(EHK/OSN) č. 118Předpis č. 118 Evropské hospodářské komise Organizace spojených národů (EHK/OSN) – Jednotná technická ustanovení týkající se vlastností materiálů používaných ve vnitřní konstrukci určitých kategorií motorových vozidel při hoření
| Publikováno: | Úř. věst. L 177, 10.7.2010, s. 263-289 | Druh předpisu: | Nařízení |
| Přijato: | 10. července 2010 | Autor předpisu: | |
| Platnost od: | 6. dubna 2005 | Nabývá účinnosti: | 6. dubna 2005 |
| Platnost předpisu: | Ano | Pozbývá platnosti: | |
Text předpisu s celou hlavičkou je dostupný pouze pro registrované uživatele.
Pouze původní texty EHK/OSN mají podle mezinárodního veřejného práva právní účinek. Status a datum vstupu tohoto předpisu v platnost je třeba ověřit v nejnovější verzi dokumentu EHK/OSN o statusu TRANS/WP.29/343, který je k dispozici na internetové adrese: http://www.unece.org/trans/main/wp29/wp29wgs/wp29gen/wp29fdocstts.html
Předpis č. 118 Evropské hospodářské komise Organizace spojených národů (EHK/OSN) – Jednotná technická ustanovení týkající se vlastností materiálů používaných ve vnitřní konstrukci určitých kategorií motorových vozidel při hoření
Datum vstupu v platnost: 6. duben 2005
OBSAH
PŘEDPIS
|
1. |
Rozsah použití |
|
2. |
Definice |
|
3. |
Žádost o schválení |
|
4. |
Schválení |
|
5. |
Část I – Definice – Specifikace |
|
6. |
Část II – Definice – Specifikace |
|
7. |
Změna typu a rozšíření schválení |
|
8. |
Shodnost výroby |
|
9. |
Postihy za neshodnost výroby |
|
10. |
Definitivní ukončení výroby |
|
11. |
Názvy a adresy správních orgánů a technických zkušeben odpovědných za provádění schvalovacích zkoušek. |
PŘÍLOHY
|
Příloha 1 – |
Informační dokument pro vozidlo |
|
Příloha 2 – |
Informační dokument pro konstrukční část |
|
Příloha 3 – |
Oznámení o schválení typu vozidla |
|
Příloha 4 – |
Oznámení o schválení typu konstrukční části |
|
Příloha 5 – |
Uspořádání značek schválení |
|
Příloha 6 – |
Zkouška ke stanovení rychlosti hoření materiálů ve vodorovném směru |
|
Příloha 7 – |
Zkouška vlastností materiálů při tavení |
|
Příloha 8 – |
Zkouška ke stanovení rychlosti hoření materiálů ve svislém směru |
1. ROZSAH POUŽITÍ
1.1 Tento předpis se vztahuje na vlastnosti při hoření (zápalnost, rychlost hoření a tavné vlastnosti) vnitřních materiálů používaných ve vozidlech kategorie M3, tříd II a III (1) pro více než 22 cestujících, která nejsou konstruována pro stojící cestující a která nejsou určena pro městský provoz (městské autobusy).
Schválení typu se uděluje podle:
1.2 části I – schválení typu vozidla s ohledem na vlastnosti při hoření, pokud jde o vnitřní konstrukční části používané v prostoru pro cestující;
1.3 části II – schválení konstrukční části (materiál, sedadla, záclony, přepážky atd.) s ohledem na její vlastnosti při hoření.
2. DEFINICE: Obecně
2.1 „výrobcem“ se rozumí osoba nebo organizace, která odpovídá schvalovacímu orgánu za všechna hlediska postupu schvalování a za zajištění shodnosti výroby. Není nezbytné, aby tato osoba nebo organizace byla přímo zapojena do všech stupňů výroby vozidla nebo konstrukční části, které jsou předmětem postupu schválení;
2.2 „prostorem pro cestující“ se rozumí prostor pro pobyt pasažérů, včetně baru, kuchyňky, toalety apod.), který je ohraničen:
|
— |
střechou, |
|
— |
podlahou, |
|
— |
bočními stěnami, |
|
— |
dveřmi, |
|
— |
vnějším zasklením, |
|
— |
přepážkou zadního prostoru nebo rovinou nosné konstrukce zadního sedadla, |
|
— |
zadní opěrou, |
|
— |
na straně řidiče střední podélnou svislou rovinou vozidla a příčnou svislou rovinou procházející R-bodem řidiče definovaným v předpisu č. 17, |
|
— |
na opačné straně střední podélné svislé roviny vozidla přední přepážkou; |
2.3 „výrobními materiály“ se rozumí výrobky ve formě volně loženého materiálu (např. role potahových textilií) nebo prefabrikované konstrukční části, dodávané výrobci k namontování do typu vozidla schváleného podle tohoto předpisu nebo dílně pro použití při podnikání v oboru údržby nebo opravy vozidel;
2.4 „sedadlem“ se rozumí konstrukce včetně čalounění, která může, ale nemusí být pevnou součástí konstrukce vozidla a která je určena k sezení jedné dospělé osoby. Termín zahrnuje jak samostatné sedadlo, tak část lavicového sedadla určenou k sezení jedné dospělé osoby;
2.5 „skupinou sedadel“ se rozumí buď sedadlo lavicového typu, nebo sedadla, která jsou oddělená, avšak umístěná vedle sebe (tj. krajní přední ukotvení jednoho sedadla je v jedné rovině s krajním zadním ukotvením jiného sedadla nebo před ním a v jedné rovině s jeho krajním předním ukotvením nebo za ním) a která slouží k sezení jedné nebo několika dospělých osob;
2.6 „lavicovým sedadlem“ se rozumí konstrukce včetně čalounění určená k sezení více než jedné dospělé osoby.
3. ŽÁDOST O SCHVÁLENÍ
3.1 Žádost o schválení typu vozidla nebo konstrukční části podle tohoto předpisu předkládá výrobce.
3.2 K žádosti se přiloží informační dokument podle vzoru v příloze 1 nebo v příloze 2.
Technické zkušebně provádějící zkoušky pro schválení typu musí být předloženy:
3.3.1 pro schválení vozidla: vzorové vozidlo typu, který má být schválen;
3.3.2 v případě vnitřních konstrukčních částí, jimž již bylo schválení typu uděleno: k žádosti o schválení typu vozidla se přiloží seznam čísel schválení typu a označení typu dotčených dílů podle výrobce;
v případě vnitřních konstrukčních částí bez schválení typu EHK:
3.3.3.1 vzorky konstrukčních částí užitých ve vzorových vozidlech typu, jenž má být schválen; počet vzorků je stanoven v přílohách 6 až 8;
3.3.3.2 Kromě toho se technické zkušebně předá jeden vzorek pro případné pozdější referenční účely;
3.3.3.3 U zařízení, jako jsou sedadla, záclony, přepážky apod., vzorky v počtu podle bodu 3.3.3.1 a jedno kompletní zařízení, jak je uvedeno výše;
3.3.3.4 Na vzorcích musí být zřetelně a nesmazatelně uveden obchodní název nebo značka žadatele a označení typu.
4. SCHVÁLENÍ
4.1 Jestliže typ dodaný ke schválení podle tohoto předpisu splňuje požadavky příslušného bodu / příslušných bodů tohoto předpisu, schválení se udělí.
4.2 Každému schválenému typu se přidělí číslo schválení. Jeho první dvě číslice (v současnosti 00, což odpovídá předpisu v původním znění) udávají sérii změn zahrnující nejnovější významné technické změny předpisu v době vydání schválení. Stejná smluvní strana nesmí přidělit stejné číslo jinému typu vozidla nebo konstrukční části definovaným v tomto předpisu.
4.3 Oznámení o schválení nebo o rozšíření schválení typu podle tohoto předpisu se zašle smluvním stranám dohody uplatňujícím tento předpis, a to na příslušném formuláři podle vzorů v příloze 3, resp. 4 tohoto předpisu.
Každé vozidlo odpovídající typu schválenému podle tohoto předpisu, balení každého materiálu (viz bod 4.4.2.3) odpovídajícího typu schválenému podle tohoto předpisu a každá odděleně dodávaná konstrukční část odpovídající typu schválenému podle tohoto předpisu se opatří mezinárodní značkou schválení, která musí být zřetelná a umístěná na dobře přístupném místě specifikovaném ve formuláři schválení a kterou tvoří:
4.4.1 písmeno „E“ v kružnici, za nímž následuje rozlišovací číslo země, která schválení typu konstrukční části udělila (2);
v blízkosti kružnice pak:
4.4.2.1 značky označující směr, ve kterém byla stanovena rychlost hoření příslušné konstrukční části:
|
↔ |
pro vodorovný směr (příloha 6), |
|
↑ |
pro svislý směr (příloha 8), |
|
↓ |
pro vodorovný i svislý smě (přílohy 6 a 8); |
4.4.2.2 značka v podobě kružnice s vepsaným velkým písmenem „V“ udávající, že konstrukční část byla schválena z hlediska jejích vlastností při tavení (příloha 7), a/nebo kružnice s vepsanými velkými písmeny „CD“ udávající, že konstrukční část byla schválena jako kompletní zařízení, tj. jako sedadlo, přepážka, police na zavazadla apod.
4.4.2.3 Výrobní materiály není třeba jednotlivě označovat. Balení, v němž jsou dodávány, však musí být jasně označeno výše popsanou značkou schválení.
4.4.2.4 Jsou-li značeny zvlášť, mohou mít rozměrné konstrukční části sestávající z více než jednoho kusu schváleného materiálu, např. sedadla, pouze jednu značku uvádějící číslo/čísla schválení použitého materiálu / použitých materiálů.
4.4.3 Je-li typ shodný s typem schváleným podle jednoho nebo několika jiných předpisů připojených k dohodě v zemi, která udělila schválení podle tohoto předpisu, nemusí se značka předepsaná v bodě 4.4.1 opakovat. V takovém případě se předpis, podle něhož bylo uděleno schválení v zemi, která udělila schválení podle tohoto předpisu, musí umístit ve svislých sloupcích vpravo od značky předepsané v bodě 4.4.1.
4.4.4 Značka schválení typu musí být jasně čitelná a nesmazatelná.
4.4.5 U vozidla musí být značka schválení umístěna v blízkosti štítku s údaji o vozidle, který umísťuje výrobce, nebo na tomto štítku.
4.4.6 Příloha 5 tohoto předpisu uvádí příklady uspořádání značek schválení.
5. ČÁST I – SCHVÁLENÍ TYPU VOZIDLA S OHLEDEM NA VLASTNOSTI PŘI HOŘENÍ VNITŘNÍCH KONSTRUKČNÍCH ČÁSTÍ POUŽITÝCH V PROSTORU PRO CESTUJÍCÍ
5.1 Definice
Pro účely části I tohoto předpisu platí, že:
5.1.1 „typem vozidla“ se rozumí vozidla, která se neliší v takových základních ohledech, jako je označení typu podle výrobce.
5.2 Specifikace
5.2.1 Vnitřní materiály v prostoru pro cestující používané ve vozidle, jehož typ má být schválen, musí splňovat požadavky uvedené v části II tohoto předpisu.
5.2.2 Materiály a/nebo zařízení použité v prostoru pro cestující a/nebo v zařízeních schválených jako konstrukční části musí být instalovány tak, aby se minimalizovalo riziko vzniku a šíření plamenů.
5.2.3 Tyto materiály a/nebo zařízení vnitřku vozidla mohou být instalovány pouze v souladu se zamýšleným účelem a se zkouškami, kterým byly podrobeny (viz body 6.2.1, 6.2.2 a 6.2.3), zejména z hlediska jejich vlastností při hoření a při tavení (ve vodorovném a svislém směru).
5.2.4 Lepidlo použité k připevnění vnitřních materiálů k jejich nosné konstrukci pokud možno nesmí zhoršit vlastnosti materiálu při hoření.
6. ČÁST II – SCHVÁLENÍ KONSTRUKČNÍ ČÁSTI S OHLEDEM NA JEJÍ VLASTNOSTI PŘI HOŘENÍ
6.1 Definice
Pro účely části II tohoto předpisu se použijí následující definice:
„typem konstrukční části“ se rozumějí konstrukční části, které se neliší v takových podstatných ohledech, jako jsou:
6.1.1.1 označení typu od výrobce;
6.1.1.2 předpokládané použití (čalounění sedadel, obložení stropu apod.);
6.1.1.3 základní materiál/materiály (např. vlna, plasty, pryž, směsi materiálů);
6.1.1.4 počet vrstev u kompozitních materiálů a
6.1.1.5 jiné vlastnosti, pokud mají znatelný vliv na vlastnosti předepsané tímto předpisem;
6.1.2 „rychlostí hoření“ se rozumí poměr prohořelé délky měřené podle přílohy 6 a/nebo 8 tohoto předpisu k době potřebné k prohoření této délky. Vyjadřuje se v milimetrech za minutu;
6.1.3 „kompozitním materiálem“ se rozumí materiál, který sestává z více vrstev stejných nebo různých materiálů spojených na jejich povrchu tmelením, lepením, plátováním, svařováním atd. Různé materiály, které jsou spojeny přerušovaně (například šitím, nýtováním, vysokofrekvenčním svařováním atd.), se nepovažují za kompozitní;
6.1.4 „exponovanou stranou“ se rozumí strana materiálu, která je po namontování materiálu do vozidla obrácena do prostoru pro cestující;
6.1.5 „čalouněním“ se rozumí kombinace vnitřního polštářování a povrchového materiálu, které vytvářejí vypolštářování rámu sedadla;
6.1.6 „obložením vnitřku“ se rozumějí materiály, které (společně) tvoří povrchovou úpravu a vnitřní vrstvu střechy, stěny nebo podlahy.
6.2 Specifikace
6.2.1 Následující materiály se podrobí zkoušce popsané v příloze 6 tohoto předpisu:
|
a) |
materiál použitý / materiály použité pro čalounění sedadla a jeho příslušenství (včetně sedadla řidiče); |
|
b) |
materiál použitý / materiály použité pro vnitřní obložení střechy; |
|
c) |
materiál použitý / materiály použité pro vnitřní obložení bočních stěn a zadní stěny včetně přepážek; |
|
d) |
materiál/materiály s tepelnou a/nebo akustickou funkcí; |
|
e) |
materiál použitý / materiály použité pro vnitřní obložení podlahy; |
|
f) |
materiál použitý / materiály použité pro vnitřní obložení polic na zavazadla a topných a ventilačních potrubí; |
|
g) |
materiál použitý / materiály použité pro osvětlovací tělesa. |
Výsledek zkoušky se považuje za vyhovující, jestliže nejhorším výsledkem zkoušky je, že rychlost hoření ve vodorovném směru není větší než 100 mm/min nebo jestliže plamen před dosažením posledního bodu měření zhasne.
6.2.2 Následující materiály se podrobí zkoušce popsané v příloze 7 tohoto předpisu:
|
a) |
materiál použitý / materiály použité pro vnitřní obložení střechy; |
|
b) |
materiál použitý / materiály použité pro vnitřní obložení polic na zavazadla a topných a ventilačních potrubí umístěných ve střeše; |
|
c) |
materiál použitý / materiály použité pro osvětlovací tělesa umístěná v policích na zavazadla a/nebo ve střeše. |
Výsledek zkoušky se pokládá za vyhovující, jestliže se při nejhorším výsledku zkoušky nevytvoří žádná kapka, která zapálí vatu.
6.2.3 Materiály použité pro záclony a rolety (a/nebo jiné zavěšené materiály) se podrobí zkoušce popsané v příloze 8.
Výsledek zkoušky se pokládá za vyhovující, jestliže nejhorším výsledkem zkoušky je, že rychlost hoření ve svislém směru není větší než 100 mm/min.
Zkouškám podle příloh 6 až 8 se nemusí podrobovat tyto materiály:
6.2.4.1 díly vyrobené z kovu nebo skla;
6.2.4.2 každé jednotlivé příslušenství sedadla s hmotností nekovových materiálů nižší než 200 g. Pokud celková hmotnost příslušenství překročí 400 g nekovového materiálu na jedno sedadlo, musí být zkoušen každý materiál;
díly, u nichž povrch, resp. objem nepřekračuje:
6.2.4.3.1 100 cm2 nebo 40 cm3 u prvků spojených s jednotlivým místem k sezení;
6.2.4.3.2 300 cm2 nebo 120 cm3 na jednu řadu sedadel a nejvýše na jeden metr délky vnitřku prostoru pro cestující u těch prvků, které jsou rozmístěny ve vozidle a nejsou spojeny s jednotlivým místem k sezení;
6.2.4.4 elektrické kabely;
6.2.4.5 prvky, z nichž není možné vyjmout vzorek předepsaných rozměrů vymezených v bodě 3.1 přílohy 6, bodě 3 přílohy 7 a bodě 3.1 přílohy 8.
7. ZMĚNA TYPU A ROZŠÍŘENÍ SCHVÁLENÍ
Každá změna typu vozidla nebo typu konstrukční části v souvislosti s tímto předpisem musí být oznámena správnímu orgánu, který typ vozidla nebo konstrukční části schválil. Tento orgán potom může buď:
7.1.1 usoudit, že provedené změny pravděpodobně nebudou mít znatelný nepříznivý vliv a že vozidla nebo konstrukční části v každém případě stále vyhovují příslušným požadavkům, nebo
7.1.2 požadovat od technické zkušebny odpovědné za provedení příslušných zkoušek další zkušební protokol.
7.2 Potvrzení nebo odmítnutí schválení s uvedením příslušných změn se postupem podle bodu 4.3 výše zašle smluvním stranám dohody, které používají tento předpis.
7.3 Příslušný orgán, který vydává rozšíření schválení, přidělí každému formuláři oznámení takového rozšíření pořadové číslo a uvědomí o tom ostatní smluvní strany dohody z roku 1958, které používají tento předpis, prostřednictvím formuláře oznámení podle vzoru v příloze 3 nebo 4 tohoto předpisu.
8. SHODNOST VÝROBY
Postupy pro zajištěni shodnosti výroby musí odpovídat postupům stanoveným v dohodě, dodatku 2 (E/ECE/324-E/ECE/TRANS/505/Rev.2), přičemž musí být splněny následující požadavky:
8.1 Vozidla / konstrukční části schválené podle tohoto předpisu musí být vyráběny tak, aby odpovídaly schválenému typu tím, že budou splňovat požadavky příslušné části / příslušných částí tohoto předpisu.
8.2 Orgán, který udělil schválení typu, může kdykoli ověřit postupy pro kontrolu shodnosti používané v kterémkoli výrobním zařízení. Obvyklá četnost provádění takových ověření je jednou za dva roky.
9. POSTIHY ZA NESHODNOST VÝROBY
9.1 V případě, že nejsou splněny výše uvedené požadavky, lze schválení z hlediska typu vozidla / konstrukční části udělené podle tohoto předpisu odejmout.
9.2 Jestliže některá strana dohody používající tento předpis odejme schválení, které dříve udělila, musí o tom neprodleně uvědomit ostatní strany dohody používající tento předpis, prostřednictvím formuláře oznámení podle vzoru v příloze 3 nebo 4 tohoto předpisu.
10. DEFINITIVNÍ UKONČENÍ VÝROBY
Jestliže držitel schválení zcela ukončí výrobu typu vozidla schváleného podle tohoto předpisu, musí o tom informovat orgán, který schválení udělil. Ihned po obdržení příslušného sdělení o tom uvedený orgán podá zprávu ostatním stranám dohody z roku 1958, které používají tento předpis, prostřednictvím formuláře oznámení podle vzoru v příloze 3 nebo 4 tohoto předpisu.
11. NÁZVY A ADRESY SPRÁVNÍCH ORGÁNŮ A TECHNICKÝCH ZKUŠEBEN ODPOVĚDNÝCH ZA PROVÁDĚNÍ SCHVALOVACÍCH ZKOUŠEK
Smluvní strany dohody z roku 1958, které uplatňují tento předpis, sdělí sekretariátu Organizace spojených národů názvy a adresy technických zkušeben odpovědných za provádění schvalovacích zkoušek, jakož i názvy a adresy správních orgánů, které schválení udělují a jimž se zasílají formuláře potvrzující udělení nebo rozšíření nebo odmítnutí nebo odejmutí schválení vydané v jiných zemích.
(1) Podle definice v úplném znění usnesení o konstrukci vozidel (R.E.3), příloze 7 (dokument TRANS/WP.29/78/Rev.1/Amend.2).
(2) 1 pro Německo, 2 pro Francii, 3 pro Itálii, 4 pro Nizozemsko, 5 pro Švédsko, 6 pro Belgii, 7 pro Maďarsko, 8 pro Českou republiku, 9 pro Španělsko, 10 pro Srbsko a Černou Horu, 11 pro Spojené království, 12 pro Rakousko, 13 pro Lucembursko, 14 pro Švýcarsko, 15 (neobsazeno), 16 pro Norsko, 17 pro Finsko, 18 pro Dánsko, 19 pro Rumunsko, 20 pro Polsko, 21 pro Portugalsko, 22 pro Ruskou federaci, 23 pro Řecko, 24 pro Irsko, 25 pro Chorvatsko, 26 pro Slovinsko, 27 pro Slovensko, 28 pro Bělorusko, 29 pro Estonsko, 30 (neobsazeno), 31 pro Bosnu a Hercegovinu, 32 pro Lotyšsko, 33 (neobsazeno), 34 pro Bulharsko, 35 (neobsazeno), 36 pro Litvu, 37 pro Turecko, 38 (neobsazeno), 39 pro Ázerbájdžán, 40 pro bývalou jugoslávskou republiku Makedonii, 41 (neobsazeno), 42 pro Evropské společenství (schválení udělují členské státy za použití svého příslušného symbolu EHK), 43 pro Japonsko, 44 (neobsazeno), 45 pro Austrálii, 46 pro Ukrajinu, 47 pro Jihoafrickou republiku, 48 pro Nový Zéland, 49 pro Kypr, 50 pro Maltu a 51 pro Korejskou republiku. Dalším zemím se přidělí po sobě následující čísla chronologicky v pořadí, v jakém ratifikují Dohodu o přijetí jednotných technických pravidel pro kolová vozidla, zařízení a části, které se mohou montovat a/nebo užívat na kolových vozidlech, a o podmínkách pro vzájemné uznávání schválení typu udělených na základě těchto pravidel, nebo v pořadí, v jakém k uvedené dohodě přistoupí. Takto přidělená čísla sdělí generální tajemník Organizace spojených národů smluvním stranám dohody.
PŘÍLOHA 1
INFORMAČNÍ DOKUMENT
(podle bodu 3.2 tohoto předpisu, týkající se EHK schvalování typu vozidel z hlediska vlastností vnitřních konstrukčních částí používaných v prostoru pro cestující při hoření)
Mají-li systémy, konstrukční části nebo samostatné technické celky elektronické ovládání, musí být dodány informace o jeho vlastnostech.
1. OBECNĚ
1.1 Značka (obchodní název výrobce): …
1.2 Typ a obecný obchodní popis / obecné obchodní popisy: …
1.3 Způsob označení typu, je-li na vozidle vyznačen: …
1.4 Umístění tohoto označení: …
1.5 Kategorie vozidla (1): …
1.6 Název a adresa výrobce: …
1.7 Adresa/adresy montážního závodu / montážních závodů: …
2. OBECNÉ KONSTRUKČNÍ VLASTNOSTI VOZIDLA
2.1 Fotografie a/nebo výkresy vzorového vozidla:
3. KAROSERIE
Vnitřní výbava
Sedadla
3.1.1 Počet: …
Vlastnosti materiálů použitých ve vnitřní konstrukci vozidla při hoření
Materiál užitý / materiály užité k obložení stropu
3.2.1.1 Číslo/čísla schválení typu konstrukční části: …
Materiál užitý / materiály užité na zadní stěně a na bočních stěnách
3.2.2.1 Číslo/čísla schválení typu konstrukční části: …
Materiál užitý / materiály užité pro podlahu
3.2.3.1 Číslo/čísla schválení typu konstrukční části: …
Materiál užitý / materiály užité pro čalounění sedadel
3.2.4.1 Číslo/čísla schválení typu konstrukční části: …
Materiál užitý / materiály užité pro potrubí topení a ventilace
3.2.5.1 Číslo/čísla schválení typu konstrukční části: …
Materiál užitý / materiály užité na police pro zavazadla
3.2.6.1 Číslo/čísla schválení typu konstrukční části: …
Materiál užitý / materiály užité k jiným účelům
3.2.7.1 Předpokládané účely: …
3.2.7.2 Číslo/čísla schválení typu konstrukční části: …
Konstrukční části schválené jako kompletní zařízení (sedadla, přepážky, police pro zavazadla atd.)
3.2.8.1 Číslo/čísla schválení typu konstrukční části: …
(1) Podle definice v úplném znění usnesení o konstrukci vozidel (R.E.3), příloze 7 (dokument TRANS/WP.29/78/Rev.1/Amend.2).
PŘÍLOHA 2
INFORMAČNÍ DOKUMENT
(podle bodu 3.2 předpisu, týkající se EHK schvalování typu konstrukčních částí z hlediska vlastností při hoření)
Mají-li systémy, konstrukční části nebo samostatné technické celky elektronické ovládání, musí být dodány informace o jeho vlastnostech.
1. OBECNĚ
1.1 Značka (obchodní název výrobce): …
1.2 Typ a obecný obchodní popis / obecné obchodní popisy: …
1.3 Název a adresa výrobce: …
1.4 U konstrukčních částí a samostatných technických celků umístění a způsob připevnění značky EHS schválení typu: …
1.5 Adresa/adresy montážního závodu / montážních závodů: …
2. VNITŘNÍ MATERIÁLY
2.1 Materiál užitý / materiály užité pro: …
2.2 Základní materiál/materiály – označení: …/… …
2.3 Kompozitní/homogenní (1) materiál, počet vrstev (1): …
2.4 Druh krycí vrstvy (1): …
2.5 Maximální/minimální tloušťka … mm
2.6 Číslo schválení typu, je-li k dispozici: …
(1) Nehodící se škrtněte.
PŘÍLOHA 3
OZNÁMENÍ
(Maximální formát: A4 (210 × 297 mm))
|
|
vydal: |
název správního orgánu: … … … |
|
o (2): |
UDĚLENÍ SCHVÁLENÍ ROZŠÍŘENÍ SCHVÁLENÍ ZAMÍTNUTÍ SCHVÁLENÍ ODEJMUTÍ SCHVÁLENÍ DEFINITIVNÍM UKONČENÍ VÝROBY |
typu vozidla podle předpisu č. 118
Schválení č. … Rozšíření č. …
Důvod rozšíření: …
ČÁST I
OBECNÉ ÚDAJE
1.1 Značka (obchodní název výrobce): …
1.2 Typ: …
Způsob označení typu, je-li na vozidle / konstrukční části / samostatném technickém celku (2) vyznačen (3): …
1.3.1 Umístění tohoto označení: …
1.4 Kategorie vozidla (4): …
1.5 Název a adresa výrobce: …
1.6 Umístění značky EHK schválení: …
1.7 Adresa/adresy montážního závodu / montážních závodů: …
ČÁST II
1. Případné doplňující informace: …
2. Technická zkušebna odpovědná za provedení zkoušek: …
3. Datum protokolu o provedení zkoušky: …
4. Číslo protokolu o provedení zkoušky: …
5. Případné poznámky: …
6. Místo: …
7. Datum: …
8. Podpis: …
9. Přiložen je se seznam dokumentace uložené u schvalovacího orgánu, kterou lze obdržet na požádání.
(1) Rozlišovací číslo země, která schválení udělila/rozšířila (viz ustanovení o schválení v tomto předpisu).
(2) Nehodící se škrtněte (v některých případech připadá v úvahu více možností a není třeba nic vypustit).
(3) Pokud způsob označení typu obsahuje znaky, které nejsou důležité pro popis typů vozidla, konstrukční části nebo samostatného technického celku, kterých se týká tento informační dokument, nahradí se tyto znaky v dokumentaci znakem „?“ (např. ABC??123??).
(4) Podle definice v příloze 7 úplného usnesení o konstrukci vozidel (R.E.3) (dokument TRANS/WP.29/78/Rev.1/Amend.2, ve znění pozdějších předpisů).
PŘÍLOHA 4
OZNÁMENÍ
(Maximální formát: A4 (210 × 297 mm))
|
|
vydal: |
název správního orgánu: … … … |

|
o (2): |
UDĚLENÍ SCHVÁLENÍ ROZŠÍŘENÍ SCHVÁLENÍ ZAMÍTNUTÍ SCHVÁLENÍ ODEJMUTÍ SCHVÁLENÍ DEFINITIVNÍM UKONČENÍ VÝROBY |
typu konstrukční části podle předpisu č. 118
Schválení č. … Rozšíření č. …
Důvod rozšíření: …
ČÁST I
OBECNÉ ÚDAJE
1.1 Značka (obchodní název výrobce): …
1.2 Typ: …
Způsob označení typu, je-li je na zařízení vyznačen (3): …
1.3.1 Umístění tohoto označení: …
1.4 Název a adresa výrobce: …
1.5 Umístění značky EHK schválení: …
1.6 Adresa/adresy montážního závodu (montážních závodů): …
ČÁST II
1. Případné doplňující informace: …
2. Technická zkušebna odpovědná za provedení zkoušek: …
3. Datum protokolu o provedení zkoušky: …
4. Číslo protokolu o provedení zkoušky: …
5. Případné poznámky: …
6. Místo: …
7. Datum: …
8. Podpis: …
9. Přiložen je se seznam dokumentace uložené u schvalovacího orgánu, kterou lze obdržet na požádání.
(1) Rozlišovací číslo země, která schválení udělila/rozšířila/zamítla/odňala (viz ustanovení o schválení v tomto předpisu).
(2) Nehodící se škrtněte (v některých případech připadá v úvahu více možností a není třeba nic vypustit).
(3) Pokud způsob označení typu obsahuje znaky, které nejsou důležité pro popis typů vozidla, konstrukční části nebo samostatného technického celku, kterých se týká tento informační dokument, nahradí se tyto znaky v dokumentaci znakem„?“ (např. ABC??123??).
PŘÍLOHA 5
USPOŘÁDÁNÍ ZNAČEK SCHVÁLENÍ
Příklad 1
(viz část I tohoto předpisu)
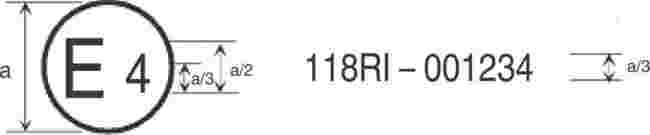
Výše uvedená značka schválení, jíž je vozidlo opatřeno, udává, že daný typ byl schválen v Nizozemsku (E4), podle části I předpisu č. 118, pod číslem schválení 001234. První dvě číslice (00) čísla schválení typu udávají, že schválení bylo uděleno v souladu s požadavky předpisu č. 118 v jeho původním znění.
Příklad 2
(viz část II tohoto předpisu)


Výše uvedená značka schválení, jíž je konstrukční část opatřena, udává, že daný typ byl schválen v Nizozemsku (E4), podle části II předpisu č. 118, pod číslem schválení 001234. První dvě číslice (00) čísla schválení typu udávají, že schválení bylo uděleno v souladu s požadavky předpisu č. 118 v jeho původním znění.
Doplňková značka ![]() udává, že tento typ konstrukční části byl schválen z hlediska rychlosti hoření ve vodorovném a svislém směru.
udává, že tento typ konstrukční části byl schválen z hlediska rychlosti hoření ve vodorovném a svislém směru.
Značky ![]() a/nebo
a/nebo ![]() označují schválení podle přílohy 7 a/nebo schválení kompletního zařízení, např. sedadla, přepážky apod. Doplňkové značky se použijí pouze v oprávněných případech.
označují schválení podle přílohy 7 a/nebo schválení kompletního zařízení, např. sedadla, přepážky apod. Doplňkové značky se použijí pouze v oprávněných případech.
PŘÍLOHA 6
Zkouška ke stanovení rychlosti hoření materiálů ve vodorovném směru
1. Odběr vzorků a postup zkoušky
1.1 U izotropních materiálů se zkouška provede na pěti vzorcích, a u anizotropních materiálů na deseti vzorcích (na pěti vzorcích v každém směru).
1.2 Vzorky se odeberou ze zkoušeného materiálu. U materiálů s různou rychlostí hoření v různých směrech musí být zkouška provedena pro každý směr. Vzorky se odeberou a umístí do zkušebního zařízení tak, aby byla měřena nejvyšší rychlost hoření. Dodává-li se materiál v určitých šířkách, odřízne se alespoň 500 mm dlouhý kus v celé šířce. Z něj se odeberou vzorky ve vzdálenosti alespoň 100 mm od okraje a stejně vzdálené jeden od druhého. Pokud to dovolí tvar výrobku, odeberou se vzorky z hotových výrobků stejným způsobem. Je-li tloušťka výrobku větší než 13 mm, zmenší se mechanicky na 13 mm, a to na straně, která není přivrácena k prostoru pro cestující. Není-li to možné, provede se zkouška po dohodě s příslušnou technickou zkušebnou na materiálu v původní tloušťce a tato skutečnost se uvede v protokolu o provedení zkoušky.
Kompozitní materiály (viz bod 6.1.3) se zkouší, jako kdyby byly homogenní. U materiálů s vrstvami různého složení, které nejsou kompozitními materiály, se všechny vrstvy materiálu až do hloubky 13 mm od povrchu přivráceného k prostoru pro cestující zkoušejí samostatně.
1.3 Vzorek se upne vodorovně do držáku tvaru U a vystaví se ve spalovací komoře po dobu 15 sekund působení stanoveného plamene, přičemž plamen působí na volný okraj vzorku. Zkouškou se zjistí, zda a kdy plamen zhasne, nebo jakou dobu plamen potřebuje k překonání měřené vzdálenosti.
2. Zařízení
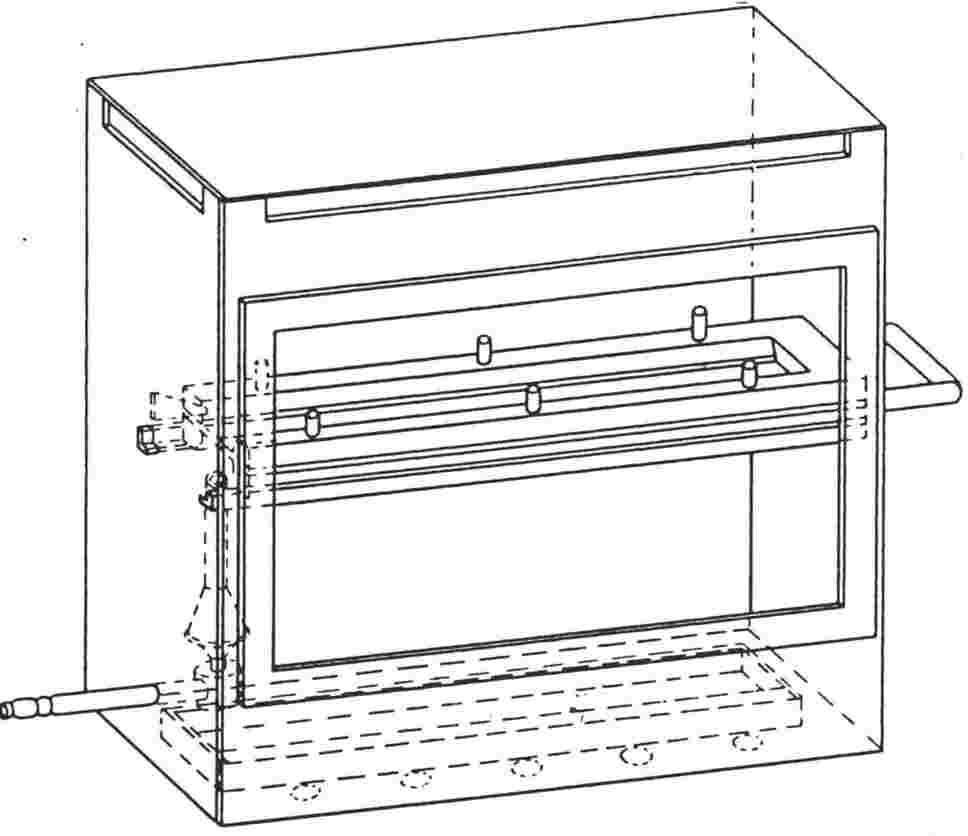
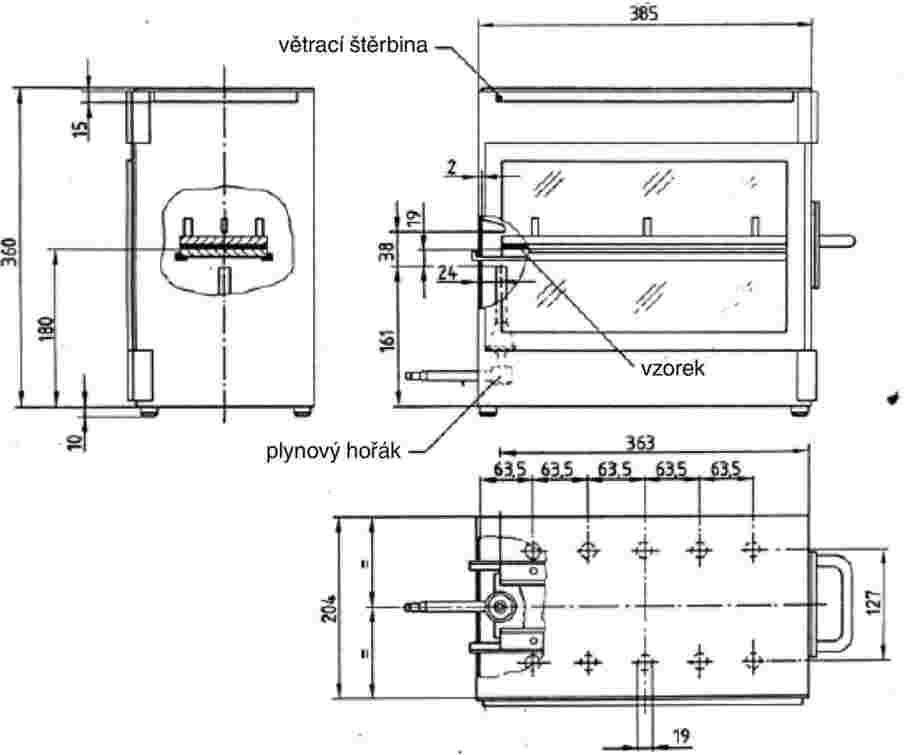
Spalovací komora (viz obrázek 1), pokud možno z nerezavějící oceli, která má rozměry uvedené na obrázku 2. Na přední stěně komory je plamenovzdorné pozorovací okénko, které může zaujímat celou přední stěnu a které může být konstruováno jako přístupový panel.
Na dně komory jsou větrací otvory a větrací štěrbina je i po celém obvodu horní části. Spalovací komora stojí na čtyřech patkách o výšce 10 mm.
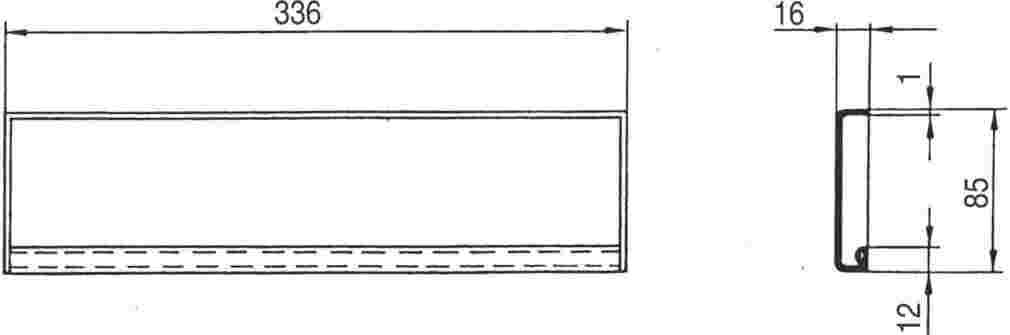
Komora může mít na jednom konci otvor pro vsunutí držáku se vzorkem; na protějším konci je otvor pro plynové potrubí. Roztavený materiál se zachycuje v jímce (viz obrázek 3), která je umístěna na dně komory mezi větracími otvory, aniž by je kdekoli zakrývala.
Obrázek 1
Příklad spalovací komory s držákem vzorku a odkapávací jímkou
Obrázek 2
Příklad spalovací komory
(rozměry v milimetrech)
Obrázek 3
Typická odkapávací jímka
(rozměry v milimetrech)
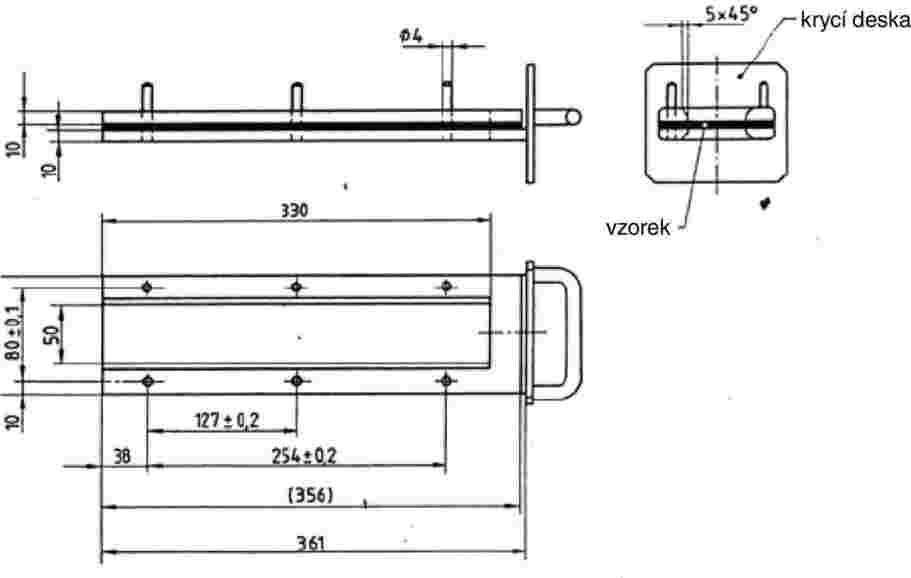
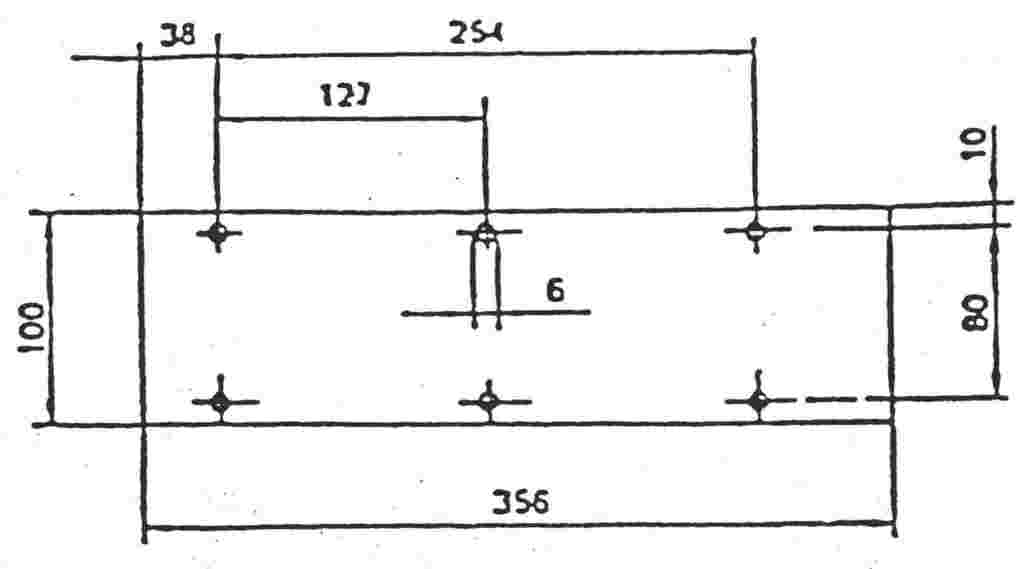
Držák vzorků sestávající ze dvou kovových desek tvaru U nebo rámů z korozivzdorného materiálu. Rozměry jsou uvedeny na obrázku 4.
Spodní deska je opatřena kolíky s odpovídajícími otvory v horní desce, aby bylo zajištěno pevné uchycení vzorku. Kolíky zároveň slouží jako body měření na začátku a na konci dráhy hoření.
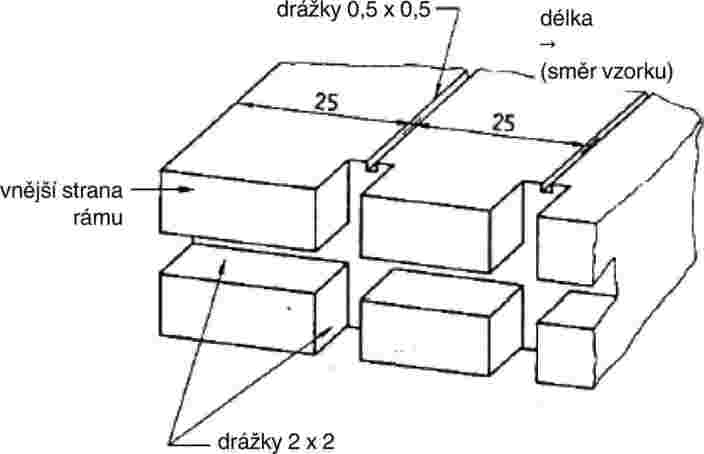
Spodní část rámu tvaru U se vyztuží sítí žáruvzdorných drátů o průměru 0,25 mm procházejících celou spodní částí rámu v rozestupech 25 mm (viz obrázek 5).
Plocha spodní strany vzorků musí být 178 mm nad deskou, která tvoří dno. Vzdálenost předního okraje držáku vzorku od okraje komory je 22 mm; vzdálenost podélných stran držáku vzorku od stěn komory je 50 mm (všechny uvedené rozměry jsou vnitřní); (viz obrázky 1 a 2).
Obrázek 4
Příklad držáku vzorků
(rozměry v milimetrech)
Obrázek 5
Příklad konstrukce sekce spodní desky rámu tvaru U pro podpěrnou síť drátů
(rozměry v milimetrech)
2.3 Plynový hořák
Zdroj zážehu tvoří Bunsenův hořák s vnitřním průměrem 9,5 ± 0,5 mm. Je umístěn ve zkušební komoře tak, aby střed jeho trysky byl 19 mm pod středem spodního okraje volného konce vzorku (viz obrázek 2).
2.4 Zkušební plyn
Plyn, který napájí hořák, musí mít výhřevnost přibližně 38 MJ/m3 (např. zemní plyn).
2.5 Kovový hřeben alespoň 110 mm dlouhý, se sedmi až osmi hladce zaoblenými zuby na každých 25 mm délky.
2.6 Stopky s přesností 0,5 s.
2.7 Digestoř: Spalovací komora může být umístěna v digestoři za předpokladu, že vnitřní objem digestoře je alespoň 20krát, avšak nejvýše 110krát větší než objem spalovací komory, a za předpokladu, že žádný z rozměrů digestoře (výška, šířka ani délka) není větší než 2,5násobek některého ze zbývajících dvou rozměrů. Před zkouškou se změří rychlost vzduchu v digestoři ve svislém směru, a to 100 mm před a za konečným umístěním spalovací komory. Musí být mezi 0,10 a 0,30 m/s, aby obsluha nebyla obtěžována spalinami. Je možné použít digestoř s přirozeným větráním a vhodnou rychlostí vzduchu.
3. Vzorky
3.1 Tvar a rozměry
Tvar a rozměry vzorků jsou uvedeny na obrázku 6. Tloušťka vzorku odpovídá tloušťce zkoušeného výrobku. Nesmí být větší než 13 mm. Je-li to možné, odebere se vzorek, který má v celé délce stejný průřez.
Obrázek 6
Vzorek
(rozměry v milimetrech)
3.1.2 Pokud tvar a rozměry výrobku nedovolují odebrat vzorek uvedených rozměrů, musí být dodrženy tyto minimální rozměry:
|
a) |
vzorky o šířce 3 až 60 mm musí mít délku 356 mm; v tomto případě se materiál zkouší v celé šířce výrobku; |
|
b) |
vzorky o šířce 60 až 100 mm musí mít délku alespoň 138 mm; v tomto případě odpovídá potenciální dráha hoření délce vzorku a měření začíná v prvním bodě měření. |
3.2 Kondicionování
Vzorky se stabilizují po dobu alespoň 24 hodin, avšak nejvýše sedm dnů při teplotě 23 °C ± 2 °C a relativní vlhkosti 50 ± 5 % a udržují se při těchto podmínkách až do doby bezprostředně před zkouškou.
4. Postup zkoušky
4.1 Vzorky s vlasovými nebo chomáčovitými povrchy se umístí na rovnou plochu a dvakrát přejedou hřebenem (viz bod 2.5) proti vlasu.
4.2 Vzorek se vloží do držáku vzorku (viz bod 2.2) exponovanou stranou směrem dolů k plameni.
4.3 Plamen plynového hořáku se při uzavřeném přívodu vzduchu nastaví na výšku 38 mm pomocí značky na komoře. Před začátkem první zkoušky se plamen nechá hořet alespoň jednu minutu, aby se stabilizoval.
4.4 Držák vzorku se vsune do spalovací komory tak, aby byl konec vzorku vystaven plameni, a po 15 sekundách se uzavře přívod plynu.
4.5 Měření doby hoření začíná v okamžiku, kdy pata plamene prochází prvním bodem měření. Šíření plamene se sleduje na straně, která hoří rychleji (horní nebo spodní strana).
4.6 Měření doby hoření končí v okamžiku, kdy plamen dospěje do posledního bodu měření nebo kdy plamen zhasne, aniž by tohoto bodu dosáhl. Jestliže plamen nedosáhne posledního bodu měření, změří se prohořelá délka k bodu, kde plamen zhasl. Prohořelou délkou se rozumí porušená část vzorku, která byla zničena hořením na povrchu nebo uvnitř.
4.7 Pokud se vzorek nevznítí nebo pokud přestane hořet po zhasnutí hořáku nebo pokud plamen zhasne před dosažením prvního bodu měření, a není tedy naměřena žádná doba hoření, uvede se do protokolu o zkoušce, že rychlost hoření je 0 mm/min.
4.8 Při provádění série zkoušek nebo při opakování zkoušek je nutné zajistit, aby spalovací komora a držák vzorku měly před zahájením každé další zkoušky teplotu nejvýše 30 °C.
5. Výpočet
Rychlost hoření B (1) v milimetrech za minutu se vypočte podle vzorce:
B = 60 s/t
Kde
|
s |
= |
prohořelá délka v milimetrech; |
|
t |
= |
doba prohoření délky s v sekundách. |
(1) Rychlost hoření (B) se u každého vzorku vypočte pouze v případě, že plamen dosáhne posledního bodu měření nebo konce vzorku.
PŘÍLOHA 7
Zkouška ke stanovení vlastností materiálů při tavení
1. Odběr vzorků a postup zkoušky
1.1 Zkouška se provede na čtyřech vzorcích na obou stranách (nejsou-li strany shodné).
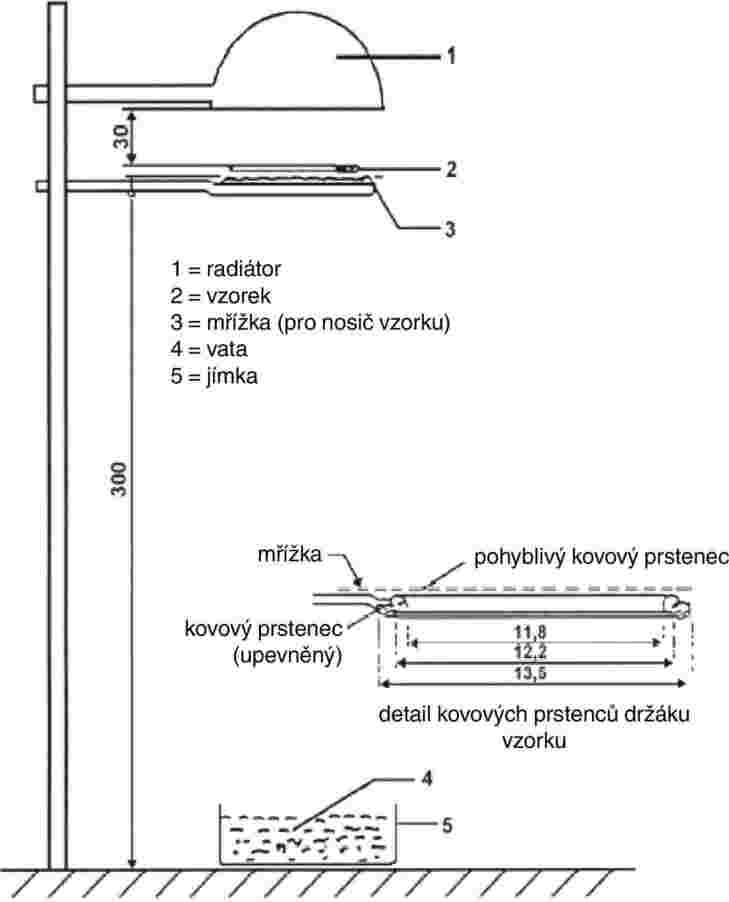
1.2 Vzorek se ve vodorovné poloze vystaví působení elektrického radiátoru. Pod vzorek se umístí jímka k zachycování vzniklých kapek. Do jímky se vloží kousek vaty, aby se zjistilo, zda kapky hoří.
2. Zařízení
Zařízení tvoří (viz obrázek 1):
|
a) |
elektrický radiátor; |
|
b) |
nosič vzorku s mřížkou; |
|
c) |
jímka (pro zachycení vzniklých kapek); |
|
d) |
stojan (pro zařízení). |
2.1 Zdrojem žáru je elektrický radiátor s užitečným výkonem 500 W. Povrch, který vydává žár, musí být tvořen průhlednou deskou z křemene o průměru 100 ± 5 mm.
Žár vyzařovaný zařízením, měřený na povrchu rovnoběžném s povrchem radiátoru ve vzdálenosti 30 mm, musí být 3 W/cm2.
2.2 Kalibrace
Ke kalibraci radiátoru se použije měřič tepelného toku (radiometr) Gardonova (foliového) typu s konstrukčním rozsahem do 10 W/cm2. Záření, případně v malé míře též proudění, působí na plochý, kruhový terč, který má průměr nejvýše 10 mm a trvanlivou matně černou povrchovou úpravu.
Terč je umístěn ve vodou chlazeném tělese, jehož přední strana je plochá, kruhová, o průměru přibližně 25 mm, z vysoce leštěného kovu a odpovídá rovině terče.
Než záření dosáhne terče, nesmí procházet žádným oknem.
Přístroj musí být robustní, jeho instalace a použití musí být jednoduché a musí být odolný vůči průvanu a se stabilní kalibrací. Musí mít přesnost ± 3 % a reprodukovatelnost v rozmezí 0,5 %.
Kalibrace měřiče tepelného toku se musí zkontrolovat při každé nové kalibraci radiátoru srovnáním s přístrojem, který slouží jako referenční norma a používá se výhradně pro tento účel.
Nástroj sloužící jako referenční norma musí být v ročních intervalech plně kalibrován v souladu s příslušnou vnitrostátní normou.
2.2.1 Kontrola kalibrace
Intenzita záření produkovaného zdrojem energie, která při počáteční kalibraci měla hodnotu 3 W/cm2, musí být často kontrolována (nejméně po každých 50 hodinách provozu) a zařízení musí být znovu kalibrováno, pokud se při této kontrole zjistí odchylka vyšší než 0,06 W/cm2.
2.2.2 Postup kalibrace
Zařízení se umístí do prostředí, které je v zásadě bez vzdušného proudění (ne více než 0,2 m/s).
Měřič tepelného toku se do zařízení vloží v poloze vzorku tak, aby terč měřiče tepelného toku byl ve středu plochy radiátoru.
Zapne se přívod elektrického proudu a určí se příkon kontrolního zařízení nutný k dosažení intenzity záření o hodnotě 3 W/cm2 ve středu plochy radiátoru. Napájecí jednotka se nastaví tak, aby bylo dosaženo hodnoty 3 W/cm2, a poté se po dobu pěti minut nastavení nemění, aby byla zajištěna rovnováha.
2.3 Nosič vzorku má formu kovového prstence (viz obrázek 1). Na něj se umístí mřížka z drátů z nerezové oceli o těchto rozměrech:
|
a) |
vnitřní průměr: 118 mm; |
|
b) |
velikost otvorů: 2,10 mm2; |
|
c) |
průměr ocelového drátu: 0,70 mm. |
2.4 Jímka je tvořena válcem o vnitřním průměru 118 mm a hloubce 12 mm. Jímka se naplní vatou.
2.5 Předměty vymezené v bodech 2.1, 2.3 a 2.4 jsou upevněny na svislém sloupu.
Radiátor se umístí na horní část sloupu tak, aby plocha vyzařující teplo, byla ve vodorovné poloze a aby záření směřovalo dolů.
Sloup musí být opatřen pákou/pedálem za účelem pomalého zdvižení nosiče radiátoru. Rovněž by měl být vybaven zařízením pro případné zachycení radiátoru, aby bylo možné vrátit radiátor zpět do normální polohy.
Osy radiátoru, nosiče vzorku a jímky musí být v normální poloze rovnoběžné.
3. Vzorky
Zkoušené vzorky musí mít tyto rozměry: 70 mm × 70 mm. Pokud to tvar výrobku umožňuje, odeberou se vzorky z hotových výrobků vždy stejným způsobem. Je-li tloušťka výrobku větší než 13 mm, zmenší se mechanicky na 13 mm, a to na straně, která není přivrácena k prostoru pro cestující. Není-li to možné, provede se zkouška po dohodě s příslušnou technickou zkušebnou na materiálu v původní šířce a tato skutečnost se uvede v protokolu o provedení zkoušky.
Kompozitní materiály (viz bod 6.1.3 tohoto předpisu) se zkouší, jako kdyby byly homogenní.
U materiálů s vrstvami rozdílného složení, které nejsou kompozitními materiály, se všechny vrstvy materiálu až do hloubky 13 mm od povrchu přivráceného k prostoru pro cestující zkoušejí samostatně.
Celková hmotnost zkoušeného vzorku musí být nejméně 2 g. Je-li hmotnost jednoho vzorku nižší, přidá se dostatečný počet vzorků.
Pokud se obě strany materiálu liší, musí se zkoušet obě, což znamená, že se zkouší osm vzorků. Vzorky a vata se stabilizují po dobu alespoň 24 hodin při teplotě 23 °C ± 2 °C a relativní vlhkosti 50 ± 5 % a udržují se při těchto podmínkách až do doby bezprostředně před zkouškou.
4. Postup zkoušky
Vzorek se položí na nosič, který se umístí do takové polohy, aby vzdálenost mezi povrchem radiátoru a horní stranou vzorku byla 30 mm.
Pod mřížku nosiče se ve vzdálenosti 300 mm umístí jímka s vatou.
Radiátor se odsune stranou tak, aby nemohl zářit na vzorek, a zapne se. Když dosáhne plné kapacity záření, umístí se nad vzorek a začne se měřit čas.
Pokud se materiál taví, či deformuje, upraví se výška radiátoru tak, aby vzdálenost byla 30 mm.
Pokud se materiál vznítí, radiátor se po třech sekundách odstaví. Poté, co plamen zhasne, se radiátor vrátí do původní polohy a celý postup se během prvních pěti minut zkoušky opakuje tak často, jak je třeba.
Po pěti minutách zkoušky:
|
i) |
pokud vzorek zhasl (ať už se během prvních pěti minut zkoušky vznítil, či ne), ponechá se radiátor v původní poloze, i pokud se vzorek znovu vznítí, |
|
ii) |
pokud materiál hoří, je třeba před vrácením radiátoru do původní polohy počkat, až zhasne. |
V obou případech se musí ve zkoušce pokračovat dalších pět minut.
5. Výsledky
Pozorování se zaznamená do protokolu o provedení zkoušky. Např.:
|
i) |
zda roztavený materiál odkapává, ať už hoří, či ne, |
|
ii) |
zda se vznítila vata v jímce. |
Obrázek 1
(rozměry v milimetrech)
PŘÍLOHA 8
Zkouška ke stanovení rychlosti hoření materiálů ve svislém směru
1. ODBĚR VZORKŮ A POSTUP ZKOUŠKY
1.1 U izotropních materiálů se zkouška provede na třech vzorcích, a u anizotropních materiálů na šesti vzorcích.
1.2 Zkouška spočívá v tom, že se vzorky ve svislé poloze vystaví působení plamene a určí se rychlost šíření plamene zkoušeným materiálem.
2. ZAŘÍZENÍ
Zařízení tvoří:
|
a) |
držák vzorku; |
|
b) |
hořák; |
|
c) |
systém ventilace k odvádění plynu a spalin; |
|
d) |
šablona; |
|
e) |
značkovací vlákna z vláken bílé mercerované vaty s maximální délkovou hustotou 50 tex. |
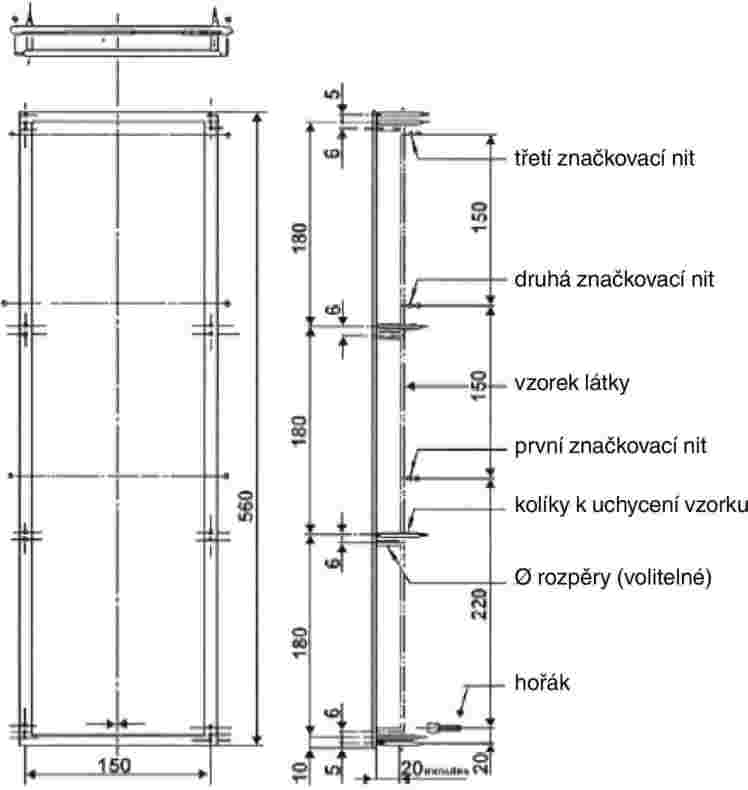
2.1 Držák vzorku tvoří obdélníkový rám vysoký 560 mm a dvě pevně spojené rovnoběžné tyče vzdálené od sebe 150 mm, na nichž jsou upevněny kolíky nesoucí zkoušený vzorek umístěný v rovině ve vzdálenosti alespoň 20 mm od rámu. Kolíky nesoucí vzorek mají průměr nejvýše 2 mm a délku alespoň 27 mm. Umístění kolíků na rovnoběžných tyčích znázorňuje obrázek 1. Rám je upevněn na vhodném držáku tak, aby tyče během zkoušky byly ve svislé poloze. (Aby bylo možné umístit vzorek, který kolíky nesou, v rovině mimo rám, mohou se vedle kolíků upevnit rozpěry o průměru 2mm).
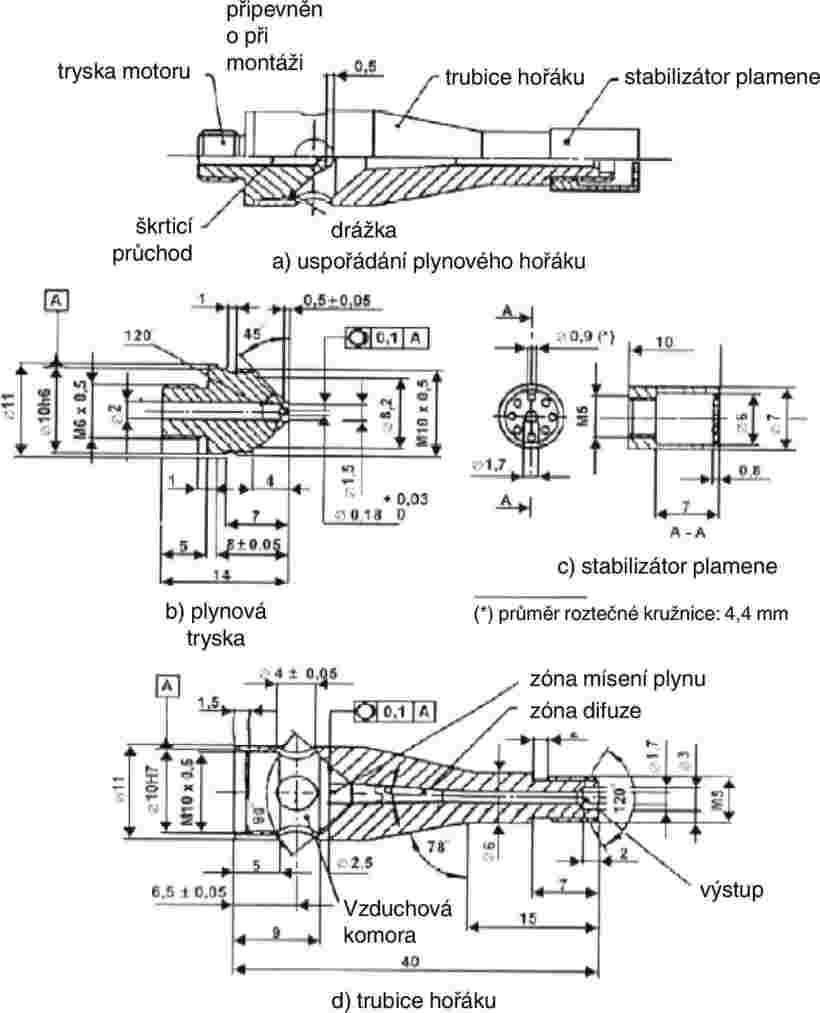
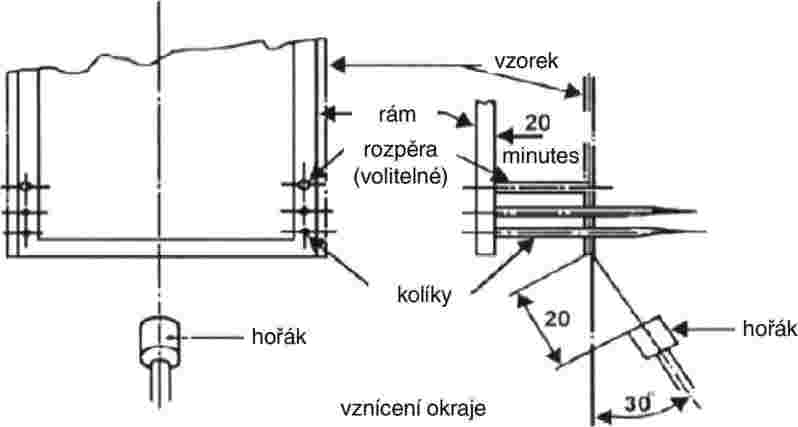
2.2 Hořák je znázorněn na obrázku 3.
Plynem přiváděným do hořáku může být buď obchodní propan nebo obchodní butan.
Hořák se umístí před vzorek, avšak níže, než je vzorek, tak, aby se nacházel v rovině procházející svislou střednicí vzorku a kolmé k jeho přední straně (viz obrázek 2), přičemž podélná osa směřuje nahoru ke spodnímu okraji vzorku v úhlu 30 °C s jeho svislicí. Vzdálenost mezi vrškem hořáku a spodním okrajem vzorku musí být 20 mm.
2.3 Zkušební zařízení může být umístěno v digestoři za předpokladu, že vnitřní objem digestoře je alespoň 20 krát, avšak nejvýše 110 krát větší než objem zkušebního zařízení, a za předpokladu, že žádný z rozměrů digestoře (výška, šířka ani délka) není větší než 2,5 násobek některého ze zbývajících dvou rozměrů. Před zkouškou se změří rychlost vzduchu v digestoři ve svislém směru, a to 100 mm před a za konečným umístěním zkušebního zařízení. Musí být mezi 0,10 a 0,30 m/s, aby obsluha nebyla obtěžována spalinami. Je možné použít digestoř s přirozeným větráním a vhodnou rychlostí vzduchu.
2.4 Použije se plochá tuhá šablona zhotovená z vhodného materiálu, jejíž rozměry odpovídají rozměrům vzorku. Do šablony se vyvrtají otvory o průměru přibližně 2 mm umístěné tak, aby vzdálenosti mezi středy otvorů odpovídaly vzdálenostem mezi kolíky na rámu (viz obrázek 1). Všechny otvory musí být stejně vzdálené od svislé střednice šablony.
3. VZORKY
3.1 Rozměry vzorků: 560 × 170 mm
3.2 Vzorky se stabilizují po dobu alespoň 24 hodin při teplotě 23 °C ± 2 °C a relativní vlhkosti 50 ± 5 % a udržují se při těchto podmínkách až do doby bezprostředně před zkouškou.
4. POSTUP ZKOUŠKY
4.1 Zkouška se provede při teplotě mezi 10 °C a 30 °C a relativní vlhkosti mezi 15 a 80 %.
4.2 Hořák se předehřívá po dobu 2 minut. Plamen se nastaví na výšku 40 ± 2 mm měřenou jako vzdálenost konce trubice hořáku a špičky žluté části plamene, přičemž hořák je ve svislé poloze a plamen je pozorován ve slabém světle.
4.3 Vzorek se umístí na kolíky zkušebního rámu, přičemž je nutné zajistit, aby kolíky procházely body vyznačenými šablonou a aby vzdálenost vzorku od rámu byla alespoň 20 mm. Rám se upevní na držák tak, aby byl vzorek ve svislé poloze.
4.4 Před vzorek se vodorovně připevní značkovací nitě v místech podle obrázku 1. V každém místě se z nitě vytvoří smyčka tak, aby obě její části od sebe byly vzdáleny 1 mm a od roviny přední strany vzorku 5 mm.
Každá smyčka se připevní ke vhodnému časoměrnému zařízení. Nit musí být dostatečně napnuta, aby její poloha vůči vzorku zůstala zachována;
4.5 Vzorek se vystaví působení plamene po dobu 5 minut. Má se za to, že došlo ke vznícení, pokud vzorek hoří ještě 5 sekund po odstavení zapalovacího plamene. Nedojde-li ke vznícení, působí se plamenem po dobu 15 sekund na další kondicionovaný vzorek.
4.6 Pokud některý výsledek u některého souboru tří vzorků překročí minimální výsledek o 50 %, zkouška se pro stejný směr hoření nebo stejnou stranu provede ještě na dalším souboru tří vzorků. Pokud jeden nebo dva vzorky v některém souboru tří vzorků nedohoří k horní značkovací niti, zkouška se pro stejný směr hoření nebo stejnou stranu provede ještě na dalším souboru tří vzorků.
4.7 Měří se následující doby, v sekundách:
|
a) |
doba od začátku působení zapalovacího plamene do přetržení první značkovací nitě (t1); |
|
b) |
doba od začátku působení zapalovacího plamene do přetržení druhé značkovací nitě (t2); |
|
c) |
doba od začátku působení zapalovacího plamene do přetržení třetí značkovací nitě (t3). |
5. VÝSLEDKY
Pozorování se zapíše do protokolu o provedení zkoušky, a to včetně:
|
i) |
dob trvání spalování: t1, t2 a t3 v sekundách a |
|
ii) |
odpovídajících drah hoření: d1, d2 a d3 v mm. |
Rychlost hoření V1 a případně rychlosti V2 a V3 se vypočtou (pro každý vzorek, pokud plamen dosáhne alespoň první značkovací nitě) takto:
Vi = 60 di/ti (mm/min)
Počítá se nejvyšší z rychlostí V1, V2 a V3.
Obrázek 1
Držák vzorku
(rozměry v milimetrech)
Obrázek 2
Umístění hořáku
Obrázek 3
Plynový hořák
(rozměry v milimetrech)