava; |
|
e) |
zkoušení tlakem. |
4.12. Nesplnění požadavků zkoušky
V případě nesplnění požadavků zkoušky se opakované zkoušení provádí takto:
|
a) |
existují-li známky chyby při provádění zkoušky nebo chyby měření, provede se další zkouška. Pokud je výsledek této zkoušky uspokojivý, první zkouška se nebere v úvahu; |
|
b) |
byla-li zkouška provedena uspokojivě, musí být zjištěna příčina neúspěšnosti zkoušky. |
Zjistí-li se vada během nedestruktivního zkoušení, musí být všechny zjištěné vadné nádrže vyřazeny nebo opraveny schválenou metodou. Nevyřazené nádrže se pak považují za novou šarži. Všechny příslušné zkoušky prototypu nebo šarže musí vést k prokázání přijatelnosti nové šarže a musí být provedeny znovu. Pokud budou výsledky jedné či více zkoušek i jen částečně neuspokojivé, všechny nádrže šarže musí být vyřazeny.
4.13. Změna konstrukce
Změnou konstrukce se rozumí jakákoli změna ve výběru konstrukčních materiálů nebo změna rozměrů, kterou nelze přičíst normálním výrobním tolerancím.
Pro menší změny konstrukce bude povoleno ověření technické způsobilosti pomocí zkráceného zkušebního programu. Změny konstrukce uvedené v tabulce 6.4 vyžadují zkoušky technické způsobilosti konstrukce v souladu s danými specifikacemi.
Tabulka 6.1
Zkouška technické způsobilosti materiálu konstrukce
|
Materiál vnitřní nádoby |
Příslušný bod této přílohy |
|
Zkouška tahem |
4.3.2 |
|
Rázová zkouška |
4.3.3 |
|
Ohybová zkouška |
4.3.4 |
|
Zkoumání svaru |
4.3.5 |
Tabulka 6.2
Zkoušky technické způsobilosti konstrukce nádrže
|
|
Zkouška a odkaz na přílohu |
|
Zkouška ohněm |
Příloha 3B, dodatek A, bod A.1 |
|
Pádová zkouška |
Příloha 3B, dodatek A, bod A.2 |
|
Zkouška výdrže |
Příloha 3B, dodatek A, bod A.3 |
Tabulka 6.3
Kritické požadavky na výrobní kontrolu
Kontrola kvality
Zkušební destičky pro řízení výroby
Nedestruktivní zkoušení
Tlakové zkoušení
Tabulka 6.4
Změna konstrukce
|
|
Typ zkoušky |
||||||||
|
Změna konstrukce |
|
|
|
||||||
|
Průměr > 20 % |
X |
X |
X |
||||||
|
Délka > 50 % |
X |
X |
X |
||||||
|
Pracovní tlak > 20 % |
X |
X |
X |
||||||
|
Izolační materiál/metoda |
X |
|
X |
||||||
4.14. Tlakové zkoušení
Každá nádrž se zkouší tlakem v souladu s bodem A.4 (Příloha 3B – dodatek A).
4.15. Zkoušky technické způsobilosti konstrukce nádrže
4.15.1. Obecně
Zkoušky technické způsobilosti se provádí na dokončených nádržích, které jsou reprezentativní pro normální výrobu a označeny identifikačními značkami. Výběr, dosvědčení a dokumentace výsledků musí být v souladu s bodem 4.11 výše.
4.15.2. Zkouška ohněm
Zkoušky se provádí v souladu s bodem A.1 (příloha 3B – dodatek A) a musí být splněny požadavky tam uvedené.
5. OZNAČENÍ
5.1. Na každé nádrži zajistí výrobce zřetelné trvalé označení nejméně 6 mm vysoké. Označení se provede buď pomocí samolepicích štítků, nebo štítků připevněných svarem. Samolepicí štítky a jejich použití musí být v souladu s ISO 7225 nebo s rovnocennou normou. Je povoleno použití několika štítků, které by měly být umístěny tak, aby nebyly zakryty montážními konzolami. Každá nádrž, která je v souladu s touto přílohou, musí být označena takto:
|
a) |
povinné informace:
|
|
b) |
nepovinné informace: Na samostatném štítku (samostatných štítcích) mohou být uvedeny následující nepovinné informace:
|
Značení musí být uvedeno v uvedeném pořadí, ale konkrétní uspořádání se může lišit podle dostupného prostoru. Přípustný příklad povinných informací je:
|
POUZE LNG Výrobce/číslo části/výrobní číslo 1,6 MPa (16 bar)/– 160 °C. ECE R 110 LNG (číslo registrace) „Používejte pouze přetlaková zařízení schválená výrobcem.“ |
6. PŘÍPRAVA NA EXPEDICI
Před expedicí z dílny výrobce musí být každá nádrž uvnitř čistá a vysušená. Nádrže, které nejsou okamžitě uzavřeny armaturou ventilu a případně bezpečnostními zařízeními, musí mít ve všech otvorech zátky, které brání přístupu vlhkosti a chrání závity.
Kupujícímu musí být dodány provozní pokyny výrobce a všechny informace potřebné k zajištění správné manipulace s nádrží, jejího používání a kontrol za provozu. Provozní pokyny musí být v souladu s dodatkem D této přílohy.
Dodatek A
ZKUŠEBNÍ METODY
A.1 ZKOUŠKA OHNĚM
A.1.1 Obecně
Zkoušky ohněm mají za cíl prokázat, že u dokončených nádrží vybavených systémem ochrany před ohněm (ventil nádrže, přetlaková zařízení a/nebo integrální tepelná izolace) uvedeným v návrhu konstrukce nedojde k roztržení během zkoušení ohněm za stanovených podmínek. Zkoušky ohněm se musí provádět s nejvyšší opatrností pro případ, že by došlo k roztržení nádrže.
A.1.2 Příprava nádrže
Teplota vnitřní nádrže musí být stejná jako teplota LNG. Tento požadavek se považuje za splněný, pokud během předcházejících 24 hodin obsahovala palivová nádrž množství kapalného LNG odpovídající alespoň polovině objemu vnitřní nádrže.
Palivová nádrž se musí naplnit LNG tak, aby množství LNG měřené systémem měření hmotnosti bylo v mezích 10 % nejvyššího povoleného čistého množství, které může vnitřní nádrž pojmout.
A.1.3 Zdroj ohně
Délka a šířka ohně musí překračovat plánované rozměry palivové nádrže o 0,1 m. Norma ISO 11439 obsahuje pokyny pro vhodné provedení zkoušky ohněm. Po celou dobu zkoušky musí být průměrná teplota vyšší než 590 °C.
Pro zdroj ohně lze použít libovolné palivo za předpokladu, že poskytuje rovnoměrný žár dostatečný k udržení stanovených zkušebních teplot až do vypuštění nádrže. Při výběru paliva by se měla brát v úvahu otázka znečištění ovzduší. Uspořádání ohně se dostatečně podrobně zaznamená, aby se zajistila reprodukovatelnost rychlosti přívodu tepla k nádrži. Jakékoli selhání nebo nestálost zdroje ohně během zkoušky činí výsledek neplatným.
A.1.4 Měření teploty a tlaku
Průměrná teplota prostoru ležícího 10 mm pod palivovou nádrží musí dosahovat alespoň 590 °C, měřeno dvěma termočlánky.
Teploty termočlánků a tlak v nádrži se během zkoušky zaznamenávají každých 30 sekund nebo častěji.
A.1.5 Obecné požadavky na zkoušku
Tlak paliva v palivové nádrži na začátku zkoušky se musí pohybovat v rozmezí 0,1 MPa od hodnoty nasyceného tlaku LNG ve vnitřní nádrži.
Změří se doba, která uplynula od okamžiku, kdy průměrná teplota poprvé dosáhla 590 °C, až do otevření primárního přetlakového ventilu.
Jakmile se přetlakový ventil otevře, zkouška pokračuje až do okamžiku, kdy se přetlakový ventil zcela utrhne.
A.1.6 Přípustné výsledky
Doba výdrže palivové nádrže, tj. doba, která uplyne do otevření přetlakového ventilu, nesmí být při vnějším ohni kratší než 5 minut.
Palivová nádrž se nesmí roztrhnout a tlak uvnitř vnitřní nádrže nesmí překročit přípustný chybový rozsah vnitřní nádrže. Sekundární tlakový ventil musí tlak uvnitř vnitřní nádrže omezit na úroveň zkušebního tlaku stanovenou v bodě 4.4 přílohy 3B.
A.2 PÁDOVÁ ZKOUŠKA
Každá rodina palivových nádrží se zkouší pádem, aby se ověřila celistvost nádrží. Pádové zkoušky zahrnují zkoušku palivové nádrže pádem z výšky 9 metrů s dopadem na nejdůležitější oblast nádrže (jinou než vyústění potrubí) a zkoušku pádem z výšky 3 metry s dopadem na vyústění potrubí. Nádrž musí obsahovat ekvivalent plné hmotnosti kapalného dusíku nasyceného na polovinu pracovního tlaku. Po dobu jedné hodiny od provedení pádové zkoušky nesmí dojít ke ztrátě produktu jiné než v důsledku funkce přetlakového ventilu a v podobě par mezi plnicím potrubím a sekundárním jednosměrným ventilem, jedná-li se o pádovou zkoušku, která zahrnuje plnicí potrubí. Ztráta vakua, promáčknutí nádoby, potrubí a jeho ochranných prvků, jakož i poškození struktury upevňovacího systému jsou přijatelné.
Nádrž musí být podrobena vertikální pádové zkoušce, aby dopadla na pevnou, rovnou, tuhou, hladkou a vodorovnou plochu, a to těmi svými částmi, které jsou uvedeny níže. Za tímto účelem se nádrž zavěsí ve shora definované minimální výšce nad zemí v bodě, který je vůči místu dopadu umístěn protilehle, aby se těžiště nacházelo svisle nad místem dopadu.
Požadavky pádové zkoušky nádrže musí splnit rovněž palivová čerpadla a jiné příslušenství nádrže, které musí být připojené tak, aby tvořily součást zkoušky.
A.3 ZKOUŠKA VÝDRŽE
Nádrž musí být naplněna do 10 procent maximálního povoleného čistého množství LNG na nejvyšší bod určený výrobcem při dodržení specifikovaného rozmezí plnicí teploty/tlaku. Hydrostatický tlak se zaznamenává každou minutu po dobu nejméně 120 hodin při okolní teplotě 20 °C ± 5 °C. Hydrostatický tlak musí být stabilní (v rámci 10 kPa) nebo může během zkoušky stoupat. Během celé zkoušky se musí měřit a ověřovat, že kombinovaná hmotnost nádrže a obsahu je stejná (v rámci 1 %); únik jakékoliv kapaliny (těsnost proti úniku bublinek) během zkoušky je nepřijatelný. Přijatelný změřený hydrostatický tlak po dobu 120 nebo více hodin musí být nižší, než je jmenovité nastavení tlaku primárního přetlakového ventilu nádrže. Jestliže je po 120 hodinách hydrostatický tlak nižší než jmenovité nastavení tlaku primárního přetlakového ventilu, lze ve zkoušce pokračovat, dokud se uvedeného tlaku nedosáhne, a nejvyšší bod rozpětí specifikovaného výrobcem pro teplotu/tlak lze definovat jako hydrostatický tlak zaznamenaný 120 hodin před dosažením jmenovitého nastavení tlaku primárního přetlakového ventilu. Výrobce může rovněž stanovit dobu výdrže delší než 120 hodin, anebo vztah doby výdrže (delší než 120 hodin) vůči specifikované teplotě/tlaku plnění založený na zaznamenaném vývoji hydrostatického tlaku v čase.
A.4 ZKOUŠKA TLAKEM
Každá vnitřní nádoba musí být přezkoumána pod zkušebním tlakem definovaným v bodě 4.4 přílohy 3B, který se musí udržovat po dobu nejméně 30 sekund, aniž by se projevil únik, viditelná deformace nebo jiná vada.
Dodatek B
FORMULÁŘ PROTOKOLU
Poznámka – Tento dodatek není povinnou součástí této přílohy.
Měly by se používat následující formuláře:
|
1. |
Popis a výrobní číslo nádoby |
|
2. |
Osvědčení o shodě, například pro přetlakové ventily, ruční ventily, fitinky plnicího hrdla atd. |
|
3. |
Protokol o rentgenové zkoušce – švy svarů |
|
4. |
Protokol o mechanickém zkoušení – společná zkouška tahem, ohybové zkoušky, rázové zkoušky |
|
5. |
Protokoly o zkouškách materiálů – všechny součásti ocelové vnitřní nádoby |
Dodatek C
POKYNY VÝROBCE NÁDRŽÍ PRO MANIPULACI S NÁDRŽEMI, JEJICH POUŽÍVÁNÍ A KONTROLU
C.1 OBECNĚ
Základní funkcí tohoto dodatku je poskytnout kupujícím, dodavatelům, osobám provádějícím zástavbu a uživatelům nádrží pokyny pro bezpečné používání nádrží po dobu jejich zamýšlené životnosti.
C.2 DISTRIBUCE
Výrobce musí informovat kupujícího, že pokyny musí být dodány všem stranám zapojeným do distribuce, zástavby a používání nádrží i manipulace s nimi. Dokument může být reprodukován, aby byl k dispozici dostatečný počet kopií pro tento účel, musí však být označen tak, aby obsahoval odkaz na dodávané nádrže.
C.3 ODKAZ NA EXISTUJÍCÍ PŘEDPISY, NORMY A NAŘÍZENÍ
Konkrétní pokyny mohou být uvedeny ve formě odkazu na vnitrostátní nebo uznávané předpisy, normy a nařízení.
C.4 MANIPULACE S NÁDRŽEMI
Musí být poskytnuty postupy pro manipulaci, aby se zajistilo, že nádrž neutrpí během manipulace nepřijatelné poškození anebo nedojde ke kontaminaci.
C.5 ZÁSTAVBA
Musí být poskytnuty pokyny pro montáž, aby se zajistilo, že nádrže neutrpí během zástavby a během normálního provozu po dobu zamýšlené životnosti nepřijatelné poškození.
Když je upevnění specifikováno výrobcem, musí pokyny obsahovat vhodné podrobnosti, jako je konstrukce upevnění, použití pružných těsnicích materiálů, správné utahovací momenty a zamezení přímému vystavení nádrže prostředí s chemickými a mechanickými kontakty.
Není-li upevnění specifikováno výrobcem, musí výrobce upozornit kupujícího na možné dlouhodobé dopady systému pro montáž do vozidla, např. pohyby karoserie vozidla a expanze/kontrakce nádrže při tlakových a teplotních podmínkách provozování.
Kde je to vhodné, musí být kupující upozorněn na potřebu zajistit takový způsob zástavby, aby nemohlo dojít k hromadění kapalin nebo pevných látek, které by způsobily poškození materiálu nádrže.
Musí být specifikováno správné přetlakové zařízení, jež má být namontováno.
C.6 POUŽÍVÁNÍ NÁDRŽÍ
Výrobce musí kupujícího upozornit na zamýšlené provozní podmínky stanovené tímto předpisem, zejména na maximální tlaky, které jsou pro nádrž povoleny.
C.7 KONTROLA ZA PROVOZU
Výrobce musí jasně uvést povinnost uživatele dodržovat povinné požadavky na kontrolu nádrží (např. interval opakování kontrol, provádění kontrol oprávněnými pracovníky). Tyto informace musí být v souladu s požadavky pro schválení konstrukce.
Dodatek D
FORMULÁŘ PROTOKOLU 1
Poznámka – Tento dodatek není povinnou součástí této přílohy.
Měly by se používat následující formuláře:
|
1. |
Formulář 1: Výrobní protokol a osvědčení o shodě |
|
2. |
Výrobce: … |
|
3. |
Místo: … |
|
4. |
Číslo registrace: … |
|
5. |
Značka a číslo výrobce: … |
|
6. |
Výrobní číslo: od … do … včetně … |
|
7. |
Popis nádrže: … |
|
8. |
VELIKOST: vnější průměr: v … mm; délka: v … mm; |
|
9. |
Značky vyražené na rozšířeném konci nebo na štítcích nádrže jsou:
|
|
10. |
Každá nádrž byla vyrobena v souladu se všemi požadavky předpisu č. … a v souladu s popisem nádrže uvedeným výše. Požadované protokoly o výsledcích zkoušek jsou přiloženy. |
|
11. |
Tímto potvrzuji, že všechny výsledky uvedených zkoušek dopadly po všech stránkách uspokojivě a jsou v souladu s požadavky na typ uvedenými výše. |
|
12. |
Poznámky: … |
|
13. |
Příslušný orgán: … |
|
14. |
Podpis inspektora: … |
|
15. |
Podpis výrobce: … |
|
16. |
Místo a datum: … |
PŘÍLOHA 4A
Ustanovení pro schvalování typu automatického ventilu CNG, zpětného ventilu, přetlakového ventilu, přetlakového zařízení (spouštěného teplotou), přepadového ventilu, ručního ventilu a přetlakového zařízení (spouštěného tlakem)
1. ÚČELEM TÉTO PŘÍLOHY JE VYMEZIT USTANOVENÍ PRO SCHVALOVÁNÍ TYPU AUTOMATICKÉHO VENTILU, ZPĚTNÉHO VENTILU, PŘETLAKOVÉHO VENTILU, PŘETLAKOVÉHO ZAŘÍZENÍ A PŘEPADOVÉHO VENTILU.
2. AUTOMATICKÝ VENTIL CNG
2.1. Materiály, z nichž se skládá automatický ventil CNG a které jsou během provozu v kontaktu s CNG, musí být slučitelné se zkušebním CNG. Slučitelnost se ověří postupem popsaným v příloze 5D.
2.2. Provozní specifikace
2.2.1. Automatický ventil CNG musí být navržen tak, aby odolával tlaku ve výši 1,5násobku pracovního tlaku (MPa) bez úniku a deformace.
2.2.2. Automatický ventil CNG musí být navržen tak, aby byl nepropustný při tlaku ve výši 1,5násobku pracovního tlaku (MPa) (viz příloha 5B).
2.2.3. Automatický ventil CNG se ve své normální poloze užívání stanovené výrobcem podrobí 20 000 operací; poté se deaktivuje. Ventil musí zůstat nepropustný při tlaku ve výši 1,5násobku pracovního tlaku (MPa) (viz příloha 5B).
2.2.4. Je-li automatický ventil při řízených/přikázaných fázích vypnutí uzavřen, musí být ventil při zkoušce podle bodu 2.2.3 podroben následujícímu počtu operací:
|
a) |
200 000 cyklů (značka „H1“), jestliže se motor při zastavení vozidla automaticky vypne; |
|
b) |
500 000 cyklů (značka „H2“), jestliže se navíc k situaci uvedené v písm. a) motor rovněž automaticky vypne, když vozidlo pohání pouze elektromotor; |
|
c) |
1 000 000 cyklů (značka „H3“), jestliže se navíc k situacím uvedeným v písm. a) nebo b) motor rovněž automaticky vypne při uvolnění pedálu akcelerátoru. Aniž jsou dotčena výše uvedená ustanovení, má se za to, že ventil splňující požadavky písmene b) splňuje požadavky písmene a) a ventil splňující požadavky písmene c) splňuje požadavky písmen a) a b). |
2.2.5. Automatický ventil CNG musí být navržen tak, aby pracoval při teplotách stanovených v příloze 5O.
2.3. Případný elektrický systém musí být izolován od tělesa automatického ventilu. Izolační odpor musí být > 10 ΜΩ.
2.4. Automatický ventil aktivovaný elektrickým proudem musí být při vypnutém proudu v poloze „uzavřeno“.
2.5. Automatický ventil musí být v souladu se zkušebními postupy pro třídu součástí určenou podle schématu na obrázku 1-1 bodu 3 tohoto předpisu.
3. ZPĚTNÝ VENTIL
3.1. Materiály, z nichž se skládá jednosměrný ventil a které jsou během provozu v kontaktu s CNG, musí být slučitelné se zkušebním CNG. Slučitelnost se ověří postupem popsaným v příloze 5D.
3.2. Provozní specifikace
3.2.1. Zpětný ventil musí být navržen tak, aby odolával tlaku ve výši 1,5násobku pracovního tlaku (MPa) bez úniku a deformace.
3.2.2. Zpětný ventil musí být navržen tak, aby byl nepropustný (zvnějšku) při tlaku ve výši 1,5násobku pracovního tlaku (MPa) (viz příloha 5B).
3.2.3. Zpětný ventil se ve své normální poloze užívání stanovené výrobcem podrobí 20 000 operací; poté se deaktivuje. Ventil musí zůstat nepropustný (zvnějšku) při tlaku ve výši 1,5násobku pracovního tlaku (MPa) (viz příloha 5B).
3.2.4. Zpětný ventil musí být navržen tak, aby pracoval při teplotách stanovených v příloze 5O.
3.3. Zpětný ventil musí být v souladu se zkušebními postupy pro třídu součástí určenou podle schématu na obr. 1-1 bodu 3 tohoto předpisu.
4. PŘETLAKOVÝ VENTIL A PŘETLAKOVÉ ZAŘÍZENÍ
4.1. Materiály, z nichž se skládá přetlakový ventil a přetlakové zařízení a které jsou během provozu v kontaktu s CNG, musí být slučitelné se zkušebním CNG. Pro ověření slučitelnosti se použije postup popsaný v příloze 5D.
4.2. Provozní specifikace
4.2.1. Přetlakový ventil a přetlakové zařízení třídy 0 musí být navrženy tak, aby odolávaly tlaku ve výši 1,5násobku pracovního tlaku (MPa) při uzavřené výpusti.
4.2.2. Přetlakový ventil a přetlakové zařízení třídy 1 musí být navrženy tak, aby byly s uzavřenými výstupy nepropustné při tlaku ve výši 1,5násobku pracovního tlaku (MPa) (viz příloha 5B).
4.2.3. Přetlakový ventil třídy 1 nebo 2 musí být navržen tak, aby byl při uzavřené výpusti nepropustný při dvojnásobku pracovního tlaku.
4.2.4. Přetlakové zařízení musí být navrženo tak, aby otevřelo pojistku při teplotě 110 ± 10 °C.
4.2.5. Přetlakový ventil třídy 0 musí být navržen tak, aby pracoval při teplotách od – 40 °C do 85 °C.
4.3. Přetlakový ventil a přetlakové zařízení musí být v souladu se zkušebními postupy pro třídu součástí určenou podle schématu na obrázku 1-1 bodu 3 tohoto předpisu.
5. PŘEPADOVÝ VENTIL
5.1. Materiály, z nichž se skládá přepadový ventil a které jsou během provozu v kontaktu s CNG, musí být slučitelné se zkušebním CNG. Pro ověření slučitelnosti se použije postup popsaný v příloze 5D.
5.2. Provozní specifikace
5.2.1. Přepadový ventil, není-li integrován do nádrže, musí být navržen tak, aby odolával tlaku ve výši 1,5násobku pracovního tlaku (MPa).
5.2.2. Přepadový ventil musí být navržen tak, aby byl nepropustný při tlaku ve výši 1,5 násobku pracovního tlaku (MPa).
5.2.3. Přepadový ventil musí být navržen tak, aby pracoval při teplotách stanovených v příloze 5O.
5.3. Přepadový ventil musí být namontován uvnitř nádrže.
5.4. Přepadový ventil musí být navržen s obtokem, aby umožňoval vyrovnání tlaků.
5.5. Přepadový ventil se musí uzavřít při rozdílu tlaků na ventilu rovném 650 kPa.
5.6. Když je přepadový ventil v uzavřené poloze, obtokový průtok ventilem nesmí přesáhnout 0,05 standardních m3/min při rozdílovém tlaku 10 000 kPa.
5.7. Zařízení musí být v souladu se zkušebními postupy pro třídu součástí určenou podle schématu na obrázku 1-1 bodu 3 tohoto předpisu s výjimkou přetlaku, vnějšího úniku, zkoušky odolnosti proti suchému teplu a stárnutí v ozonovém prostředí.
6. RUČNÍ VENTIL
6.1. Zařízení ručního ventilu třídy 0 musí být navrženo tak, aby odolávalo tlaku ve výši 1,5násobku pracovního tlaku.
6.2. Zařízení ručního ventilu třídy 0 musí být navrženo tak, aby pracovalo při teplotách od – 40 °C do 85 °C.
6.3. Požadavky na zařízení ručního ventilu
Jeden vzorek se vystaví zkoušce na únavu materiálu při míře cyklického tlakování nepřesahující 4 cykly za minutu tímto způsobem: udržování při teplotě 20 °C při natlakování na 2 000 cyklů mezi 2MPa a 26 MPa.
7. PŘETLAKOVÉ ZAŘÍZENÍ (SPOUŠTĚNÉ TLAKEM)
7.1. Materiály, z nichž je vyrobeno PRD (spouštěné tlakem) a které jsou v kontaktu s CNG za provozu, musí být slučitelné se zkouškou CNG. Pro ověření slučitelnosti se použije postup popsaný v příloze 5D.
7.2. Provozní specifikace
7.2.1. Zařízení PRD (spouštěné tlakem) třídy 0 musí být navrženo tak, aby mohlo být provozováno za teplot uvedených v příloze 5O.
7.2.2. Tlak při roztržení musí být 34 MPa ± 10 % při běžné okolní teplotě a při maximální provozní teplotě pak podle hodnot uvedených v příloze 5O.
7.3. Zařízení musí vyhovět zkušebním postupům pro součásti dané třídy, jak jsou uvedeny v nákresu na obrázku 1-1 bodu 3 tohoto předpisu, s výjimkou přetlaku a vnitřního vnějšího propouštění.
7.4. Požadavky na zařízení PRD (spouštěné tlakem)
7.4.1. Nepřetržitý provoz
7.4.1.1. Zkušební postup
Zařízení PRD (spouštěné tlakem) se cykluje podle tabulky 3 s tím, že voda bude mít mezi 10 a 100 procenty pracovního tlaku a maximální frekvence bude 10 cyklů za minutu a teplota bude 82 °C ± 2 °C nebo 57 °C ± 2 °C.
Tabulka 3
Zkušební teploty a cykly
|
Teplota (°C) |
Počet cyklů |
|
82 |
2 000 |
|
57 |
18 000 |
7.4.1.2. Požadavky
7.4.1.2.1. Na konci zkoušky nesmí součást propouštět více než 15 cm3/h, když je vystavena tlaku plynu odpovídajícímu maximálnímu pracovnímu tlaku při běžné okolní teplotě a při maximální provozní teplotě pak v souladu s tím, jak je uvedeno v příloze 5O.
7.4.1.2.2. Na konci zkoušky musí být tlak při roztržení zařízení PRD (spouštěného tlakem) 34 MPa ± 10 % při běžné okolní teplotě a při maximální provozní teplotě pak v souladu s tím, jak je uvedeno v příloze 5O.
7.4.2. Zkouška odolnosti proti korozi
7.4.2.1. Zkušební postup
Zařízení PRD (spouštěné tlakem) musí projít zkušebním postupem popsaným v příloze 5E, kromě zkoušky propustnosti.
7.4.2.2. Požadavky
7.4.2.2.1. Na konci zkoušky nesmí součást propouštět více než 15 cm3/h, když je vystavena tlaku plynu odpovídajícímu maximálnímu pracovnímu tlaku při běžné okolní teplotě a při maximální provozní teplotě pak v souladu s tím, jak je uvedeno v příloze 5O.
7.4.2.2.2. Na konci zkoušky musí být tlak při roztržení zařízení PRD (spouštěného tlakem) 34 MPa ± 10 % při běžné okolní teplotě a při maximální provozní teplotě pak v souladu s tím, jak je uvedeno v příloze 5O.
PŘÍLOHA 4B
USTANOVENÍ PRO SCHVALOVÁNÍ TYPU OHEBNÝCH PALIVOVÝCH VEDENÍ NEBO HADIC PRO CNG A HADIC PRO LNG
0. Účelem této přílohy je vymezit ustanovení pro schvalování typu ohebných hadic pro použití s CNG nebo LNG.
Tato příloha se vztahuje na tři typy ohebných hadic pro CNG – a), b), c), a jeden typ hadice pro LNG – d):
|
a) |
vysokotlaké hadice (třída 0); |
|
b) |
středotlaké hadice (třída 1); |
|
c) |
nízkotlaké hadice (třída 2); |
|
d) |
hadice pro LNG (třída 5). |
1. VYSOKOTLAKÉ HADICE ZAŘAZENÉ DO TŘÍDY 0
1.1. Obecné specifikace
1.1.1. Hadice musí být navržena tak, aby odolávala maximálnímu pracovnímu tlaku ve výši 1,5násobku pracovního tlaku (MPa).
1.1.2. Hadice musí být navržena tak, aby odolávala teplotám stanoveným v příloze 5O.
1.1.3. Vnitřní průměr musí být v souladu s tabulkou 1 normy ISO 1307.
1.2. Konstrukce hadice
1.2.1. Hadice musí být tvořena trubicí s hladkým vnitřním povrchem, obalem z vhodného syntetického materiálu a musí být vyztužena jednou nebo několika mezivrstvami.
1.2.2. Vyztužující mezivrstva (mezivrstvy) musí být obalem chráněna (chráněny) proti korozi.
Pokud je pro vyztužující mezivrstvu (mezivrstvy) použit korozivzdorný materiál (tj. nerezavějící ocel), není obal nutný.
1.2.3. Potah vnitřních stěn a obal musí být hladké a bez pórů, děr a cizích těles.
Záměrné propíchnutí obalu se nepovažuje za vadu.
1.2.4. Obal musí být záměrně perforovaný, aby se zabránilo tvorbě bublin.
1.2.5. Je-li obal perforován a mezivrstva není vyrobena z korozivzdorného materiálu, musí být mezivrstva chráněna proti korozi.
1.3. Specifikace a zkoušky pro potah vnitřních stěn
1.3.1. Pevnost v tahu a délkové prodloužení u materiálu z gumy a termoplastických elastomerů (TPE)
1.3.1.1. Pevnost v tahu a délkové prodloužení při přetržení podle ISO 37. Pevnost v tahu nejméně 20 MPa a délkové prodloužení při přetržení nejméně 250 %.
1.3.1.2. Odolnost vůči n-pentanu podle ISO 1817 za následujících podmínek:
|
a) |
médium: n-pentan; |
|
b) |
teplota: 23 °C (tolerance podle ISO 1817); |
|
c) |
doba ponoření: 72 hodin. |
Požadavky:
|
a) |
maximální změna objemu 20 %; |
|
b) |
maximální změna pevnosti v tahu 25 %; |
|
c) |
maximální změna délkového prodloužení při přetržení 30 %. |
Po skladování na vzduchu o teplotě 40 °C po dobu 48 hodin se hmotnost nesmí v porovnání s původní hodnotou snížit o více než 5 %.
1.3.1.3. Odolnost vůči stárnutí podle ISO 188 za následujících podmínek:
|
a) |
teplota: 115 °C (zkušební teplota = maximální provozní teplota – 10 °C); |
|
b) |
doba působení: 24 a 336 hodin. |
Zkušební vzorky musí být po stárnutí klimatizovány při teplotě 23 °C a relativní vlhkosti 50 % alespoň 21 dní před tím, než se provede zkouška tahem podle bodu 1.3.1.1.
Požadavky:
|
a) |
maximální změna pevnosti v tahu 35 % po 336 hodinách stárnutí v porovnání s pevností v tahu u materiálu zestárlého 24 hodin; |
|
b) |
maximální změna délkového prodloužení při přetržení 25 % po 336 hodinách stárnutí v porovnání s délkovým prodloužením při přetržení u materiálu zestárlého 24 hodin. |
1.3.2. Pevnost v tahu a délkové prodloužení specifické pro termoplastické materiály.
1.3.2.1. Pevnost v tahu a délkové prodloužení při přetržení podle ISO 527-2 za následujících podmínek:
|
a) |
typ vzorku: typ 1 BA; |
|
b) |
rychlost tahu: 20 mm/min. |
Materiál musí být před provedením zkoušky klimatizován minimálně po dobu 21 dnů při teplotě 23 °C a relativní vlhkosti 50 %.
Požadavky:
|
a) |
pevnost v tahu nejméně 20 MPa; |
|
b) |
délkové prodloužení při přetržení nejméně 100 %. |
1.3.2.2. Odolnost vůči n-pentanu podle ISO 1817 za následujících podmínek:
|
a) |
médium: n-pentan; |
|
b) |
teplota: 23 °C (tolerance podle ISO 1817); |
|
c) |
doba ponoření: 72 hodin. |
Požadavky:
|
a) |
maximální změna objemu 2 %; |
|
b) |
maximální změna pevnosti v tahu 10 %; |
|
c) |
maximální změna délkového prodloužení při přetržení 10 %. |
Po skladování na vzduchu o teplotě 40 °C po dobu 48 hodin se hmotnost nesmí v porovnání s původní hodnotou snížit o více než 5 %.
1.3.2.3. Odolnost vůči stárnutí podle ISO 188 za následujících podmínek:
|
a) |
teplota: 115 °C (zkušební teplota = maximální provozní teplota – 10 °C); |
|
b) |
doba působení: 24 a 336 hodin. |
Zkušební vzorky musí být po stárnutí klimatizovány při teplotě 23 °C a relativní vlhkosti 50 % alespoň 21 dní před tím, než se provede zkouška tahem podle bodu 1.3.2.1.
Požadavky:
|
a) |
maximální změna pevnosti v tahu 35 % po 336 hodinách stárnutí v porovnání s pevností v tahu u materiálu zestárlého 24 hodin; |
|
b) |
maximální změna délkového prodloužení při přetržení 25 % po 336 hodinách stárnutí v porovnání s délkovým prodloužením při přetržení u materiálu zestárlého 24 hodin. |
1.4. Specifikace a zkušební metoda pro obal
1.4.1. Pevnost v tahu a délkové prodloužení u materiálu z gumy a termoplastických elastomerů (TPE)
1.4.1.1. Pevnost v tahu a délkové prodloužení při přetržení podle ISO 37. Pevnost v tahu nejméně 10 MPa a délkové prodloužení při přetržení nejméně 250 %.
1.4.1.2. Odolnost vůči n-hexanu podle ISO 1817 za následujících podmínek:
|
a) |
médium: n-hexan; |
|
b) |
teplota: 23 °C (tolerance podle ISO 1817); |
|
c) |
doba ponoření: 72 hodin. |
Požadavky:
|
a) |
maximální změna objemu 30 %; |
|
b) |
maximální změna pevnosti v tahu 35 %; |
|
c) |
maximální změna délkového prodloužení při přetržení 35 %. |
1.4.1.3. Odolnost vůči stárnutí podle ISO 188 za následujících podmínek:
|
a) |
teplota: 115 °C (zkušební teplota = maximální provozní teplota – 10 °C); |
|
b) |
doba působení: 24 a 336 hodin. |
Zkušební vzorky musí být po stárnutí klimatizovány při teplotě 23 °C a relativní vlhkosti 50 % alespoň 21 dní před tím, než se provede zkouška tahem podle bodu 1.4.1.1.
Požadavky:
|
a) |
maximální změna pevnosti v tahu 35 % po 336 hodinách stárnutí v porovnání s pevností v tahu u materiálu zestárlého 24 hodin; |
|
b) |
maximální změna délkového prodloužení při přetržení 25 % po 336 hodinách stárnutí v porovnání s délkovým prodloužením při přetržení u materiálu zestárlého 24 hodin. |
1.4.2. Pevnost v tahu a délkové prodloužení specifické pro termoplastické materiály.
1.4.2.1. Pevnost v tahu a délkové prodloužení při přetržení podle ISO 527-2 za následujících podmínek:
|
a) |
typ vzorku: typ 1 BA; |
|
b) |
rychlost tahu: 20 mm/min. |
Materiál musí být před provedením zkoušky klimatizován minimálně po dobu 21 dnů při teplotě 23 °C a relativní vlhkosti 50 %.
Požadavky:
|
a) |
pevnost v tahu nejméně 20 MPa; |
|
b) |
délkové prodloužení při přetržení nejméně 100 %. |
1.4.2.2. Odolnost vůči n-hexanu podle ISO 1817 za následujících podmínek:
|
a) |
médium: n-hexan; |
|
b) |
teplota: 23 °C (tolerance podle ISO 1817); |
|
c) |
doba ponoření: 72 hodin. |
Požadavky:
|
a) |
maximální změna objemu 2 %; |
|
b) |
maximální změna pevnosti v tahu 10 %; |
|
c) |
maximální změna délkového prodloužení při přetržení 10 %. |
Po skladování na vzduchu o teplotě 40 °C po dobu 48 hodin se hmotnost nesmí v porovnání s původní hodnotou snížit o více než 5 %.
1.4.2.3. Odolnost vůči stárnutí podle ISO 188 za následujících podmínek:
|
a) |
teplota: 115 °C (zkušební teplota = maximální provozní teplota – 10 °C); |
|
b) |
doba působení: 24 a 336 hodin. |
Zkušební vzorky musí být po stárnutí klimatizovány při teplotě 23 °C a relativní vlhkosti 50 % alespoň 21 dní před tím, než se provede zkouška tahem podle bodu 1.4.2.1.
Požadavky:
|
a) |
maximální změna pevnosti v tahu 20 % po 336 hodinách stárnutí v porovnání s pevností v tahu u materiálu zestárlého 24 hodin; |
|
b) |
maximální změna délkového prodloužení při přetržení 50 % po 336 hodinách stárnutí v porovnání s délkovým prodloužením při přetržení u materiálu zestárlého 24 hodin. |
1.4.3. Odolnost vůči ozonu
1.4.3.1. Zkouška musí být provedena v souladu s normou ISO 1431/1.
1.4.3.2. Zkušební vzorky natažené na délkové prodloužení 20 % se nejprve vystaví působení vzduchu o teplotě 40 °C s koncentrací ozonu 50 dílů na sto milionů po dobu 120 hodin.
1.4.3.3. Není přípustné žádné popraskání zkušebních vzorků.
1.5. Specifikace nepřipojené hadice
1.5.1. Plynotěsnost (propustnost)
1.5.1.1. Hadice s volnou délkou 1 m musí být připojena k zásobníku naplněnému kapalným propanem o teplotě 23 °C ± 2 °C.
1.5.1.2. Zkouška se musí provádět v souladu s metodou popsanou v normě ISO 4080.
1.5.1.3. Únik stěnou hadice nesmí přesáhnout 95 cm3 na metr hadice za 24 hod.
1.5.2. Odolnost za nízkých teplot
1.5.2.1. Zkouška se musí provádět v souladu s metodou popsanou v normě ISO 4672-1978, metoda B.
|
Zkušební teplota |
: |
– 40 °C ± 3 °C; nebo případně – 20 °C ± 3 °C. |
1.5.2.3. Není přípustné žádné popraskání nebo roztržení.
1.5.3. Ohybová zkouška
1.5.3.1. Prázdná hadice délky přibližně 3,5 m musí být schopna odolat 3 000 krát dále předepsané zkoušce střídavým ohýbáním, aniž by se zlomila. Po zkoušce musí být hadice schopna odolat zkušebnímu tlaku uvedenému v bodě 1.5.4.2. Zkouška bude provedena na nové hadici a po stárnutí podle ISO 188, jak předepisuje bod 1.4.2.3, a následně podle ISO 1817, jak předepisuje bod 1.4.2.2.
1.5.3.2. Obrázek 1 (pouze příklad)
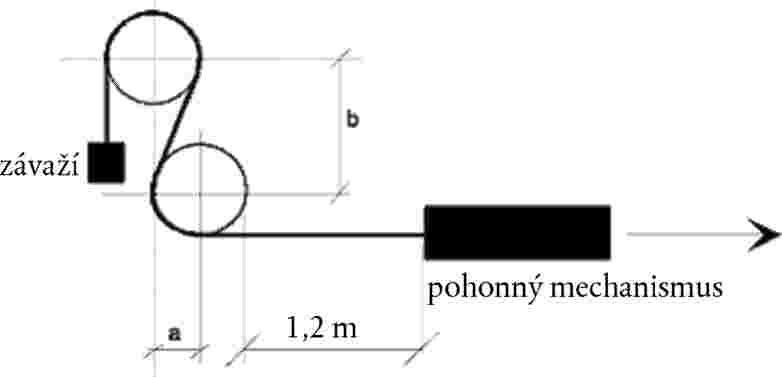
|
Vnitřní průměr hadice (mm) |
Poloměr ohybu (mm) (obr. 1) |
Vzdálenost mezi středy (mm) (obr. 1) |
|
|
svislá b |
vodorovná a |
||
|
do 13 |
102 |
241 |
102 |
|
13 až 16 |
153 |
356 |
153 |
|
16 až 20 |
178 |
419 |
178 |
1.5.3.3. Zkušební stroj (obr. 1) se skládá z ocelového rámu opatřeného dvěma dřevěnými koly s šířkou ráfku přibližně 130 mm.
Obvod kol musí být drážkovaný pro vedení hadice.
Poloměr kol měřený ke dnu drážky musí být v souladu s bodem 1.5.3.2.
Podélné středové roviny obou kol musí ležet ve stejné svislé rovině a vzdálenost mezi středy kol musí být v souladu s bodem 1.5.3.2.
Každé z kol se musí volně otáčet kolem svého středu otáčení.
Pohonný mechanismus táhne hadici přes kola rychlostí čtyř kompletních pohybů za minutu.
1.5.3.4. Hadice se nasadí na kola tak, aby vytvořila tvar „S“ (viz obr. 1).
Konec, který prochází přes horní kolo, se zatíží dostatečnou hmotností, aby se dosáhlo úplného přitisknutí hadice ke kolům. Část, která prochází přes dolní kolo, se připojí k pohonnému mechanismu.
Mechanismus musí být nastaven tak, aby hadice urazila celkovou vzdálenost 1,2 m v obou směrech.
1.5.4. Zkouška hydraulickým tlakem a určení minimálního tlaku při roztržení
1.5.4.1. Zkouška se musí provádět v souladu s metodou popsanou v normě ISO 1402.
1.5.4.2. Zkušební tlak, který je 1,5násobkem pracovního tlaku (MPa), musí být aplikován po dobu 10 minut, aniž by došlo k úniku.
1.5.4.3. Tlak při roztržení nesmí být menší než 45 MPa.
1.6. Spojky
1.6.1. Spojky musí být vyrobeny z oceli nebo mosazi a jejich povrch musí být korozivzdorný.
1.6.2. Spojky musí být krimpovacího typu.
1.6.2.1. Převlečná matice musí být vybavena závitem U.N.F.
1.6.2.2. Těsnicí kužel typu převlečné matice musí být typu s polovertikálním úhlem 45°.
1.6.2.3. Spojky mohou být vyrobeny jako typ s převlečnou maticí nebo jako rychlospojky.
1.6.2.4. Rychlospojky nesmí být možné rozpojit bez zvláštních opatření nebo bez použití zvláště k tomu určených nástrojů.
1.7. Sestava hadice a spojek
1.7.1. Konstrukce spojek musí být taková, aby nebylo nutné olupovat obal, pokud vyztužení hadice nesestává z korozivzdorného materiálu.
1.7.2. Sestava hadice musí být podrobena zkoušce tlakovými rázy v souladu s normou ISO 1436.
1.7.2.1. Zkouška musí být provedena cirkulujícím olejem o teplotě 93 °C a minimálním tlaku 26 MPa.
1.7.2.2. Hadice musí být podrobena 150 000 tlakových rázů.
1.7.2.3. Po zkoušce tlakovými rázy musí hadice odolat zkušebnímu tlaku uvedenému v bodě 1.5.4.2.
1.7.3. Plynotěsnost
1.7.3.1. Sestava hadice (hadice se spojkami) musí po dobu pěti minut bez jakéhokoli úniku odolávat tlaku plynu rovnému 1,5násobku pracovního tlaku (v MPa).
1.8. Označení
1.8.1. Každá hadice musí nést v rozestupech nejvýše 0,5 m následující jasně čitelná a nesmazatelná identifikační označení skládající se z písmen, číslic nebo symbolů:
1.8.1.1. obchodní název nebo značka výrobce;
1.8.1.2. rok a měsíc výroby;
1.8.1.3. označení velikosti a typu;
1.8.1.4. identifikační označení „CNG třída 0“.
1.8.2. Každá spojka musí nést obchodní název nebo značku montujícího výrobce.
2. STŘEDOTLAKÉ HADICE ZAŘAZENÉ DO TŘÍDY 1
2.1. Obecné specifikace
2.1.1. Hadice musí být navržena tak, aby odolávala maximálnímu pracovnímu tlaku 3 MPa.
2.1.2. Hadice musí být navržena tak, aby odolávala teplotám stanoveným v příloze 5O.
2.1.3. Vnitřní průměr musí být v souladu s tabulkou 1 normy ISO 1307.
2.2. Konstrukce hadice
2.2.1. Hadice musí být tvořena trubicí s hladkým vnitřním povrchem, obalem z vhodného syntetického materiálu a musí být vyztužena jednou nebo několika mezivrstvami.
2.2.2. Vyztužující mezivrstva (mezivrstvy) musí být obalem chráněna (chráněny) proti korozi.
Pokud je pro vyztužující mezivrstvu (mezivrstvy) použit korozivzdorný materiál (tj. nerezavějící ocel), není obal nutný.
2.2.3. Potah vnitřních stěn a obal musí být hladké a bez pórů, děr a cizích těles.
Záměrné propíchnutí obalu se nepovažuje za vadu.
2.3. Specifikace a zkoušky pro potah vnitřních stěn
2.3.1. Pevnost v tahu a délkové prodloužení u materiálu z gumy a termoplastických elastomerů (TPE)
2.3.1.1. Pevnost v tahu a délkové prodloužení při přetržení podle normy ISO 37. Pevnost v tahu nejméně 10 MPa a délkové prodloužení při přetržení nejméně 250 %.
2.3.1.2. Odolnost vůči n-pentanu podle ISO 1817 za následujících podmínek:
|
a) |
médium: n-pentan; |
|
b) |
teplota: 23 °C (tolerance podle ISO 1817); |
|
c) |
doba ponoření: 72 hodin. |
Požadavky:
|
a) |
maximální změna objemu 20 %; |
|
b) |
maximální změna pevnosti v tahu 25 %; |
|
c) |
maximální změna délkového prodloužení při přetržení 30 %. |
Po skladování na vzduchu o teplotě 40 °C po dobu 48 hodin se hmotnost nesmí v porovnání s původní hodnotou snížit o více než 5 %.
2.3.1.3. Odolnost vůči stárnutí podle ISO 188 za následujících podmínek:
|
a) |
teplota: 115 °C (zkušební teplota = maximální provozní teplota – 10 °C); |
|
b) |
doba působení: 24 a 336 hodin. |
Zkušební vzorky musí být po stárnutí klimatizovány při teplotě 23 °C a relativní vlhkosti 50 % alespoň 21 dní před tím, než se provede zkouška tahem podle bodu 2.3.1.1.
Požadavky:
|
a) |
maximální změna pevnosti v tahu 35 % po 336 hodinách stárnutí v porovnání s pevností v tahu u materiálu zestárlého 24 hodin; |
|
b) |
maximální změna délkového prodloužení při přetržení 25 % po 336 hodinách stárnutí v porovnání s délkovým prodloužením při přetržení u materiálu zestárlého 24 hodin. |
2.3.2. Pevnost v tahu a délkové prodloužení specifické pro termoplastické materiály
2.3.2.1. Pevnost v tahu a délkové prodloužení při přetržení podle ISO 527-2 za následujících podmínek:
|
a) |
typ vzorku: typ 1 BA; |
|
b) |
rychlost tahu: 20 mm/min. |
Materiál musí být před provedením zkoušky klimatizován minimálně po dobu 21 dnů při teplotě 23 °C a relativní vlhkosti 50 %.
Požadavky:
|
a) |
pevnost v tahu nejméně 20 MPa; |
|
b) |
délkové prodloužení při přetržení nejméně 100 %. |
2.3.2.2. Odolnost vůči n-pentanu podle ISO 1817 za následujících podmínek:
|
a) |
médium: n-pentan; |
|
b) |
teplota: 23 °C (tolerance podle ISO 1817); |
|
c) |
doba ponoření: 72 hodin. |
Požadavky:
|
a) |
maximální změna objemu 2 %; |
|
b) |
maximální změna pevnosti v tahu 10 %; |
|
c) |
maximální změna délkového prodloužení při přetržení 10 %. |
Po skladování na vzduchu o teplotě 40 °C po dobu 48 hodin se hmotnost nesmí v porovnání s původní hodnotou snížit o více než 5 %.
2.3.2.3. Odolnost vůči stárnutí podle ISO 188 za následujících podmínek:
|
a) |
teplota: 115 °C (zkušební teplota = maximální provozní teplota – 10 °C); |
|
b) |
doba působení: 24 a 336 hodin. |
Zkušební vzorky musí být po stárnutí klimatizovány při teplotě 23 °C a relativní vlhkosti 50 % alespoň 21 dní před tím, než se provede zkouška tahem podle bodu 2.3.2.1.
Požadavky:
|
a) |
maximální změna pevnosti v tahu 35 % po 336 hodinách stárnutí v porovnání s pevností v tahu u materiálu zestárlého 24 hodin; |
|
b) |
maximální změna délkového prodloužení při přetržení 25 % po 336 hodinách stárnutí v porovnání s délkovým prodloužením při přetržení u materiálu zestárlého 24 hodin. |
2.4. Specifikace a zkušební metoda pro obal
2.4.1. Pevnost v tahu a délkové prodloužení u materiálu z gumy a termoplastických elastomerů (TPE)
2.4.1.1. Pevnost v tahu a délkové prodloužení při přetržení podle ISO 37. Pevnost v tahu nejméně 10 MPa a délkové prodloužení při přetržení nejméně 250 %.
2.4.1.2. Odolnost vůči n-hexanu podle ISO 1817 za následujících podmínek:
|
a) |
médium: n-hexan; |
|
b) |
teplota: 23 °C (tolerance podle ISO 1817); |
|
c) |
doba ponoření: 72 hodin. |
Požadavky:
|
a) |
maximální změna objemu 30 %; |
|
b) |
maximální změna pevnosti v tahu 35 %; |
|
c) |
maximální změna délkového prodloužení při přetržení 35 %. |
2.4.1.3. Odolnost vůči stárnutí podle ISO 188 za následujících podmínek:
|
a) |
teplota: 115 °C (zkušební teplota = maximální provozní teplota – 10 °C); |
|
b) |
doba působení: 24 a 336 hodin. |
Zkušební vzorky musí být po stárnutí klimatizovány při teplotě 23 °C a relativní vlhkosti 50 % alespoň 21 dní před tím, než se provede zkouška tahem podle bodu 2.4.1.1.
Požadavky:
|
a) |
maximální změna pevnosti v tahu 35 % po 336 hodinách stárnutí v porovnání s pevností v tahu u materiálu zestárlého 24 hodin; |
|
b) |
maximální změna délkového prodloužení při přetržení 25 % po 336 hodinách stárnutí v porovnání s délkovým prodloužením při přetržení u materiálu zestárlého 24 hodin. |
2.4.2. Pevnost v tahu a délkové prodloužení specifické pro termoplastické materiály
2.4.2.1. Pevnost v tahu a délkové prodloužení při přetržení podle ISO 527-2 za následujících podmínek:
|
a) |
typ vzorku: typ 1 BA; |
|
b) |
rychlost tahu: 20 mm/min. |
Materiál musí být před provedením zkoušky klimatizován minimálně po dobu 21 dnů při teplotě 23 °C a relativní vlhkosti 50 %.
Požadavky:
|
a) |
pevnost v tahu nejméně 20 MPa; |
|
b) |
délkové prodloužení při přetržení nejméně 100 %. |
2.4.2.2. Odolnost vůči n-hexanu podle ISO 1817 za následujících podmínek:
|
a) |
médium: n-hexan; |
|
b) |
teplota: 23 °C (tolerance podle ISO 1817); |
|
c) |
doba ponoření: 72 hodin. |
Požadavky:
|
a) |
maximální změna objemu 2 %; |
|
b) |
maximální změna pevnosti v tahu 10 %; |
|
c) |
maximální změna délkového prodloužení při přetržení 10 %. |
Po skladování na vzduchu o teplotě 40 °C po dobu 48 hodin se hmotnost nesmí v porovnání s původní hodnotou snížit o více než 5 %.
2.4.2.3. Odolnost vůči stárnutí podle ISO 188 za následujících podmínek:
|
a) |
teplota: 115 °C (zkušební teplota = maximální provozní teplota – 10 °C); |
|
b) |
doba působení: 24 a 336 hodin. |
Zkušební vzorky musí být po stárnutí klimatizovány při teplotě 23 °C a relativní vlhkosti 50 % alespoň 21 dní před tím, než se provede zkouška tahem podle bodu 2.4.2.1.
Požadavky:
|
a) |
maximální změna pevnosti v tahu 20 % po 336 hodinách stárnutí v porovnání s pevností v tahu u materiálu zestárlého 24 hodin; |
|
b) |
maximální změna délkového prodloužení při přetržení 50 % po 336 hodinách stárnutí v porovnání s délkovým prodloužením při přetržení u materiálu zestárlého 24 hodin. |
2.4.3. Odolnost vůči ozonu
2.4.3.1. Zkouška musí být provedena v souladu s normou ISO 1431/1.
2.4.3.2. Zkušební vzorky natažené na délkové prodloužení 20 % se nejprve vystaví působení vzduchu o teplotě 40 °C s koncentrací ozónu 50 dílů na sto milionů po dobu 120 hodin.
2.4.3.3. Není přípustné žádné popraskání zkušebních vzorků.
2.5. Specifikace nepřipojené hadice
2.5.1. Plynotěsnost (propustnost)
2.5.1.1. Hadice s volnou délkou 1 m musí být připojena k zásobníku naplněnému kapalným propanem o teplotě 23 °C ± 2 °C.
2.5.1.2. Zkouška se musí provádět v souladu s metodou popsanou v normě ISO 4080.
2.5.1.3. Únik stěnou hadice nesmí přesáhnout 95 cm3 na metr hadice za 24 hod.
2.5.2. Odolnost za nízkých teplot
2.5.2.1. Zkouška se musí provádět v souladu s metodou popsanou v normě ISO 4672-1978, metoda B.
|
Zkušební teplota |
: |
– 40 °C ± 3 °C; nebo případně – 20 °C ± 3 °C. |
2.5.2.3. Není přípustné žádné popraskání nebo roztržení.
2.5.3. Ohybová zkouška
2.5.3.1. Prázdná hadice délky přibližně 3,5 m musí být schopna odolat 3 000krát dále předepsané zkoušce střídavým ohýbáním, aniž by se zlomila. Po zkoušce musí být hadice schopna odolat zkušebnímu tlaku uvedenému v bodě 2.5.4.2. Zkouška bude provedena na nové hadici a po stárnutí podle ISO 188, jak předepisuje bod 2.4.2.3, a následně podle ISO 1817, jak předepisuje bod 2.4.2.2.
2.5.3.2. Obrázek 2 (pouze příklad)
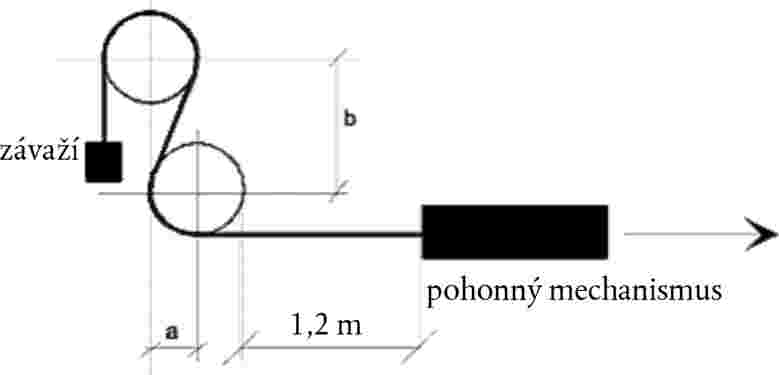
|
Vnitřní průměr hadice (mm) |
Poloměr ohybu (mm) (obr. 2) |
Vzdálenost mezi středy (mm) (obr. 2) |
|
|
svislá b |
vodorovná a |
||
|
do 13 |
102 |
241 |
102 |
|
13 až 16 |
153 |
356 |
153 |
|
16 až 20 |
178 |
419 |
178 |
2.5.3.3. Zkušební stroj (obr. 2) se skládá z ocelového rámu opatřeného dvěma dřevěnými koly s šířkou ráfku přibližně 130 mm.
Obvod kol musí být drážkovaný pro vedení hadice.
Poloměr kol měřený ke dnu drážky musí být v souladu s bodem 2.5.3.2.
Podélné středové roviny obou kol musí ležet ve stejné svislé rovině a vzdálenost mezi středy kol musí být v souladu s bodem 2.5.3.2.
Každé z kol se musí volně otáčet kolem svého středu otáčení.
Pohonný mechanismus táhne hadici přes kola rychlostí čtyř kompletních pohybů za minutu.
2.5.3.4. Hadice se nasadí na kola tak, aby vytvořila tvar „S“ (viz obr. 2).
Konec, který prochází přes horní kolo, se zatíží dostatečnou hmotností, aby se dosáhlo úplného přitisknutí hadice ke kolům. Část, která prochází přes dolní kolo, se připojí k pohonnému mechanismu.
Mechanismus musí být nastaven tak, aby hadice urazila celkovou vzdálenost 1,2 m v obou směrech.
2.5.4. Tlak při hydraulické zkoušce
2.5.4.1. Zkouška se musí provádět v souladu s metodou popsanou v normě ISO 1402.
2.5.4.2. Zkušební tlak 3 MPa musí být aplikován po dobu 10 minut, a to bez jakéhokoli úniku.
2.6. Spojky
2.6.1. Je-li na hadici namontována spojka, musí být splněny následující podmínky:
2.6.2. Spojky musí být vyrobeny z oceli nebo mosazi a jejich povrch musí být korozivzdorný.
2.6.3. Spojky musí být krimpovacího typu.
2.6.4. Spojky mohou být vyrobeny jako typ s převlečnou maticí nebo jako rychlospojky.
2.6.5. Rychlospojky nesmí být možné rozpojit bez zvláštních opatření nebo bez použití zvláště k tomu určených nástrojů.
2.7. Sestava hadice a spojek
2.7.1. Konstrukce spojek musí být taková, aby nebylo nutné olupovat obal, pokud vyztužení hadice nesestává z korozivzdorného materiálu.
2.7.2. Sestava hadice musí být podrobena zkoušce tlakovými rázy v souladu s normou ISO 1436.
2.7.2.1. Zkouška musí být provedena cirkulujícím olejem o teplotě 93 °C a minimálním tlaku rovném 1,5násobku maximálního pracovního tlaku.
2.7.2.2. Hadice musí být podrobena 150 000 tlakových rázů.
2.7.2.3. Po zkoušce tlakovými rázy musí hadice odolat zkušebnímu tlaku uvedenému v bodě 2.5.4.2.
2.7.3. Plynotěsnost
2.7.3.1. Sestava hadice (hadice se spojkami) musí po dobu pěti minut bez jakéhokoli úniku odolávat tlaku plynu 3 MPa.
2.8. Označení
2.8.1. Každá hadice musí nést v rozestupech nejvýše 0,5 m následující jasně čitelná a nesmazatelná identifikační označení skládající se z písmen, číslic nebo symbolů:
2.8.1.1. obchodní název nebo značka výrobce;
2.8.1.2. rok a měsíc výroby;
2.8.1.3. označení velikosti a typu;
2.8.1.4. identifikační označení „CNG třída 1“.
2.8.2. Každá spojka musí nést obchodní název nebo značku montujícího výrobce.
3. NÍZKOTLAKÉ HADICE ZAŘAZENÉ DO TŘÍDY 2
3.1. Obecné specifikace
3.1.1. Hadice musí být navrženy tak, aby odolávaly maximálnímu pracovnímu tlaku 450 kPa.
3.1.2. Hadice musí být navržena tak, aby odolávala teplotám stanoveným v příloze 5O.
3.1.3. Vnitřní průměr musí být v souladu s tabulkou 1 normy ISO 1307.
3.2. (nepřiděleno)
3.3. Specifikace a zkoušky pro potah vnitřních stěn
3.3.1. Pevnost v tahu a délkové prodloužení u materiálu z gumy a termoplastických elastomerů (TPE)
3.3.1.1. Pevnost v tahu a délkové prodloužení při přetržení podle normy ISO 37
Pevnost v tahu nejméně 10 MPa a délkové prodloužení při přetržení nejméně 250 %.
3.3.1.2. Odolnost vůči n-pentanu podle ISO 1817 za následujících podmínek:
|
a) |
médium: n-pentan; |
|
b) |
teplota: 23 °C (tolerance podle ISO 1817); |
|
c) |
doba ponoření: 72 hodin. |
Požadavky:
|
a) |
maximální změna objemu 20 %; |
|
b) |
maximální změna pevnosti v tahu 25 %; |
|
c) |
maximální změna délkového prodloužení při přetržení 30 %. |
Po skladování na vzduchu o teplotě 40 °C po dobu 48 hodin se hmotnost nesmí v porovnání s původní hodnotou snížit o více než 5 %.
3.3.1.3. Odolnost vůči stárnutí podle ISO 188 za následujících podmínek:
|
a) |
teplota: 115 °C (zkušební teplota = maximální provozní teplota – 10 °C); |
|
b) |
doba působení: 24 a 336 hodin. |
Zkušební vzorky musí být po stárnutí klimatizovány při teplotě 23 °C a relativní vlhkosti 50 % alespoň 21 dní před tím, než se provede zkouška tahem podle bodu 3.3.1.1.
Požadavky:
|
a) |
maximální změna pevnosti v tahu 35 % po 336 hodinách stárnutí v porovnání s pevností v tahu u materiálu zestárlého 24 hodin; |
|
b) |
maximální změna délkového prodloužení při přetržení 25 % po 336 hodinách stárnutí v porovnání s délkovým prodloužením při přetržení u materiálu zestárlého 24 hodin. |
3.3.2. Pevnost v tahu a délkové prodloužení specifické pro termoplastické materiály
3.3.2.1. Pevnost v tahu a délkové prodloužení při přetržení podle ISO 527-2 za následujících podmínek:
|
a) |
typ vzorku: typ 1 BA; |
|
b) |
rychlost tahu: 20 mm/min. |
Materiál musí být před provedením zkoušky klimatizován minimálně po dobu 21 dnů při teplotě 23 °C a relativní vlhkosti 50 %.
Požadavky:
|
a) |
pevnost v tahu nejméně 20 MPa; |
|
b) |
délkové prodloužení při přetržení nejméně 100 %. |
3.3.2.2. Odolnost vůči n-pentanu podle ISO 1817 za následujících podmínek:
|
a) |
médium: n-pentan; |
|
b) |
teplota: 23 °C (tolerance podle ISO 1817); |
|
c) |
doba ponoření: 72 hodin. |
Požadavky:
|
a) |
maximální změna objemu 2 %; |
|
b) |
maximální změna pevnosti v tahu 10 %; |
|
c) |
maximální změna délkového prodloužení při přetržení 10 %. |
Po skladování na vzduchu o teplotě 40 °C po dobu 48 hodin se hmotnost nesmí v porovnání s původní hodnotou snížit o více než 5 %.
3.3.2.3. Odolnost vůči stárnutí podle ISO 188 za následujících podmínek:
|
a) |
teplota: 115 °C (zkušební teplota = maximální provozní teplota – 10 °C); |
|
b) |
doba působení: 24 a 336 hodin. |
Zkušební vzorky musí být po stárnutí klimatizovány při teplotě 23 °C a relativní vlhkosti 50 % alespoň 21 dní před tím, než se provede zkouška tahem podle bodu 3.3.2.1.
Požadavky:
|
a) |
maximální změna pevnosti v tahu 35 % po 336 hodinách stárnutí v porovnání s pevností v tahu u materiálu zestárlého 24 hodin; |
|
b) |
maximální změna délkového prodloužení při přetržení 25 % po 336 hodinách stárnutí v porovnání s délkovým prodloužením při přetržení u materiálu zestárlého 24 hodin. |
3.4. Specifikace a zkušební metoda pro obal
3.4.1. Pevnost v tahu a délkové prodloužení u materiálu z gumy a termoplastických elastomerů (TPE)
3.4.1.1. Pevnost v tahu a délkové prodloužení při přetržení podle ISO 37
Pevnost v tahu nejméně 10 MPa a délkové prodloužení při přetržení nejméně 250 %.
3.4.1.2. Odolnost vůči n-hexanu podle ISO 1817 za následujících podmínek:
|
a) |
médium: n-hexan; |
|
b) |
teplota: 23 °C (tolerance podle ISO 1817); |
|
c) |
doba ponoření: 72 hodin. |
Požadavky:
|
a) |
maximální změna objemu 30 %; |
|
b) |
maximální změna pevnosti v tahu 35 %; |
|
c) |
maximální změna délkového prodloužení při přetržení 35 %. |
3.4.1.3. Odolnost vůči stárnutí podle ISO 188 za následujících podmínek:
|
a) |
teplota: 115 °C (zkušební teplota = maximální provozní teplota – 10 °C); |
|
b) |
doba působení: 24 a 336 hodin. |
Zkušební vzorky musí být po stárnutí klimatizovány při teplotě 23 °C a relativní vlhkosti 50 % alespoň 21 dní před tím, než se provede zkouška tahem podle bodu 3.4.1.1.
Požadavky:
|
a) |
maximální změna pevnosti v tahu 35 % po 336 hodinách stárnutí v porovnání s pevností v tahu u materiálu zestárlého 24 hodin; |
|
b) |
maximální změna délkového prodloužení při přetržení 25 % po 336 hodinách stárnutí v porovnání s délkovým prodloužením při přetržení u materiálu zestárlého 24 hodin. |
3.4.2. Pevnost v tahu a délkové prodloužení specifické pro termoplastické materiály.
3.4.2.1. Pevnost v tahu a délkové prodloužení při přetržení podle ISO 527-2 za následujících podmínek:
|
a) |
typ vzorku: typ 1 BA; |
|
b) |
rychlost tahu: 20 mm/min. |
Materiál musí být před provedením zkoušky klimatizován minimálně po dobu 21 dnů při teplotě 23 °C a relativní vlhkosti 50 %.
Požadavky:
|
a) |
pevnost v tahu nejméně 20 MPa; |
|
b) |
délkové prodloužení při přetržení nejméně 100 %. |
3.4.2.2. Odolnost vůči n-hexanu podle ISO 1817 za následujících podmínek:
|
a) |
médium: n-hexan; |
|
b) |
teplota: 23 °C (tolerance podle ISO 1817); |
|
c) |
doba ponoření: 72 hodin. |
Požadavky:
|
a) |
maximální změna objemu 2 %; |
|
b) |
maximální změna pevnosti v tahu 10 %; |
|
c) |
maximální změna délkového prodloužení při přetržení 10 %. |
Po skladování na vzduchu o teplotě 40 °C po dobu 48 hodin se hmotnost nesmí v porovnání s původní hodnotou snížit o více než 5 %.
3.4.2.3. Odolnost vůči stárnutí podle ISO 188 za následujících podmínek:
|
a) |
teplota: 115 °C (zkušební teplota = maximální provozní teplota – 10 °C); |
|
b) |
doba působení: 24 a 336 hodin. |
Zkušební vzorky musí být po stárnutí klimatizovány při teplotě 23 °C a relativní vlhkosti 50 % alespoň 21 dní před tím, než se provede zkouška tahem podle bodu 3.4.2.1.
Požadavky:
|
a) |
maximální změna pevnosti v tahu 20 % po 336 hodinách stárnutí v porovnání s pevností v tahu u materiálu zestárlého 24 hodin; |
|
b) |
maximální změna délkového prodloužení při přetržení 50 % po 336 hodinách stárnutí v porovnání s délkovým prodloužením při přetržení u materiálu zestárlého 24 hodin. |
3.4.3. Odolnost vůči ozonu
3.4.3.1. Zkouška musí být provedena v souladu s normou ISO 1431/1.
3.4.3.2. Zkušební vzorky natažené na délkové prodloužení 20 % se nejprve vystaví působení vzduchu o teplotě 40 °C a relativní vlhkosti 50 % ± 10 % s koncentrací ozonu 50 dílů na sto milionů po dobu 120 hodin.
3.4.3.3. Není přípustné žádné popraskání zkušebních vzorků.
3.5. Specifikace nepřipojené hadice
3.5.1. Plynotěsnost (propustnost)
3.5.1.1. Hadice s volnou délkou 1 m musí být připojena k zásobníku naplněnému kapalným propanem o teplotě 23 °C ± 2 °C.
3.5.1.2. Zkouška se musí provádět v souladu s metodou popsanou v normě ISO 4080.
3.5.1.3. Únik stěnou hadice nesmí přesáhnout 95 cm3 na metr hadice za 24 hodin.
3.5.2. Odolnost za nízkých teplot
3.5.2.1. Zkouška se musí provádět v souladu s metodou popsanou v normě ISO 4672, metoda B.
|
Zkušební teplota |
: |
– 40 °C ± 3 °C; nebo případně – 20 °C ± 3 °C. |
3.5.2.3. Není přípustné žádné popraskání nebo roztržení.
3.5.3. Odolnost za vysokých teplot
3.5.3.1. Vzorek hadice o minimální délce 0,5 m natlakovaný na 450 kPa musí být vložen do pece při teplotě 120 °C ± 2 °C po dobu 24 hodin. Zkouška bude provedena na nové hadici a po stárnutí podle ISO 188, jak předepisuje bod 3.4.2.3, a následně podle ISO 1817, jak předepisuje bod 3.4.2.2.
3.5.3.2. Únik stěnou hadice nesmí přesáhnout 95 cm3 na metr hadice za 24 hodin.
3.5.3.3. Po zkoušce musí hadice odolávat zkušebnímu tlaku 50 kPa po dobu 10 minut. Únik stěnou hadice nesmí přesáhnout 95 cm3 na metr hadice za 24 hodin.
3.5.4. Ohybová zkouška
3.5.4.1. Prázdná hadice délky přibližně 3,5 m musí být schopna odolat 3 000krát dále předepsané zkoušce střídavým ohýbáním, aniž by se zlomila.
3.5.4.2. Obrázek 3 (pouze příklad)
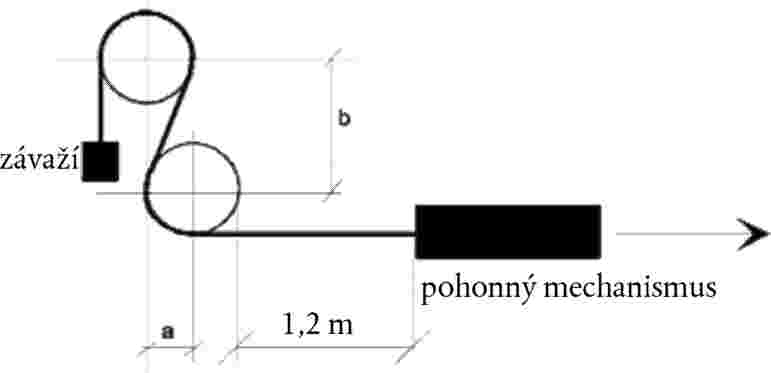
Zkušební stroj (obrázek 3) se skládá z ocelového rámu opatřeného dvěma dřevěnými koly s šířkou ráfku zhruba 130 mm.
Obvod kol musí být drážkovaný pro vedení hadice.
Poloměr kol měřený ke dnu drážky musí být 102 mm.
Podélné středové roviny obou kol musí ležet ve stejné svislé rovině. Vzdálenost mezi středy kol musí být: svislá 241 mm, vodorovná 102 mm.
Každé z kol se musí volně otáčet kolem svého středu otáčení.
Pohonný mechanismus táhne hadici přes kola rychlostí čtyř kompletních pohybů za minutu.
3.5.4.3. Hadice se nasadí na kola tak, aby vytvořila tvar „S“ (viz obr. 3).
Konec, který prochází přes horní kolo, se zatíží dostatečnou hmotností, aby se dosáhlo úplného přitisknutí hadice ke kolům. Část, která prochází přes dolní kolo, se připojí k pohonnému mechanismu.
Mechanismus musí být nastaven tak, aby hadice urazila celkovou vzdálenost 1,2 m v obou směrech.
3.6. Označení
3.6.1. Každá hadice musí nést v rozestupech nejvýše 0,5 m následující jasně čitelná a nesmazatelná identifikační označení skládající se z písmen, číslic nebo symbolů:
3.6.1.1. obchodní název nebo značka výrobce;
3.6.1.2. rok a měsíc výroby;
3.6.1.3. označení velikosti a typu;
3.6.1.4. identifikační označení „CNG třída 2“.
3.6.2. Každá spojka musí nést obchodní název nebo značku montujícího výrobce.
4. HADICE LNG ZAŘAZENÉ DO TŘÍDY 5
4.1. Obecné specifikace
4.1.1. Hadice musí být navržena tak, aby odolávala maximálnímu pracovnímu tlaku ve výši 1,5násobku pracovního tlaku (MPa) deklarovaného výrobcem.
4.1.2. Hadice musí být navržena tak, aby odolávala teplotám, které jsou pro třídu 5 stanoveny v příloze 5O.
4.1.3. Vnitřní průměr musí být v souladu s tabulkou 1 normy ISO 1307.
4.2. Konstrukce hadice
4.2.1. Hadice musí být schopna odolávat teplotám třídy 5.
4.2.2. Vyztužující mezivrstva (mezivrstvy) musí být obalem chráněna (chráněny) proti korozi.
Pokud je pro vyztužující mezivrstvu (mezivrstvy) použit korozivzdorný materiál (tj. nerezavějící ocel), není obal nutný.
4.2.3. Potah vnitřních stěn a obal musí být hladké a bez pórů, děr a cizích těles.
Záměrné propíchnutí obalu se nepovažuje za vadu.
4.2.4. Obal musí být záměrně perforovaný, aby se zabránilo tvorbě bublin.
4.2.5. Je-li obal perforován a mezivrstva není vyrobena z korozivzdorného materiálu, musí být mezivrstva chráněna proti korozi.
4.3. Specifikace a zkoušky pro potah vnitřních stěn
4.3.1. Pevnost v tahu a délkové prodloužení u termoplastických elastomerů (TPE)
4.3.1.1. Pevnost v tahu a délkové prodloužení při přetržení podle ISO 37. Pevnost v tahu nejméně 20 MPa a délkové prodloužení při přetržení nejméně 250 %.
4.3.1.2. Odolnost vůči n-pentanu podle ISO 1817 za následujících podmínek:
|
a) |
médium: n-pentan; |
|
b) |
teplota: 23 °C (tolerance podle ISO 1817); |
|
c) |
doba ponoření: 72 hodin. |
Požadavky:
|
a) |
maximální změna objemu 20 %; |
|
b) |
maximální změna pevnosti v tahu 25 %; |
|
c) |
maximální změna délkového prodloužení při přetržení 30 %. |
Po skladování na vzduchu o teplotě 40 °C po dobu 48 hodin se hmotnost nesmí v porovnání s původní hodnotou snížit o více než 5 %.
4.3.1.3. Odolnost vůči stárnutí podle ISO 188 za následujících podmínek:
|
a) |
teplota: 115 °C (zkušební teplota = maximální provozní teplota – 10 °C); |
|
b) |
doba působení: 24 a 336 hodin. |
Zkušební vzorky musí být po stárnutí klimatizovány při teplotě 23 °C a relativní vlhkosti 50 % alespoň 21 dní před tím, než se provede zkouška tahem podle bodu 4.3.1.1 této přílohy.
Požadavky:
|
a) |
maximální změna pevnosti v tahu 35 % po 336 hodinách stárnutí v porovnání s pevností v tahu u materiálu zestárlého 24 hodin; |
|
b) |
maximální změna délkového prodloužení při přetržení 25 % po 336 hodinách stárnutí v porovnání s délkovým prodloužením při přetržení u materiálu zestárlého 24 hodin. |
4.3.2. Pevnost v tahu a délkové prodloužení specifické pro termoplastické materiály
4.3.2.1. Pevnost v tahu a délkové prodloužení při přetržení podle ISO 527-2 za následujících podmínek:
|
a) |
typ vzorku: typ 1 BA; |
|
b) |
rychlost tahu: 20 mm/min. |
Materiál musí být před provedením zkoušky klimatizován minimálně po dobu 21 dnů při teplotě 23 °C a relativní vlhkosti 50 %.
Požadavky:
|
a) |
pevnost v tahu nejméně 20 MPa; |
|
b) |
délkové prodloužení při přetržení nejméně 100 %. |
4.3.2.2. Odolnost vůči n-pentanu podle ISO 1817 za následujících podmínek:
|
a) |
médium: n-pentan; |
|
b) |
teplota: 23 °C (tolerance podle ISO 1817); |
|
c) |
doba ponoření: 72 hodin. |
Požadavky:
|
a) |
maximální změna objemu 2 %; |
|
b) |
maximální změna pevnosti v tahu 10 %; |
|
c) |
maximální změna délkového prodloužení při přetržení 10 %. |
Po skladování na vzduchu o teplotě 40 °C po dobu 48 hodin se hmotnost nesmí v porovnání s původní hodnotou snížit o více než 5 %.
4.3.2.3. Odolnost vůči stárnutí podle ISO 188 za následujících podmínek:
|
a) |
teplota: 115 °C (zkušební teplota = maximální provozní teplota – 10 °C); |
|
b) |
doba působení: 24 a 336 hodin. |
Zkušební vzorky musí být po stárnutí klimatizovány při teplotě 23 °C a relativní vlhkosti 50 % alespoň 21 dní před tím, než se provede zkouška tahem podle bodu 4.3.2.1 této přílohy.
Požadavky:
|
a) |
maximální změna pevnosti v tahu 35 % po 336 hodinách stárnutí v porovnání s pevností v tahu u materiálu zestárlého 24 hodin; |
|
b) |
maximální změna délkového prodloužení při přetržení 25 % po 336 hodinách stárnutí v porovnání s délkovým prodloužením při přetržení u materiálu zestárlého 24 hodin. |
4.4. Specifikace a zkušební metoda pro obal
4.4.1. Pevnost v tahu a délkové prodloužení u termoplastických elastomerů (TPE)
4.4.1.1. Pevnost v tahu a délkové prodloužení při přetržení podle ISO 37. Pevnost v tahu nejméně 10 MPa a délkové prodloužení při přetržení nejméně 250 %.
4.4.1.2. Odolnost vůči n-hexanu podle ISO 1817 za následujících podmínek:
|
a) |
médium: n-hexan; |
|
b) |
teplota: 23 °C (tolerance podle ISO 1817); |
|
c) |
doba ponoření: 72 hodin. |
Požadavky:
|
a) |
maximální změna objemu 30 %; |
|
b) |
maximální změna pevnosti v tahu 35 %; |
|
c) |
maximální změna délkového prodloužení při přetržení 35 %. |
4.4.1.3. Odolnost vůči stárnutí podle ISO 188 za následujících podmínek:
|
a) |
teplota: 115 °C (zkušební teplota = maximální provozní teplota – 10 °C); |
|
b) |
doba působení: 24 a 336 hodin. |
Zkušební vzorky musí být po stárnutí klimatizovány při teplotě 23 °C a relativní vlhkosti 50 % alespoň 21 dní před tím, než se provede zkouška tahem podle bodu 4.4.1.1 této přílohy.
Požadavky:
|
a) |
maximální změna pevnosti v tahu 35 % po 336 hodinách stárnutí v porovnání s pevností v tahu u materiálu zestárlého 24 hodin; |
|
b) |
maximální změna délkového prodloužení při přetržení 25 % po 336 hodinách stárnutí v porovnání s délkovým prodloužením při přetržení u materiálu zestárlého 24 hodin. |
4.4.2. Pevnost v tahu a délkové prodloužení specifické pro termoplastické materiály
4.4.2.1. Pevnost v tahu a délkové prodloužení při přetržení podle ISO 527-2 za následujících podmínek:
|
a) |
typ vzorku: typ 1 BA; |
|
b) |
rychlost tahu: 20 mm/min. |
Materiál musí být před provedením zkoušky klimatizován minimálně po dobu 21 dnů při teplotě 23 °C a relativní vlhkosti 50 %.
Požadavky:
|
a) |
pevnost v tahu nejméně 20 MPa; |
|
b) |
délkové prodloužení při přetržení nejméně 100 %. |
4.4.2.2. Odolnost vůči n-hexanu podle ISO 1817 za následujících podmínek:
|
a) |
médium: n-hexan; |
|
b) |
teplota: 23 °C (tolerance podle ISO 1817); |
|
c) |
doba ponoření: 72 hodin. |
Požadavky:
|
a) |
maximální změna objemu 2 %; |
|
b) |
maximální změna pevnosti v tahu 10 %; |
|
c) |
maximální změna délkového prodloužení při přetržení 10 %. |
Po skladování na vzduchu o teplotě 40 °C po dobu 48 hodin se hmotnost nesmí v porovnání s původní hodnotou snížit o více než 5 %.
4.4.2.3. Odolnost vůči stárnutí podle ISO 188 za následujících podmínek:
|
a) |
teplota: 115 °C (zkušební teplota = maximální provozní teplota – 10 °C); |
|
b) |
doba působení: 24 a 336 hodin. |
Zkušební vzorky musí být po stárnutí klimatizovány při teplotě 23 °C a relativní vlhkosti 50 % alespoň 21 dní před tím, než se provede zkouška tahem podle bodu 4.4.2.1 této přílohy.
Požadavky:
|
a) |
maximální změna pevnosti v tahu 20 % po 336 hodinách stárnutí v porovnání s pevností v tahu u materiálu zestárlého 24 hodin; |
|
b) |
maximální změna délkového prodloužení při přetržení 50 % po 336 hodinách stárnutí v porovnání s délkovým prodloužením při přetržení u materiálu zestárlého 24 hodin. |
4.4.3. Odolnost vůči ozonu
4.4.3.1. Zkouška musí být provedena v souladu s normou ISO 1431/1.
4.4.3.2. Zkušební vzorky natažené na délkové prodloužení 20 % se nejprve vystaví působení vzduchu o teplotě 40 °C s koncentrací ozónu 50 dílů na sto milionů po dobu 120 hodin.
4.4.3.3. Není přípustné žádné popraskání zkušebních vzorků.
4.5. Specifikace nepřipojené hadice
4.5.1. Plynotěsnost (propustnost)
4.5.1.1. Hadice s volnou délkou 1 m musí být připojena k zásobníku naplněnému kapalným propanem o teplotě 23 °C ± 2 °C.
4.5.1.2. Zkouška se musí provádět v souladu s metodou popsanou v normě ISO 4080.
4.5.1.3. Únik stěnou hadice nesmí přesáhnout 95 cm3 na metr hadice za 24 hodin.
4.5.2. Odolnost za nízkých teplot
4.5.2.1. Zkouška se musí provádět v souladu s metodou popsanou v normě ISO 4672-1978, metoda B.
4.5.2.2. Zkušební teplota: – 163 °C (ekvivalent lze nalézt v tabulce v příloze 5O)
4.5.2.3. Není přípustné žádné popraskání nebo roztržení.
4.5.3. Ohybová zkouška
4.5.3.1. Zkouška se musí provádět v souladu s metodou popsanou v normě ISO 15500-17:2012.
4.5.4. Zkouška hydraulickým tlakem a určení minimálního tlaku při roztržení
4.5.4.1. Zkouška se musí provádět v souladu s metodou popsanou v normě ISO 1402.
Zkušební teplota: – 163 °C (ekvivalent lze nalézt v tabulce v příloze 5O)
4.5.4.2. Zkušební tlak, který je 1,5násobkem pracovního tlaku (MPa) deklarovaného výrobcem, musí být aplikován po dobu 10 minut, aniž by došlo k úniku.
4.5.4.3. Tlak při roztržení nesmí být nižší než 2,25násobek pracovního tlaku (MPa) deklarovaného výrobcem.
4.5.5. Odtrhová zkouška
4.5.5.1. Zkouška se musí provádět v souladu s metodou popsanou v normě ISO 15500-17:2012.
4.5.6. Elektrická vodivost
4.5.6.1. Zkouška se musí provádět v souladu s metodou popsanou v normě ISO 15500-17:2012.
4.5.7. Vibrace
4.5.7.1. Jeden konec zkušební sestavy upevněte ke statické podpěře a druhý konec k vibrační hlavici; zajistěte, aby mělo potrubí minimální poloměr ohybu 180°, a nedošlo tak ke zkroucení hadice.
Za použití kryogenní kapaliny natlakujte zkušební vzorek na výrobcem deklarovaný pracovní tlak.
Zkušební teplota: – 163 °C (ekvivalent lze nalézt v tabulce v příloze 5O).
Součást se na 30 minut vystaví vibracím, přičemž je natlakovaná a uzavřená na spodní straně v každé ze tří ortogonálních os při nejnamáhavější rezonanční frekvenci stanovené takto:
|
a) |
zrychlení 1,5 g; |
|
b) |
sinusové kmitočtové pásmo 10 Hz až 500 Hz; |
|
c) |
doba rozmítání 10 minut. |
Nenachází-li se rezonanční kmitočet v tomto pásmu, provádí se zkouška při 500 Hz.
Po skončení zkoušky nesmí hadice vykazovat žádné známky únavy, praskliny nebo poškození a zkouší se při zkušebním tlaku ve výši 1,5násobku pracovního tlaku (MPa) deklarovaného výrobcem. Tento tlak se musí aplikovat po dobu 10 minut, aniž by došlo k úniku.
4.6. Spojky
4.6.1. Spojky musí být vyrobeny z austenitické nerezavějící oceli.
4.6.2. Spojky musí splňovat požadavky uvedené v bodě 4.7.
4.7. Sestava hadice a spojek
4.7.1. Konstrukce spojek musí být taková, aby nebylo nutné olupovat obal, pokud vyztužení hadice nesestává z korozivzdorného materiálu.
4.7.2. Sestava hadice musí být podrobena zkoušce tlakovými rázy v souladu s normou ISO 1436.
Zkušební teplota: – 163 °C (ekvivalent lze nalézt v tabulce v příloze 5O).
4.7.2.1. Zkouška musí být provedena za použití kryogenní kapaliny při teplotě uvedené pro třídu 5 v příloze 5O a při minimálním tlaku výrobcem deklarovaného pracovního tlaku.
4.7.2.2. Hadice musí být podrobena 7 000 tlakových rázů.
4.7.2.3. Po zkoušce tlakovými rázy musí hadice odolat zkušebnímu tlaku uvedenému v bodě 4.5.4.2.
4.7.3. Plynotěsnost
4.7.3.1. Sestava hadice (hadice se spojkami) musí po dobu pěti minut bez jakéhokoli úniku odolávat tlaku plynu rovnému 1,5násobku pracovního tlaku (v MPa) při kryogenní teplotě.
Zkušební teplota: – 163 °C (ekvivalent lze nalézt v tabulce v příloze 5O).
4.8. Označení
4.8.1. Každá hadice musí nést v rozestupech nejvýše 0,5 m následující jasně čitelná a nesmazatelná identifikační označení skládající se z písmen, číslic nebo symbolů:
4.8.1.1. obchodní název nebo značka výrobce;
4.8.1.2. rok a měsíc výroby;
4.8.1.3. označení velikosti a typu;
4.8.1.4. identifikační označení „LNG třída 5“.
4.8.2. Každá spojka musí nést obchodní název nebo značku montujícího výrobce.
PŘÍLOHA 4C
USTANOVENÍ PRO SCHVALOVÁNÍ TYPU FILTRU CNG
1. ÚČELEM TÉTO PŘÍLOHY JE VYMEZIT USTANOVENÍ PRO SCHVALOVÁNÍ TYPU FILTRU CNG.
2. PROVOZNÍ PODMÍNKY
2.1. Filtr CNG musí být navržen tak, aby pracoval za teplot stanovených v příloze 5O.
2.2. Filtr CNG musí být klasifikován z hlediska maximálního pracovního tlaku (viz bod 3 tohoto předpisu, obr. 1-1):
|
2.2.1. |
Třída 0: filtr CNG musí být navržen tak, aby odolával tlaku ve výši 1,5násobku pracovního tlaku (MPa). |
|
2.2.2. |
Třída 1 a třída 2: filtr CNG musí být navržen tak, aby odolával tlaku ve výši dvojnásobku pracovního tlaku. |
|
2.2.3. |
Třída 3: filtr CNG musí být navržen tak, aby odolával tlaku ve výši dvojnásobku odlehčovacího tlaku přetlakového ventilu, ke kterému je příslušný. |
2.3. Materiály použité ve filtru CNG, které jsou během provozu v kontaktu s CNG, musí být slučitelné s tímto plynem (viz příloha 5D).
2.4. Součást musí být v souladu se zkušebními postupy pro třídu součástí podle schématu na obr. 1-1 bodu 3 tohoto předpisu.
PŘÍLOHA 4D
USTANOVENÍ PRO SCHVALOVÁNÍ REGULÁTORU TLAKU CNG
1. ÚČELEM TÉTO PŘÍLOHY JE VYMEZIT USTANOVENÍ PRO SCHVALOVÁNÍ TYPU REGULÁTORU TLAKU.
2. REGULÁTOR TLAKU CNG
2.1. Materiál, z něhož se skládá regulátor a který je během provozu v kontaktu s CNG, musí být slučitelný se zkušebním CNG. Slučitelnost se ověří postupem podle přílohy 5D.
2.2. Materiál, z něhož se skládá regulátor a který je během provozu v kontaktu s médiem tepelné výměny regulátoru, musí být s touto kapalinou slučitelný.
2.3. Součást musí být v souladu se zkušebními postupy stanovenými ve třídě 0 pro části vystavené vysokému tlaku a ve třídách 1, 2, 3 a 4 pro části vystavené střednímu a nízkému tlaku.
2.4. Zkouška životnosti (nepřetržitý provoz) regulátoru tlaku CNG:
Regulátor musí vydržet 50 000 cyklů bez jakékoliv poruchy při zkoušení následujícím postupem. Tam, kde jsou stupně/fáze regulace tlaku odděleny, považuje se za pracovní tlak ve vzestupné fázi provozní tlak v písmenech a) až f).
|
a) |
Nastavte regulátor na 95 % celkového počtu cyklů při pokojové teplotě a při provozním tlaku. Každý cyklus musí zahrnovat průtok plynu, dokud se nedosáhne stabilního tlaku na výstupu. Následně se přívod plynu zastaví pomocí výstupního ventilu na 1 s, dokud se nestabilizuje spodní uzavřený tlak. Stabilizované tlaky na výstupu jsou definovány jako stabilní tlak s tolerancí ± 15 % po dobu nejméně 5 s. |
|
b) |
Nastavte vstupní tlak regulátoru na 1 % celkového počtu cyklů při pokojové teplotě od 100 % do 50 % provozního tlaku. Doba trvání každého cyklu nesmí být kratší než 10 s. |
|
c) |
Opakujte postup cyklování podle písm. a) při 120 °C a provozním tlaku nastaveném na 1 % celkového počtu cyklů. |
|
d) |
Opakujte postup cyklování podle písm. a) při 120 °C a provozním tlaku nastaveném na 1 % celkového počtu cyklů. |
|
e) |
Opakujte postup cyklování podle písm. a) při – 40 °C nebo – 20 °C podle situace a při 50 % provozního tlaku na 1 % celkového počtu cyklů. |
|
f) |
Opakujte postup cyklování podle písm. b) při – 40 °C nebo – 20 °C podle situace a při 50 % provozního tlaku na 1 % celkového počtu cyklů. |
|
g) |
Po dokončení všech zkoušek uvedených v písmenech a), b), c), d), e) a f) musí být regulátor nepropustný (viz příloha 5B) při teplotách buď – 40 °C nebo – 20 °C, podle situace, při pokojové teplotě a při teplotě + 120 °C. |
3. KLASIFIKACE A ZKUŠEBNÍ TLAKY
3.1. Část regulátoru tlaku, která je v kontaktu s tlakem v zásobníku, se považuje za část třídy 0.
3.1.1. Část regulátoru tlaku zařazená do třídy 0 musí být nepropustná (viz příloha 5B) při tlaku do 1,5násobku pracovního tlaku (MPa) s uzavřeným výstupem/výstupy dané části.
3.1.2. Část regulátoru tlaku zařazená do třídy 0 musí odolávat tlaku do výše 1,5násobku pracovního tlaku (MPa).
3.1.3. Část regulátoru tlaku CNG zařazená do třídy 1 nebo 2 musí být nepropustná (viz příloha 5B) při tlaku do dvojnásobku pracovního tlaku.
3.1.4. Část regulátoru tlaku CNG zařazená do třídy 1 nebo 2 musí odolávat tlaku do dvojnásobku pracovního tlaku.
3.1.5. Část regulátoru tlaku CNG zařazená do třídy 3 musí odolávat tlaku do dvojnásobku odlehčovacího tlaku přetlakového ventilu, ke kterému je příslušná.
3.2. Regulátor tlaku musí být navržen tak, aby pracoval při teplotách stanovených v příloze 5O.
PŘÍLOHA 4E
USTANOVENÍ PRO SCHVALOVÁNÍ SNÍMAČŮ TLAKU A TEPLOTY CNG
1. ÚČELEM TÉTO PŘÍLOHY JE VYMEZIT USTANOVENÍ PRO SCHVALOVÁNÍ TYPU SNÍMAČŮ TLAKU A TEPLOTY CNG.
2. SNÍMAČE TLAKU A TEPLOTY CNG
2.1. Materiál, z něhož se skládají snímače tlaku a teploty a který je během provozu v kontaktu s CNG, musí být slučitelný se zkušebním CNG. Slučitelnost se ověří postupem podle přílohy 5D.
2.2. Snímače tlaku a teploty CNG se klasifikují do tříd podle schématu 1-1 v bodě 3 tohoto předpisu.
3. KLASIFIKACE A ZKUŠEBNÍ TLAKY
3.1. Část snímačů tlaku a teploty CNG, která je v kontaktu s tlakem v zásobníku, se považuje za část třídy 0.
3.1.1. Část snímačů tlaku a teploty CNG zařazená do třídy 0 musí být nepropustná při tlaku do 1,5násobku pracovního tlaku (MPa) (viz příloha 5B).
3.1.2. Část snímačů tlaku a teploty CNG zařazená do třídy 0 musí odolávat tlaku do 1,5násobku pracovního tlaku (MPa).
3.1.3. Část snímačů tlaku a teploty CNG zařazená do třídy 1 nebo 2 musí být nepropustná při tlaku do dvojnásobku pracovního tlaku (viz příloha 5B).
3.1.4. Část snímačů tlaku a teploty CNG zařazená do třídy 1 nebo 2 musí odolávat tlaku do dvojnásobku pracovního tlaku.
3.1.5. Část snímačů tlaku a teploty CNG zařazená do třídy 3 musí odolávat tlaku do dvojnásobku odlehčovacího tlaku přetlakového ventilu, ke kterému je příslušná.
3.2. Snímače tlaku a teploty CNG musí být navrženy tak, aby pracovaly při teplotách stanovených v příloze 5O.
3.3. Případný elektrický systém musí být izolován od tělesa snímačů tlaku a teploty. Izolační odpor musí být > 10 ΜΩ.
PŘÍLOHA 4F
USTANOVENÍ PRO SCHVALOVÁNÍ PLNICÍ JEDNOTKY (HRDLA) CNG
1. ÚČELEM TÉTO PŘÍLOHY JE VYMEZIT USTANOVENÍ PRO SCHVALOVÁNÍ PLNICÍ JEDNOTKY CNG.
2. PLNICÍ JEDNOTKA CNG
2.1. Plnicí jednotka CNG musí splňovat požadavky stanovené v bodě 3 a musí mít rozměry stanovené v bodě 4.
2.2. Plnicí jednotky CNG navržené v souladu s normami ISO 14469-1, první vydání, 2004-11-01 (1) nebo ISO 14469-2:2007 (2) a splňující všechny požadavky v nich uvedené se považují za vyhovující požadavkům bodů 3 a 4 této přílohy.
3. POSTUPY ZKOUŠENÍ PLNICÍ JEDNOTKY CNG
3.1. Plnicí jednotka CNG musí splňovat požadavky třídy 0 a řídit se zkušebními postupy podle přílohy 5 s následujícími specifickými požadavky.
3.2. Materiál, z něhož se skládá plnicí jednotka CNG a který je během provozu zařízení v kontaktu s CNG, musí být s CNG slučitelný. Slučitelnost se ověří postupem podle přílohy 5D.
3.3. Plnicí jednotka CNG nesmí vykazovat únik při tlaku ve výši 1,5násobku pracovního tlaku (MPa) (viz příloha 5B).
3.4. Plnicí jednotka CNG musí odolávat tlaku 33 MPa.
3.5. Plnicí jednotka musí být navržena tak, aby pracovala při teplotách stanovených v příloze 5O.
3.6. Plnicí jednotka CNG musí vydržet 10 000 cyklů v testu životnosti popsaném v příloze 5L.
4. ROZMĚRY PLNICÍ JEDNOTKY CNG
4.1. Obrázek 1 znázorňuje rozměry plnicí jednotky pro vozidla kategorií M1 a N1. (3)
4.2. Obrázek 2 znázorňuje rozměry plnicí jednotky pro vozidla kategorií M2, M3, N2 a N3. (3)
4.3. Tato příloha se týká hrdel konstruovaných pro systémy skladování CNG s tlakem 20 MPa (200 bar). Hrdla na 25 MPa (250 bar) jsou přijatelná, pokud jsou při zvýšených hodnotách tlaku splněny všechny ostatní požadavky této přílohy, jak je stanoveno v bodě 1 přílohy 3A tohoto předpisu.
V takovém případě se místo rozměrů:
|
|
24 + 0/– 0,1 na obrázku 1 použijí rozměry 25 + 0/– 0,1 a |
|
|
místo 34 + 0/– 0,1 na obrázku 2 se použijí rozměry 35 + 0/– 0,1. |
Obrázek 1
20 MPa plnicí jednotka (hrdlo) pro vozidla kategorií M1 a N1
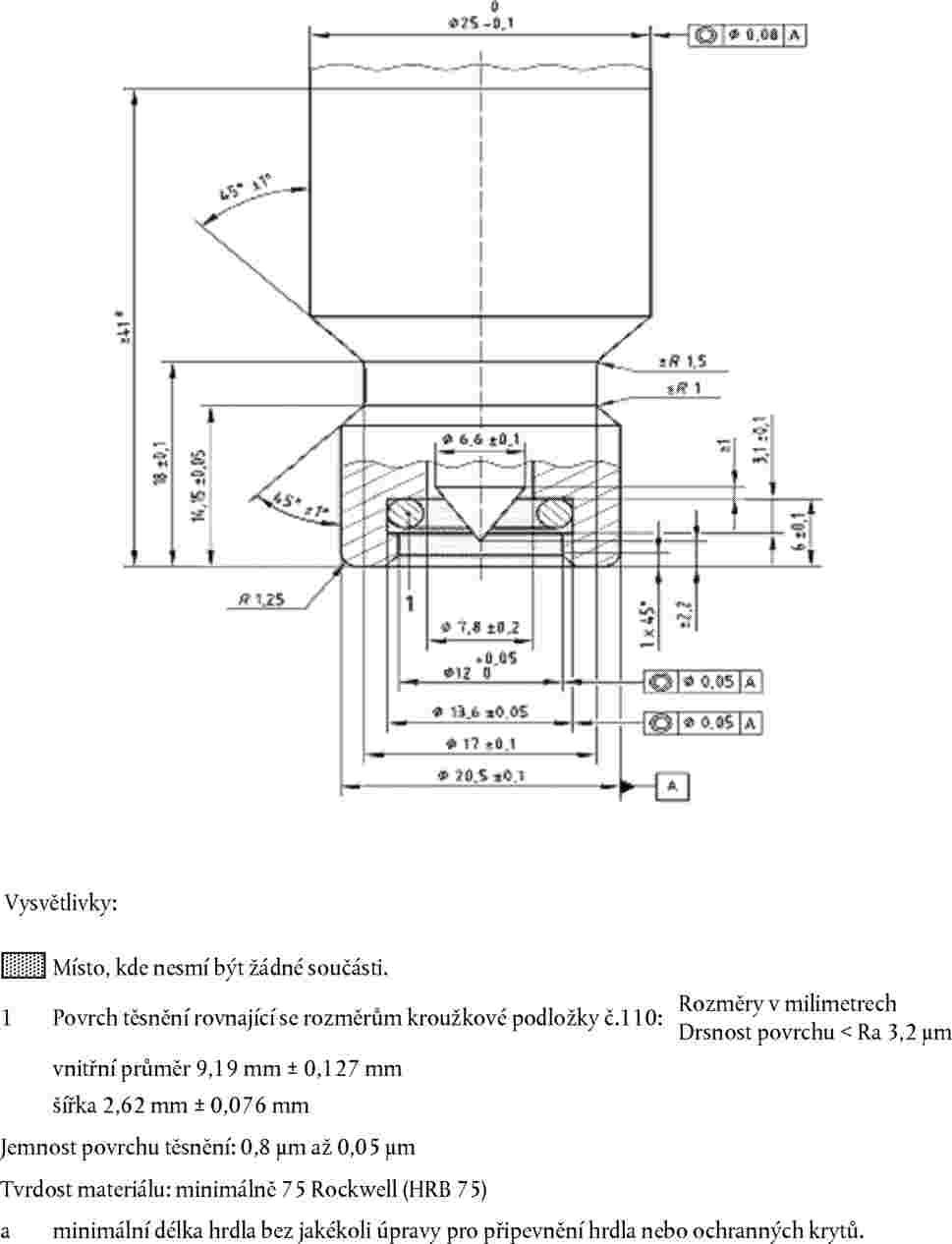
Obrázek 2
20 MPa plnicí jednotka (hrdlo) pro vozidla kategorií M2, M3, N2 a N3
Rozměry v milimetrech
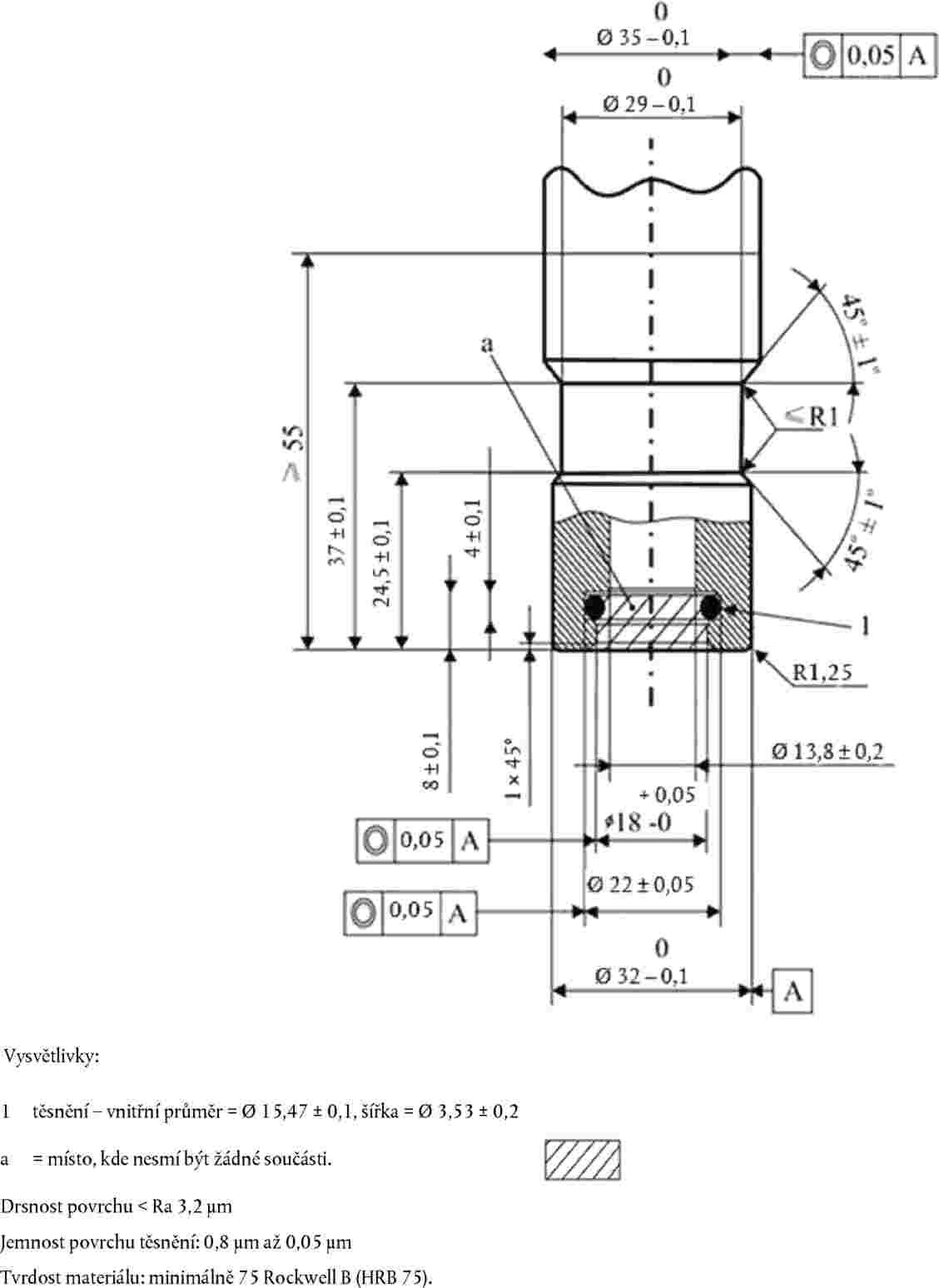
(1) Konektor pro přívod paliva silničních vozidel poháněných stlačeným zemním plynem (CNG) – část 1: 20 MPa (200 bar) konektor.
(2) Konektor pro přívod paliva silničních vozidel poháněných stlačeným zemním plynem (CNG) – část 2: 20 MPa (200 bar) konektor, velikost 2.
(3) Podle definice úplného usnesení o konstrukci vozidel (R.E.3), (dokument ECE/TRANS/WP.29/78/Rev.3, bod 2. – www.unece.org/trans/main/wp29/wp29wgs/wp29gen/wp29resolutions.html
PŘÍLOHA 4G
USTANOVENÍ PRO SCHVALOVÁNÍ REGULÁTORU PRŮTOKU CNG A SMĚŠOVAČE PLYN/VZDUCH, VSTŘIKOVAČE PLYNU NEBO PALIVOVÉ LIŠTY
1. ÚČELEM TÉTO PŘÍLOHY JE VYMEZIT USTANOVENÍ PRO SCHVALOVÁNÍ REGULÁTORU PRŮTOKU CNG A SMĚŠOVAČE PLYN/VZDUCH, VSTŘIKOVAČE PLYNU NEBO PALIVOVÉ LIŠTY.
2. SMĚŠOVAČ PLYN/VZDUCH PRO CNG, VSTŘIKOVAČ PLYNU NEBO PALIVOVÁ LIŠTA.
2.1. Materiál, z něhož se skládá směšovač plyn/vzduch pro CNG, vstřikovač plynu nebo palivová lišta a který je v kontaktu s CNG, musí být s CNG slučitelný. Slučitelnost se ověří postupem podle přílohy 5D.
2.2. Směšovač plyn/vzduch pro CNG, vstřikovač plynu nebo palivová lišta musí podle své klasifikace splňovat požadavky na součásti třídy 1 nebo 2.
2.3. Zkušební tlaky
2.3.1. Směšovač plyn/vzduch pro CNG, vstřikovač plynu nebo palivová lišta třídy 2 musí odolávat tlaku rovnému dvojnásobku pracovního tlaku.
2.3.1.1. Směšovač plyn/vzduch pro CNG, vstřikovač plynu nebo palivová lišta třídy 2 nesmí vykazovat žádný únik při tlaku rovnému dvojnásobku pracovního tlaku.
2.3.2. Směšovač plyn/vzduch pro CNG, vstřikovač plynu nebo palivová lišta třídy 1 nebo 2 musí být navrženy tak, aby pracovaly při teplotách stanovených v příloze 5O.
2.4. Elektricky ovládané součásti, které obsahují CNG, musí splňovat tyto požadavky:
|
a) |
musí mít samostatné uzemnění; |
|
b) |
elektrický systém musí být izolován od tělesa součásti; |
|
c) |
když je elektrický proud vypnut, musí být vstřikovač plynu v uzavřené poloze. |
3. REGULÁTOR PRŮTOKU CNG
3.1. Materiál, z něhož je zhotoven regulátor průtoku plynu a který je v kontaktu s CNG, musí být s CNG slučitelný. Slučitelnost se ověří postupem podle přílohy 5D.
3.2. Regulátor průtoku CNG musí podle své klasifikace splňovat požadavky na součásti třídy 1 nebo 2.
3.3. Zkušební tlaky
3.3.1. Regulátor průtoku CNG třídy 2 musí odolávat tlaku rovnému dvojnásobku pracovního tlaku.
3.3.1.1. Regulátor průtoku CNG třídy 2 nesmí vykazovat únik při tlaku rovném dvojnásobku pracovního tlaku.
3.3.2. Regulátor průtoku CNG třídy 1 nebo 2 musí být navržen tak, aby pracoval při teplotách stanovených v příloze 5O.
3.4. Elektricky ovládané součásti, které obsahují CNG, musí splňovat tyto požadavky:
|
a) |
musí mít samostatné uzemnění; |
|
b) |
elektrický systém musí být izolován od tělesa součásti. |
PŘÍLOHA 4H
USTANOVENÍ PRO SCHVALOVÁNÍ TYPU ELEKTRONICKÉ ŘÍDICÍ JEDNOTKY
1. ÚČELEM TÉTO PŘÍLOHY JE VYMEZIT USTANOVENÍ PRO SCHVALOVÁNÍ TYPU ELEKTRONICKÉ ŘÍDICÍ JEDNOTKY.
2. ELEKTRONICKÁ ŘÍDICÍ JEDNOTKA
2.1. Elektronickou řídicí jednotkou může být jakékoli zařízení, které řídí spotřebu CNG/LNG v motoru a iniciuje odpojení automatického ventilu v případě vypnutí motoru nebo prasklého potrubí přívodu paliva, nebo v případě zastavení motoru, či dojde-li ke kolizi.
2.1.1. Aniž jsou dotčena ustanovení bodu 2.1, může automatický ventil při fázích nařízeného vypnutí zůstat otevřen.
2.2. Vypnutí automatického ventilu po zastavení motoru nesmí mít prodlevu delší než 5 sekund.
2.3. Zařízení může být vybaveno automatickým regulátorem načasování předstihu zážehu, který může být samostatný nebo začleněný do modulu elektroniky.
2.4. Zařízení může být integrováno s maketou vstřikovačů, aby se umožnilo správné fungování elektronické řídicí jednotky pro benzin během provozu na CNG/LNG.
2.5. Elektronická řídicí jednotka musí být navržena tak, aby pracovala při teplotách stanovených v příloze 5O.
PŘÍLOHA 4I
USTANOVENÍ PRO SCHVALOVÁNÍ TEPELNÉHO VÝMĚNÍKU LNG – ODPAŘOVAČE
1. ÚČELEM TÉTO PŘÍLOHY JE VYMEZIT USTANOVENÍ PRO SCHVALOVÁNÍ TYPU TEPELNÉHO VÝMĚNÍKU LNG – ODPAŘOVAČE.
2. TEPELNÝ VÝMĚNÍK LNG – ODPAŘOVAČ
2.1. Tepelným výměníkem LNG – odpařovačem může být jakékoli zařízení sloužící k odpařování kryogenního kapalného paliva a k jeho přívodu do motoru ve formě plynu, přičemž teplota plynu musí být v rozmezí – 40 °C až + 105 °C.
2.2. Materiál, z něhož je zhotoven tepelný výměník LNG – odpařovač a který je během provozu v kontaktu s CNG, musí být se zkušebním CNG slučitelný. Slučitelnost se ověří postupem podle přílohy 5D.
2.3. Část tepelného výměníku LNG – odpařovače, která je v kontaktu s nádrží, se považuje za část třídy 5.
2.4. Tepelný výměník LNG – odpařovač musí být navržen tak, aby odolával tlaku ve výši 1,5násobku pracovního tlaku (MPa) bez úniku a deformace.
2.5. Tepelný výměník LNG – odpařovač musí být navržen tak, aby byl nepropustný (zvnějšku) při tlaku ve výši 1,5násobku pracovního tlaku (MPa) (viz příloha 5B).
2.6. Tepelný výměník LNG – odpařovač musí být navržen tak, aby pracoval při teplotách stanovených v příloze 5O.
2.7. Tepelný výměník LNG – odpařovač musí být v souladu se zkušebními postupy pro třídu 5.
2.8. Tepelný výměník LNG – odpařovač musí splnit vymrazovací zkoušku vodním pláštěm. Část tepelného výměníku – odpařovače, která běžně obsahuje nemrznoucí roztok, naplňte vodou na běžnou kapacitu a na 24 hodin ji vystavte teplotě – 40 °C. Připojte 1 metrové části hadice pro vedení chladicího média ke vstupu a výstupu chladicího média tepelného výměníku – odpařovače. Po vymrazení proveďte zkoušku vnější těsnosti dle přílohy 5B při pokojové teplotě. Pro tuto zkoušku lze použít samostatný vzorek.
PŘÍLOHA 4J
USTANOVENÍ PRO SCHVALOVÁNÍ PLNICÍHO HRDLA LNG
1. ÚČELEM TÉTO PŘÍLOHY JE VYMEZIT USTANOVENÍ PRO SCHVALOVÁNÍ PLNICÍHO HRDLA LNG.
2. PLNICÍ HRDLO LNG
2.1. Plnicí hrdlo LNG musí splňovat požadavky bodu 3.
2.2. Výrobce hrdla může vyžadovat, aby byl použit zvláštní typ trysky určené pro LNG.
3. POSTUPY ZKOUŠENÍ PLNICÍHO HRDLA LNG
3.1. Plnicí hrdlo LNG musí splňovat požadavky třídy 5 a řídit se zkušebními postupy podle přílohy 5 s následujícími specifickými požadavky:
3.1.1. Nekovové materiály, z nichž je plnicí hrdlo LNG zhotoveno, musí být s LNG slučitelné. K ověření slučitelnosti se použije postup podle přílohy 5D, 5F a 5G.
3.1.2. Plnicí hrdlo LNG nesmí vykazovat únik při tlaku ve výši 1,5násobku pracovního tlaku (MPa) (viz příloha 5B).
3.1.3. Plnicí hrdlo LNG musí být navrženo tak, aby pracovalo při teplotách stanovených v příloze 5O.
3.1.4. Plnicí jednotka musí vydržet 7 000 cyklů životnosti podle přílohy 5L:
3.1.4.1. Cyklování při nízké teplotě
Součást je připojena po 96 % z celkového počtu cyklů při kryogenní teplotě a jmenovitém servisním tlaku. Zdrojem může být kapalný nebo plynný dusík (nebo LNG) s teplotou odpovídající jmenovitému servisnímu tlaku LNG nebo nižší (viz tabulka v příloze 5O). Průtok se otevře a následně uzavře. Během fáze uzavření cyklu je přípustné, aby se tlak za zkušebním přípravkem ve směru toku snížil na 50 % zkušebního tlaku. Po dokončení cyklů musí součásti vyhovět požadavkům zkoušky těsnosti dle přílohy 5B při kryogenní teplotě. Za účelem zkoušení těsnosti lze tuto část zkoušky přerušovat ve 20 % intervalech.
3.1.4.2. Cyklování při pokojové teplotě
Součást se provozuje po 2 % z celkového počtu cyklů jako výše při příslušné pokojové teplotě stanovené při jmenovitém servisním tlaku. Součást musí po dokončení cyklů za pokojové teploty vyhovět požadavkům zkoušky těsnosti dle přílohy 5B při pokojové teplotě.
3.1.4.3. Cyklování při vysoké teplotě
Součást se provozuje po 2 % z celkového počtu cyklů jako výše při příslušné maximální teplotě stanovené při jmenovitém servisním tlaku. Součást musí po dokončení cyklů za vysoké teploty vyhovět požadavkům zkoušky těsnosti dle přílohy 5B při vysoké teplotě.
Po cyklování a přezkoušení těsnosti musí součást prokázat, že plnicí trysku lze vyjmout, aniž by se rozlilo více než 30 cm3 LNG.
3.1.5. Plnicí hrdlo LNG musí být zhotoveno z nejiskřícího materiálu a musí vyhovovat hodnotícím zkouškám na vznícení popsaným v normě ISO 14469 -1:2004.
3.1.6. Elektrický odpor připojeného plnicího hrdla LNG a trysky nesmí být větší než 10 Ω, ať už v natlakovaném či nenatlakovaném stavu. Zkouška se musí provést před i po zkoušce životnosti.
PŘÍLOHA 4K
USTANOVENÍ PRO SCHVALOVÁNÍ REGULÁTORU TLAKU LNG
1. OBLAST PŮSOBNOSTI
Účelem této přílohy je vymezit ustanovení pro schvalování typu regulátoru tlaku lng.
2. REGULÁTOR TLAKU LNG
2.1. Materiál, z něhož je regulátor zhotoven a který je během provozu v kontaktu s LNG, musí být slučitelný se zkušebním LNG. Slučitelnost se ověří postupem podle přílohy 5D.
2.2. Regulátor tlaku LNG musí vyhovět zkouškám uvedeným pro třídu 5.
3. KLASIFIKACE A ZKUŠEBNÍ TLAKY
3.1. Regulátor tlaku, který je v kontaktu s tlakem LNG, se považuje za součást třídy 5.
3.1.1. Při uzavřeném výstupním ventilu (ventilech) musí být regulátor tlaku nepropustný (viz příloha 5B).
3.2. Regulátor tlaku musí být navržen tak, aby pracoval při teplotách stanovených v příloze 5O.
3.3. Zkouška životnosti
3.3.1. Provede se zkouška životnosti uvedená v příloze 5L, a to s těmito výjimkami:
|
a) |
počet tlakových cyklů je 7 000; |
|
b) |
součást musí být připojena ke zdroji natlakované kryogenní kapaliny. |
PŘÍLOHA 4L
USTANOVENÍ PRO SCHVALOVÁNÍ SNÍMAČE TLAKU A/NEBO TEPLOTY LNG
1. ÚČELEM TÉTO PŘÍLOHY JE VYMEZIT USTANOVENÍ PRO SCHVALOVÁNÍ TYPU SNÍMAČŮ TLAKU A/NEBO TEPLOTY LNG.
2. SNÍMAČE TLAKU A TEPLOTY LNG
2.1. Snímače tlaku a teploty LNG se řadí do třídy 5 podle schématu 1-1 v bodě 3 tohoto předpisu.
3. ZKUŠEBNÍ POSTUPY PRO SNÍMAČE TLAKU A/NEBO TEPLOTY LNG
3.1. Snímač tlaku a/nebo teploty LNG musí splňovat požadavky třídy 5 a řídit se zkušebními postupy podle přílohy 5 s následujícími specifickými požadavky.
3.2. Zkouška izolačního odporu
Cílem zkoušky je odhalit potenciální selhání izolace mezi připojovacími svorkami snímače tlaku a/nebo teploty LNG a skříní.
Po dobu nejméně 2 sekund přivádějte mezi jednu z připojovacích svorek a skříň snímače tlaku a/nebo teploty LNG stejnosměrný proud o napětí 1 000 voltů. Minimální přípustný odpor musí být > 10 ΜΩ.
3.3. Materiál, z něhož jsou snímače tlaku a teploty LNG zhotoveny a který je během provozu v kontaktu s LNG, musí být slučitelný se zkušebním LNG. Slučitelnost se ověří postupem podle přílohy 5D.
3.4. Snímač tlaku a/nebo teploty LNG musí být navržen tak, aby pracoval při teplotách stanovených v příloze 5O.
3.5. Součást třídy 5 snímačů tlaku a teploty LNG musí odolávat tlaku do výše 1,5násobku pracovního tlaku (MPa) při teplotě odpovídající jmenovitému servisnímu tlaku z tabulky v příloze 5O, při pokojové teplotě a při maximální teplotě uvedené v příloze 5O.
PŘÍLOHA 4M
USTANOVENÍ PRO SCHVALOVÁNÍ DETEKTORU ZEMNÍHO PLYNU
1. ÚČELEM TÉTO PŘÍLOHY JE VYMEZIT USTANOVENÍ PRO SCHVALOVÁNÍ DETEKTORU ZEMNÍHO PLYNU.
2. DETEKTOR ZEMNÍHO PLYNU
Materiál, z něhož je detektor zemního plynu zhotoven a který je během provozu v kontaktu se zemním plynem, musí být slučitelný se zkušebním plynem. Slučitelnost se ověří postupem podle přílohy 5D.
3. ZKUŠEBNÍ POSTUPY PRO DETEKTOR ZEMNÍHO PLYNU
3.1. Detektor zemního plynu musí být navržen tak, aby pracoval při teplotách stanovených v příloze 5O.
3.2. Zkouška izolačního odporu
Cílem zkoušky je odhalit potenciální vadu izolace mezi připojovacími svorkami a skříní detektoru zemního plynu.
Po dobu nejméně 2 sekund přivádějte mezi jednu z připojovacích svorek a skříň detektoru zemního plynu stejnosměrný proud o napětí 1 000 voltů. Minimální přípustný odpor musí být 10 ΜΩ.
3.3. Detektor zemního plynu musí být v souladu s příslušnými požadavky na elektromagnetickou kompatibilitu (EMC) podle předpisu č. 10, série změn 03, nebo předpisu rovnocenného.
PŘÍLOHA 4N
Ustanovení pro schvalování automatického ventilu, zpětného ventilu, přetlakového ventilu, přepadového ventilu, ručního ventilu a jednosměrného ventilu pro LNG aplikace
1. ÚČELEM TÉTO PŘÍLOHY JE VYMEZIT USTANOVENÍ PRO SCHVALOVÁNÍ TYPU AUTOMATICKÉHO VENTILU, ZPĚTNÉHO VENTILU, PŘETLAKOVÉHO VENTILU A PŘEPADOVÉHO VENTILU VÝHRADNĚ PRO LNG APLIKACE.
2. AUTOMATICKÝ VENTIL LNG
2.1. Materiály, z nichž je automatický ventil LNG zhotoven a které jsou během provozu v kontaktu s LNG, musí být slučitelné se zkušebním LNG. Slučitelnost se ověří postupem popsaným v příloze 5D.
2.2. Provozní specifikace
2.2.1. Automatický ventil LNG musí být navržen tak, aby odolával tlaku ve výši 1,5násobku pracovního tlaku (MPa) bez úniku a deformace (viz příloha 5 A).
2.2.2. Automatický ventil LNG musí být navržen tak, aby byl nepropustný při tlaku ve výši 1,5násobku pracovního tlaku (MPa) (viz příloha 5B).
2.2.3. Automatický ventil LNG se ve své normální poloze užívání stanovené výrobcem podrobí 7 000 operací; poté se deaktivuje. Ventil musí zůstat nepropustný podle příloh 5B a 5C při tlaku ve výši 1,5násobku pracovního tlaku. Tato zkouška se provádí pro 96 % jejích cyklů při kryogenních teplotách, 2 % při okolní teplotě a 2 % při vysoké teplotě podle tabulky v příloze 5O.
2.2.4. Automatický ventil LNG musí být navržen tak, aby pracoval při teplotách stanovených v příloze 5O.
2.2.5. Zkouška izolačního odporu
Cílem zkoušky je odhalit potenciální vadu izolace mezi dvousvorkovou sestavou cívek a pláštěm automatického ventilu LNG.
Po dobu nejméně 2 sekund přivádějte mezi jednu z připojovacích svorek a skříň automatického ventilu stejnosměrný proud o napětí 1 000 voltů. Minimální přípustný odpor musí být 10 ΜΩ.
3. ZPĚTNÝ VENTIL LNG
3.1. Materiály, z nichž je zpětný ventil LNG zhotoven a které jsou během provozu v kontaktu s LNG, musí být slučitelné se zkušebním LNG. Slučitelnost se ověří postupem popsaným v příloze 5D.
3.2. Provozní specifikace
3.2.1. Zpětný ventil LNG musí být navržen tak, aby bez úniku a deformace odolával tlaku ve výši 1,5násobku pracovního tlaku (MPa) při kryogenní teplotě.
3.2.2. Zpětný ventil LNG musí být navržen tak, aby byl při teplotách uvedených v příloze 5O a tlaku ve výši 1,5násobku pracovního tlaku (MPa) nepropustný (zvnějšku) (viz příloha 5B).
3.2.3. Zpětný ventil LNG se ve své normální poloze užívání stanovené výrobcem podrobí 7 000 operací při kryogenní teplotě (viz příloha 5O); poté se deaktivuje. Při tlaku ve výši 1,5násobku pracovního tlaku (MPa) (viz příloha 5B) musí zpětný ventil zůstat nepropustný (zvnějšku).
3.2.4. Zpětný ventil LNG musí být navržen tak, aby pracoval při teplotách stanovených v příloze 5O.
3.3. Zpětný ventil LNG musí být v souladu se zkušebními postupy pro součásti třídy 5.
4. PŘETLAKOVÝ VENTIL LNG
4.1. Materiály, z nichž je přetlakový ventil LNG zhotoven a které jsou během provozu v kontaktu s LNG, musí být slučitelné se zkušebním LNG. Pro ověření slučitelnosti se použije postup popsaný v příloze 5D.
4.2. Provozní specifikace
4.2.1. Přetlakový ventil LNG třídy 5 musí být navržen tak, aby při kryogenní teplotě a s uzavřenou výpustí odolával tlaku ve výši 1,5násobku pracovního tlaku (MPa).
4.2.2. Přetlakový ventil a přetlakové zařízení třídy 5 musí být navrženy tak, aby byly při uzavřené výpusti nepropustné při tlaku ve výši 1,5násobku pracovního tlaku (MPa) (viz příloha 5B).
4.3. Přetlakový ventil LNG musí být navržen tak, aby pracoval při teplotách stanovených v příloze 5O.
4.4. Přetlakový ventil LNG musí být v souladu se zkušebními postupy pro součásti třídy 5.
5. PŘEPADOVÝ VENTIL LNG
5.1. Materiály, z nichž je přepadový ventil LNG zhotoven a které jsou během provozu v kontaktu s LNG, musí být slučitelné se zkušebním LNG. Pro ověření slučitelnosti se použije postup popsaný v příloze 5D.
5.2. Provozní specifikace
5.2.1. Přepadový ventil LNG, není-li integrován do nádrže, musí být navržen tak, aby při kryogenní teplotě odolával tlaku ve výši 1,5násobku pracovního tlaku (MPa).
5.2.2. Přepadový ventil LNG, není-li integrován do nádrže, musí být navržen tak, aby byl zvnějšku nepropustný (příloha 5B) při tlaku ve výši 1,5násobku pracovního tlaku (MPa).
5.2.3. Přepadový ventil LNG musí být navržen tak, aby pracoval při teplotách stanovených v příloze 5O.
5.3. Přepadový ventil LNG musí být navržen s obtokem (vnitřní únik), aby umožňoval vyrovnání tlaků.
5.4. Přepadový ventil musí pracovat při průtoku na úrovni ne vyšší než 10 procent nad a ne nižší než 20 procent pod jmenovitou hodnotou uzavíracího průtoku stanoveného výrobcem.
5.4.1. Těmto zkouškám se podrobí tři vzorky od každé velikosti a typu ventilu. LNG ventil určený pro použití pouze s kapalinami se zkouší s vodou. Není-li v bodě 5.4.3 stanoveno jinak, provádějí se samostatné zkoušky každého vzorku umístěného ve svislé, vodorovné a převrácené poloze.
5.4.2. Zkouška s vodou se provádí za pomoci kapalinového průtokoměru (nebo rovnocenného zařízení) namontovaného v potrubním systému s dostatečným tlakem umožňujícím požadovaný průtok.
Systém musí zahrnovat vstupní piezometr nebo trubku alespoň dvojnásobného rozměru, než je zkoušený ventil, s regulačním ventilem průtoku připojeným mezi průtokoměrem a piezometrem. Ke snížení účinku tlakového šoku při uzavření přepadového ventilu může být použita hadice nebo přetlakový ventil pro regulaci hydrostatického tlaku, popřípadě obojí.
5.4.3. Ventil určený pro montáž pouze v jedné poloze může být zkoušen pouze v dané poloze.
5.5. Když je přepadový ventil LNG v uzavřené poloze, obtokový průtok ventilem nesmí při servisním tlaku překročit rychlost průtoku vzduchu uvedenou výrobcem v cm3/min.
5.6. Zařízení musí být v souladu se zkušebními postupy pro součásti třídy 5.
6. RUČNÍ VENTIL LNG
6.1. Materiály, z nichž je ruční ventil LNG zhotoven a které jsou během provozu v kontaktu s LNG, musí být slučitelné se zkušebním LNG. Pro ověření slučitelnosti se použije postup popsaný v příloze 5D.
6.2. Provozní specifikace
6.2.1. Zařízení ručního ventilu LNG třídy 5 musí být navrženo tak, aby při kryogenní teplotě odolávalo tlaku ve výši 1,5násobku pracovního tlaku.
6.2.2. Zařízení ručního ventilu LNG třídy 5 musí být navrženo tak, aby pracovalo při teplotách od – 162 °C do 85 °C.
6.3. Požadavky na zařízení ručního ventilu LNG
Jeden vzorek se vystaví zkoušce na únavu materiálu při míře cyklického tlakování nepřesahující 4 cykly za minutu tímto způsobem:
udržuje se při teplotě – 162 °C nebo nižší, přičemž se tlakuje mezi 0 a pracovním tlakem po 100 cyklů. Maximální moment na ventilu pak musí odpovídat dvojnásobku síly uvedené v tabulce 5.3 přílohy 5L. Po zkoušce musí ruční ventil LNG vyhovět zkoušce vnější těsnosti uvedené v příloze 5B.
Objeví-li se při této zkoušce námraza, lze ruční ventil LNG odmrazit a vysušit.
6.4. Ruční ventil LNG musí být v souladu se zkušebními postupy pro součásti třídy 5.
PŘÍLOHA 4O
USTANOVENÍ PRO SCHVALOVÁNÍ PALIVOVÉHO ČERPADLA LNG
1. ÚČELEM TÉTO PŘÍLOHY JE VYMEZIT USTANOVENÍ PRO SCHVALOVÁNÍ PALIVOVÉHO ČERPADLA LNG.
2. POŽADAVKY NA PALIVOVÉ ČERPADLO LNG:
2.1. Materiály, z nichž je palivové čerpadlo LNG zhotoveno a které jsou během provozu v kontaktu s LNG, musí být slučitelné se zkušebním LNG. Slučitelnost se ověří postupem popsaným v příloze 5D.
2.2. Palivové čerpadlo LNG třídy 5 musí být navrženo tak, aby pracovalo při teplotách od – 162 °C do 85 °C.
2.3. Zařízení musí být v souladu se zkušebními postupy pro součásti třídy 5.
2.4. Palivové čerpadlo LNG musí být konstruováno tak, aby nedocházelo k zachycování LNG.
2.5. Musí být zajištěno, jak při vypnutí motoru bezpečným způsobem zpracovat LNG nacházející se v čerpadle, aniž by došlo k překročení maximálního bezpečného pracovního tlaku.
2.6. Palivové čerpadlo LNG musí být vybaveno zařízením k regulaci tlaku, aby bylo možné tlak udržovat v mezích pracovního tlaku.
2.6.1. Místo zařízení k regulaci tlaku lze akceptovat i omezení síly pomocí ovládacího mechanismu.
2.6.2. Místo zařízení k regulaci tlaku lze akceptovat i elektronický řídicí systém.
2.6.3. Není dovoleno, aby zařízení k regulaci tlaku při normální funkci uvolňovalo zemní plyn do ovzduší.
2.7. Palivové čerpadlo LNG musí být vybaveno přetlakovým ventilem, aby bylo možné tlak čerpadla udržovat v rámci bezpečného pracovního tlaku.
2.7.1. Přetlakový ventil palivového systému místo přetlakového ventilu čerpadla je přijatelný, jestliže odpuštěním tlaku ze systému dojde i ke snížení tlaku čerpadla.
2.8. Aby se v palivovém systému vytvořil požadovaný tlak, může palivové čerpadlo LNG pracovat již před nastartováním motoru. Není-li motor v chodu, nesmí při této funkci docházet k přívodu paliva do motoru.
3. POUŽITELNÉ ZKUŠEBNÍ POSTUPY:
3.1. Palivové čerpadlo LNG namontované uvnitř nádrže:
|
Zkouška slučitelnosti LNG |
příloha 5D |
|
Odolnost proti suchému teplu |
příloha 5F |
|
Stárnutí v ozonovém prostředí |
příloha 5G |
|
Zkouška za nízké teploty |
příloha 5P |
3.2. Palivové čerpadlo LNG namontované vně nádrže:
|
Přetlak nebo pevnost |
příloha 5A |
|
Vnější těsnost |
příloha 5B |
|
Slučitelnost LNG |
příloha 5D |
|
Odolnost proti korozi |
příloha 5E |
|
Odolnost proti suchému teplu |
příloha 5F |
|
Stárnutí v ozonovém prostředí |
příloha 5G |
|
Teplotní cyklus |
příloha 5H |
|
Odolnost proti otřesům |
příloha 5N |
|
Zkouška za nízké teploty |
příloha 5P |
PŘÍLOHA 5
ZKUŠEBNÍ POSTUPY
1. KLASIFIKACE
1.1. Součásti pro CNG pro použití ve vozidlech se dělí do kategorií z hlediska maximálního pracovního tlaku a funkce podle bodu 2 tohoto předpisu. Součásti pro LNG pro použití ve vozidlech se dělí do kategorií z hlediska minimální teploty podle bodu 3 tohoto předpisu.
1.2. Klasifikace součástí určuje zkoušky, které musí být provedeny pro schválení typu součásti nebo částí součásti.
2. POUŽITELNÉ ZKUŠEBNÍ POSTUPY:
V tabulce 5.1 níže jsou uvedeny zkušební postupy, které se použijí v závislosti na klasifikaci.
Tabulka 5.1
|
Zkouška |
Třída 0 |
Třída 1 |
Třída 2 |
Třída 3 |
Třída 4 |
Třída 5 |
Příloha |
|||||||||
|
Přetlak nebo pevnost |
X |
X |
X |
X |
O |
X |
5 A |
|||||||||
|
Vnější těsnost |
X |
X |
X |
X |
O |
X |
5B |
|||||||||
|
Vnitřní těsnost |
A |
A |
A |
A |
O |
A |
5C |
|||||||||
|
Zkoušky životnosti |
A |
A |
A |
A |
O |
A |
5L |
|||||||||
|
Slučitelnost CNG/LNG |
A |
A |
A |
A |
A |
A |
5D |
|||||||||
|
Odolnost vůči korozi |
X |
X |
X |
X |
X |
A |
5E |
|||||||||
|
Odolnost proti suchému teplu |
A |
A |
A |
A |
A |
A |
5F |
|||||||||
|
Stárnutí v ozonovém prostředí |
A |
A |
A |
A |
A |
A |
5G |
|||||||||
|
Roztržení/destruktivní zkoušky |
X |
O |
O |
O |
O |
A |
5M |
|||||||||
|
Teplotní cyklus |
A |
A |
A |
A |
O |
A |
5H |
|||||||||
|
Tlakový cyklus |
X |
O |
O |
O |
O |
A |
5I |
|||||||||
|
Odolnost proti otřesům |
A |
A |
A |
A |
O |
A |
5N |
|||||||||
|
Provozní teploty |
X |
X |
X |
X |
X |
X |
5O |
|||||||||
|
LNG za nízké teploty |
O |
O |
O |
O |
O |
X |
5P |
|||||||||
|
||||||||||||||||
Poznámky:
a) vnitřní těsnost: použitelné v případě, že třída dané součásti sestává ze sedel vnitřních ventilů, které jsou běžně uzavřené, je-li motor ve stavu „VYPNUTO“;
b) zkouška životnosti: použitelné v případě, že třída dané součásti sestává ze zabudovaných částí, které se během provozu motoru opakovaně pohybují;
c) slučitelnost s CNG, odolnost proti suchému teplu, stárnutí v ozonovém prostředí: použitelné v případě, že třída dané součásti sestává ze syntetických/nekovových částí;
d) zkouška teplotním cyklem: použitelné v případě, že třída dané součásti sestává ze syntetických/nekovových částí;
e) zkouška odolnosti proti otřesům: použitelné v případě, že třída dané součásti sestává z vnitřních částí, které se během provozu motoru opakovaně pohybují.
Materiály použité pro součásti musí mít písemné specifikace, které alespoň splňují nebo přesahují (zkušební) požadavky stanovené v této příloze, pokud jde o:
|
a) |
teplotu; |
|
b) |
tlak; |
|
c) |
slučitelnost s CNG/LNG; |
|
d) |
životnost. |
3. OBECNÉ POŽADAVKY
3.1. Zkoušky těsnosti se v případě CNG provádí tlakovým plynem, jako je vzduch nebo dusík. V případě LNG se použije kryogenní kapalina.
3.2. K získání požadovaného tlaku pro hydrostatickou zkoušku pevnosti se smí použít voda nebo jiná kapalina.
3.3. Doba trvání zkoušek těsnosti a hydrostatických zkoušek pevnosti musí být nejméně 3 minuty.
PŘÍLOHA 5A
PŘETLAKOVÁ ZKOUŠKA (ZKOUŠKA PEVNOSTI)
|
1. |
Součást obsahující CNG/LNG musí při pokojové teplotě odolávat bez jakékoli viditelné známky roztržení nebo trvalé deformace hydraulickému tlaku rovnému 1,5–2násobku maximálního pracovního tlaku po dobu minimálně tří minut, a to se zaslepeným výstupem vysokotlaké části. Jako zkušební médium může být použita voda nebo jakákoli jiná vhodná hydraulická kapalina. |
|
2. |
Vzorky, které byly předtím podrobeny zkoušce životnosti dle přílohy 5L, se připojí ke zdroji hydrostatického tlaku. Na přívodní potrubí hydrostatického tlaku se namontuje automatický uzavírací ventil a tlakoměr s rozsahem v rozmezí nejméně 1,5násobku a nejvýše 2násobku zkušebního tlaku. |
|
3. |
Tabulka 5.2 ukazuje pracovní tlaky a tlaky při zkoušce na roztržení podle klasifikace dle bodu 2 tohoto předpisu. Tabulka 5.2
|
PŘÍLOHA 5B
ZKOUŠKA VNĚJŠÍ TĚSNOSTI
1. Při zkoušce popsané v bodech 2 a 3 této přílohy nesmí součást propouštět těsněními vřetene nebo tělesa ani jinými spoji a nesmí vykazovat známky pórovitosti odlitku při jakémkoli aerostatickém tlaku mezi 0 a tlakem uvedeným v tabulce 5.2 přílohy 5 A.
2. Zkouška se provede za následujících podmínek:
|
a) |
při pokojové teplotě; |
|
b) |
při minimální provozní teplotě; |
|
c) |
při maximální provozní teplotě. |
Maximální a minimální provozní teploty jsou uvedeny v příloze 5O.
3. Pro CNG
Během této zkoušky je zkoušené zařízení připojeno ke zdroji aerostatického tlaku. Na přívodním potrubí tlaku musí být namontován automatický ventil a tlakoměr s rozsahem v rozmezí nejméně 1,5násobku a nejvýše 2násobku zkušebního tlaku. Tlakoměr musí být namontován mezi automatickým ventilem a zkoušeným vzorkem. Za účelem zjištění úniku by vzorek měl být po dobu vystavení zkušebnímu tlaku ponořen ve vodě, nebo se použije jakákoli jiná rovnocenná zkušební metoda (měření průtoku nebo poklesu tlaku).
3.1. Pro LNG
Během této zkoušky je vstup součásti připojen ke zdroji kryogenní kapaliny podle tabulky v příloze 5O nebo o nižší teplotě a pracovním tlaku uvedeném výrobcem. Průtok se udržuje po dobu 0,5 hodiny.
4. Vnější únik musí být nižší než požadavky uvedené v přílohách, nebo nižší než 15 cm3/h, nejsou-li žádné požadavky uvedeny.
5. Zkouška za vysoké teploty
Pro CNG
Součást obsahující CNG nesmí se zaslepeným výstupem při vystavení tlaku plynu rovnému maximálnímu pracovnímu tlaku a při maximální provozní teplotě uvedené v příloze 5O propouštět více než 15 cm3/h. Součást musí být klimatizována při dané teplotě nejméně 8 hodin.
5.1. Pro LNG
Součást obsahující LNG nesmí při průtoku uvedeném v bodě 3.1 propouštět více než 15 cm3/h, je-li při maximálních provozních teplotách uvedených v příloze 5O vystavena venkovní teplotě.
6. Zkouška za nízké teploty
Pro CNG
Součást obsahující CNG nesmí se zaslepeným výstupem při vystavení tlaku plynu rovnému maximálnímu pracovnímu tlaku, jak jej udává výrobce, a při minimální provozní teplotě propouštět více než 15 cm3/h. Součást musí být klimatizována při dané teplotě nejméně 8 hodin.
6.1. Pro LNG
Součást obsahující LNG nesmí při průtoku uvedeném v bodě 3.1 propouštět více než 15 cm3/h, je-li při minimální provozní teplotě uvedené v příloze 5O vystavena venkovní teplotě.
PŘÍLOHA 5C
ZKOUŠKA VNITŘNÍ TĚSNOSTI
|
1. |
Následující zkoušky musí být provedeny na vzorcích ventilů nebo plnicí jednotky, které byly předtím podrobeny zkoušce vnější těsnosti dle přílohy 5B. |
|
2. |
Sedla ventilů nesmí v uzavřené poloze propouštět při libovolném aerostatickém tlaku mezi 0 a 1,5násobkem pracovního tlaku (kPa). U součástí pro LNG se použije kryogenní teplota (viz příloha 5O). |
|
3. |
Zpětný ventil CNG vybavený pružným (elastickým) sedlem nesmí v uzavřené poloze propouštět při libovolném aerostatickém tlaku mezi 0 a 1,5násobkem pracovního tlaku (kPa). |
|
4. |
Zpětný ventil CNG vybavený sedlem „kov na kov“ nesmí v uzavřené poloze propouštět v míře přesahující 0,47 dm3/s při rozdílu aerostatických tlaků ve výši 138 kPa efektivního tlaku. |
|
5. |
Sedlo horního zpětného ventilu CNG použité v sestavě plnicí jednotky nesmí v uzavřené poloze propouštět při libovolném aerostatickém tlaku mezi 0 a 1,5násobkem pracovního tlaku (kPa). |
|
6. |
Zkoušky vnitřní těsnosti se provádí se vstupem zkoušeného ventilu připojenému ke zdroji aerostatického tlaku, s ventilem v uzavřené poloze a s otevřeným výstupem. Na přívodním potrubí tlaku musí být namontován automatický ventil a tlakoměr s rozsahem v rozmezí nejméně 1,5násobku a nejvýše 2násobku zkušebního tlaku. Tlakoměr musí být namontován mezi automatickým ventilem a zkoušeným vzorkem. Není-li uvedeno jinak, musí být při vystavení zkušebnímu tlaku únik sledován s otevřeným výstupem ponořeným ve vodě. |
|
7. |
Soulad s body 2 až 5 níže se ověří připojením kusu potrubí na výstup ventilu. Otevřený konec výstupního potrubí musí být umístěn uvnitř obráceného odměrného válce se stupnicí kalibrovanou v krychlových centimetrech. Obrácený válec musí být uzavřen vodotěsným těsněním. Přístroj musí být seřízen tak, aby:
Po uplynutí zkušební doby a při stejné hladině vody uvnitř a vně odměrného válce se znovu zaznamená hladina vody uvnitř odměrného válce. Míra úniku se vypočte ze změny objemu uvnitř odměrného válce podle následujícího vzorce:
kde:
|
|
8. |
Namísto metody popsané výše může být únik měřen pomocí průtokoměru namontovaného na přívodní straně zkoušeného ventilu. Průtokoměr musí být schopen pro použité zkušební médium přesně změřit maximální povolenou míru únikového průtoku. |
PŘÍLOHA 5D
ZKOUŠKA SLUČITELNOSTI S CNG/LNG
|
1. |
Nekovové části v kontaktu s CNG/LNG nesmí vykazovat nadměrnou změnu objemu nebo ztrátu hmotnosti. Odolnost vůči n-pentanu podle ISO 1817 za následujících podmínek:
|
|
2. |
Požadavky: maximální změna objemu 20 %; Po skladování na vzduchu o teplotě 40 °C po dobu 48 hodin se hmotnost nesmí v porovnání s původní hodnotou snížit o více než 5 %. |
PŘÍLOHA 5E
ZKOUŠKA ODOLNOSTI PROTI KOROZI
Postupy zkoušky odolnosti proti korozi:
|
1. |
Kovové součásti obsahující CNG/LNG musí po vystavení zkoušce solným postřikem podle ISO 15500-2 po dobu 144 hodin se všemi otvory uzavřenými splňovat požadavky zkoušek těsnosti uvedených v přílohách 5B a 5C. |
|
2. |
Měděné nebo mosazné součásti obsahující CNG/LNG musí po ponoření do roztoku amoniaku podle ISO 15500-2 se všemi otvory uzavřenými po dobu 24 hodin splňovat požadavky zkoušek těsnosti uvedených v přílohách 5B a 5C. |
PŘÍLOHA 5F
ODOLNOST PROTI SUCHÉMU TEPLU
|
1. |
Zkouška musí být provedena v souladu s ISO 188. Zkušební vzorky musí být vystaveny vzduchu o teplotě rovné maximální provozní teplotě po dobu 168 hodin. |
|
2. |
Povolená změna pevnosti v tahu nesmí přesáhnout + 25 %. Povolená změna prodloužení při roztržení nesmí přesáhnout následující hodnoty:
|
PŘÍLOHA 5G
STÁRNUTÍ V OZONOVÉM PROSTŘEDÍ
|
1. |
Zkouška musí být v souladu s ISO 1431/1. Zkušební vzorky napnuté na délkové prodloužení 20 % se po dobu 72 hodin vystaví vzduchu o teplotě 40 °C s koncentrací ozonu 50 dílů na sto milionů. |
|
2. |
Není přípustné žádné popraskání zkušebních vzorků. |
PŘÍLOHA 5H
ZKOUŠKA TEPLOTNÍM CYKLEM
Nekovová část obsahující CNG/LNG musí poté, co byla vystavena za maximálního pracovního tlaku po dobu 96 hodin teplotnímu cyklu od minimální provozní teploty do maximální provozní teploty s délkou trvání cyklu 120 minut, splňovat požadavky zkoušek těsnosti uvedených v přílohách 5B a 5C.
PŘÍLOHA 5I
ZKOUŠKA TLAKOVÝM CYKLEM URČENÁ POUZE PRO TLAKOVÉ LÁHVE
(viz příloha 3)
PŘÍLOHY 5J A 5K –
nepřiděleno
PŘÍLOHA 5L
ZKOUŠKA ŽIVOTNOSTI (NEPŘETRŽITÝ PROVOZ)
1. ZKUŠEBNÍ METODA PRO SOUČÁSTI PRO CNG
1.1. Součást se pomocí vhodné armatury připojí ke zdroji tlakovaného suchého vzduchu nebo dusíku a podrobí se počtu cyklů stanovenému pro danou konkrétní součást. Cyklus sestává z jednoho otevření a jednoho uzavření součásti během doby nejméně 10 ± 2 sekund.
|
a) |
Cyklování při pokojové teplotě Součást se provozuje po 96 % z celkového počtu cyklů při pokojové teplotě a jmenovitém servisním tlaku. Během cyklu uzavření je přípustné, aby se tlak za zkušebním přípravkem ve směru toku snížil na 50 % zkušebního tlaku. Poté musí součásti vyhovět požadavkům zkoušky těsnosti dle přílohy 5B při pokojové teplotě. Za účelem zkoušení těsnosti lze tuto část zkoušky přerušovat ve 20 % intervalech. |
|
b) |
Cyklování při vysoké teplotě Součást se provozuje po 2 % z celkového počtu cyklů při příslušné maximální teplotě stanovené při jmenovitém servisním tlaku. Součást musí po dokončení cyklů za vysoké teploty vyhovět požadavkům zkoušky těsnosti dle přílohy 5B při příslušné maximální teplotě. |
|
c) |
Cyklování při nízké teplotě Součást se provozuje po 2 % celkového počtu cyklů při příslušné minimální teplotě stanovené při jmenovitém servisním tlaku. Součást musí po dokončení cyklů za nízké teploty vyhovět požadavkům zkoušky těsnosti dle přílohy 5B při příslušné stanovené minimální teplotě. Po cyklování a opakování zkoušky těsnosti musí být součást schopna úplného otevření a uzavření při působení krouticího momentu nepřesahujícího moment, který je stanovený v tabulce 5.3, na rukojeť součásti ve směru úplného otevření a poté v opačném směru. Tabulka 5.3
|
1.2. Tato zkouška se provádí při příslušné stanovené maximální teplotě a opakuje se při teplotě – 40 °C.
1.3. Zkoušky životnosti pro výrobky pro LNG jsou případně uvedeny v přílohách 4I až 4O.
PŘÍLOHA 5M
ZKOUŠKA NA ROZTRŽENÍ/DESTRUKTIVNÍ ZKOUŠKA URČENÁ POUZE PRO TLAKOVÉ LÁHVE NA CNG
(viz příloha 3A)
PŘÍLOHA 5N
ZKOUŠKA ODOLNOSTI PROTI OTŘESŮM
1. Všechny součásti s pohyblivými díly musí zůstat nepoškozené, nadále fungovat a vyhovovat požadavkům zkoušky těsnosti součásti po 6 hodinách otřesů v souladu s následující zkušební metodou.
2. Zkušební metoda
2.1. Součást se zajistí v přístroji a otřásá se po dobu 2 hodin při kmitočtu 17 Hz s amplitudou 1,5 mm (0,06 palců) v každé ze tří souřadnicových os. Po dokončení 6 hodin otřesů musí součást splňovat požadavky přílohy 5C.
PŘÍLOHA 5O
PROVOZNÍ TEPLOTY
Provozní teploty musí být tyto:
|
|
Motorový prostor |
Namontováno na motoru |
Ve vozidle |
|
Mírné (M) |
– 20 °C až 105 °C |
– 20 °C až 120 °C |
– 20 °C až 85 °C |
|
Chladné (C) |
– 40 °C až 105 °C |
– 40 °C až 120 °C |
– 40 °C až 85 °C |
|
LNG (L) |
– 162 °C až 105 °C |
– 162 °C až 120 °C |
– 162 °C až 85 °C |
Poznámka: teplotou LNG (L) se rozumí teplota kapaliny uvnitř součásti. Jako okolní teploty použijte M nebo C. Vzhledem k tomu, že v případě LNG je nasycená teplota v přímém vztahu k tlaku, jak je níže uvedeno v tabulce, jsou u součástí pro LNG na základě popsaného zkušebního tlaku dovoleny vyšší minimální teploty.
|
Teplota (°C) |
Tlak (bar) |
|
– 161,6 |
0 |
|
– 152,5 |
1 |
|
– 146,4 |
2 |
|
– 141,7 |
3 |
|
– 137,8 |
4 |
|
– 134,4 |
5 |
|
– 131,4 |
6 |
|
– 128,7 |
7 |
|
– 126,3 |
8 |
|
– 124,0 |
9 |
|
– 121,9 |
10 |
|
– 119,9 |
11 |
|
– 118,1 |
12 |
|
– 116,3 |
13 |
|
– 114,6 |
14 |
|
– 113,0 |
15 |
|
– 111,5 |
16 |
|
– 110,0 |
17 |
|
– 108,6 |
18 |
|
– 107,3 |
19 |
|
– 106,0 |
20 |
|
– 104,7 |
21 |
|
– 103,5 |
22 |
|
– 102,3 |
23 |
|
– 101,2 |
24 |
Zdroj: http://webbook.nist.gov/chemistry/fluid/Saturation
PŘÍLOHA 5P
LNG – ZKOUŠKA ZA NÍZKÉ TEPLOTY
|
1. |
Součást se provozuje po 96 procent z celkového počtu cyklů (uvedených v příloze 4) při teplotě nižší než – 162 °C a pracovním tlaku. |
|
2. |
Součást se provozuje po 4 procenta z celkového počtu cyklů při příslušné maximální teplotě (uvedené v příloze 5O) a pracovním tlaku a po dokončení teplotních cyklů musí splňovat požadavky příloh 5B a 5C. |
|
3. |
Požaduje-li se to, lze pro účely zkoušení těsnosti tuto zkoušku ve 20procentních intervalech přerušovat. |
|
4. |
Po zkoušení tlakovým cyklem se provedou hydrostatické zkoušky. |
PŘÍLOHA 5Q
SLUČITELNOST NEKOVOVÝCH ČÁSTÍ S MÉDII TEPELNÉ VÝMĚNY
|
1. |
Zkušební vzorky se při teplotě 90 °C na 168 hodin ponoří do média tepelné výměny, pak se 48 hodin suší při teplotě 40 °C. Složení média tepelné výměny použitého pro zkoušku: voda/ethylenglykol v procentuálním poměru 50/50. |
|
2. |
Výsledek zkoušky se považuje za uspokojivý, pokud je změna objemu menší než 20 %, změna hmotnosti menší než 5 %, změna pevnosti v tahu menší než – 25 % a změna délkového prodloužení při přetržení v rozmezí od – 30 % do + 10 %. |
PŘÍLOHA 6
USTANOVENÍ O IDENTIFIKAČNÍM OZNAČENÍ „CNG“ PRO VOZIDLA KATEGORIÍ M2 A M3, N2 A N3
(bod 18.1.8.1 tohoto předpisu)
Označení je tvořeno samolepkou, která musí být odolná proti povětrnostním vlivům.

Barvy a rozměry samolepky musí splňovat následující požadavky:
|
Barvy: |
|
|
Pozadí: |
zelená |
|
Okraj: |
bílá nebo bílá reflexní |
|
Písmena: |
bílá nebo bílá reflexní |
|
Rozměry: |
|
|
Šířka okraje: |
4–6 mm |
|
Výška písmen: |
≥ 25 mm |
|
Tloušťka písmen: |
≥ 4 mm |
|
Šířka samolepky: |
110–150 mm |
|
Výška samolepky: |
80–110 mm |
Zkratka „CNG“ musí být ve středu samolepky.
PŘÍLOHA 7
USTANOVENÍ O IDENTIFIKAČNÍM OZNAČENÍ „LNG“ PRO VOZIDLA KATEGORIÍ M2 a M3, N2 a N3
(bod 18.1.8.2 tohoto předpisu)

Označení je tvořeno samolepkou, která musí být odolná proti povětrnostním vlivům.
Barvy a rozměry samolepky musí splňovat následující požadavky:
|
Barvy: |
|
|
Pozadí: |
zelená |
|
Okraj: |
bílá nebo bílá reflexní |
|
Písmena: |
bílá nebo bílá reflexní |
|
Rozměry: |
|
|
Šířka okraje: |
4–6 mm |
|
Výška písmen: |
≥ 25 mm |
|
Tloušťka písmen: |
≥ 4 mm |
|
Šířka samolepky: |
110–150 mm |
|
Výška samolepky: |
80–110 mm |
Zkratka „LNG“ musí být ve středu samolepky.