2001/509/ES2001/509/ES: Rozhodnutí Rady ze dne 26. června 2001 o přistoupení Evropského společenství k předpisu Evropské hospodářské komise OSN č. 108 o schvalování výroby obnovených pneumatik motorových vozidel a jejich přípojných vozidel
| Publikováno: | Úř. věst. L 183, 6.7.2001, s. 37-37 | Druh předpisu: | Rozhodnutí |
| Přijato: | 26. června 2001 | Autor předpisu: | Rada Evropské unie |
| Platnost od: | 26. června 2001 | Nabývá účinnosti: | 26. června 2001 |
| Platnost předpisu: | Ano | Pozbývá platnosti: | |
Text aktualizovaného znění s celou hlavičkou je dostupný pouze pro registrované uživatele.
Tento dokument je třeba brát jako dokumentační nástroj a instituce nenesou jakoukoli odpovědnost za jeho obsah
|
ROZHODNUTÍ RADY ze dne 26. června 2001 o přistoupení Evropského společenství k předpisu Evropské hospodářské Komise OSN č. 108 o schvalování výroby obnovených pneumatik motorových vozidel a jejich přípojných vozidel (Úř. věst. L 183, 6.7.2001, p.37) |
Ve znění:
|
|
|
Úřední věstník |
||
|
No |
page |
date |
||
|
L 181 |
1 |
4.7.2006 |
||
ROZHODNUTÍ RADY
ze dne 26. června 2001
o přistoupení Evropského společenství k předpisu Evropské hospodářské Komise OSN č. 108 o schvalování výroby obnovených pneumatik motorových vozidel a jejich přípojných vozidel
(2001/509/ES)
RADA EVROPSKÉ UNIE,
s ohledem na Smlouvu o založení Evropského společenství,
s ohledem na rozhodnutí Rady 97/836/ES ze dne 27. listopadu 1997 o přistoupení Evropského společenství k dohodě Evropské hospodářské komise OSN o přijetí jednotných technických pravidel pro kolová vozidla, zařízení a části, které se mohou montovat nebo užívat na kolových vozidlech, a o podmínkách pro vzájemné uznávání schválení typu udělených na základě těchto pravidel ( 1 ) (dále jen „revidovaná dohoda z roku 1958“), a zejména na čl. 3 odst. 3 a na čl. 4 odst. 2 druhou odrážku uvedeného rozhodnutí,
s ohledem na návrh Komise ( 2 ),
s ohledem na souhlas Evropského parlamentu ( 3 ),
vzhledem k těmto důvodům:|
(1) |
Cílem jednotných požadavků předpisu Evropské hospodářské komise OSN č. 108 o schvalování výroby obnovených pneumatik motorových vozidel a jejich přípojných vozidel je odstranit technické překážky v obchodu s motorovými vozidly mezi smluvními stranami z hlediska obnovených pneumatik a zajistit vysokou úroveň bezpečnosti a ochrany životního prostředí. |
|
(2) |
Předpis č. 108 byl oznámen smluvním stranám a vstoupil v platnost pro všechny smluvní strany, které nepodaly oznámení o svém nesouhlasu do dne nebo dnů v něm uvedených, jako předpis přiložený k revidované dohodě z roku 1958. |
|
(3) |
Aby hospodářské subjekty mohly učinit příslušná opatření a včas se řídit požadavky předpisu č. 108, aby nebyl narušen trh s obnovenými pneumatikami, zejména ke dni vstupu v platnost, který se může v jednotlivých členských státech lišit, bude jednotné uplatňování tohoto předpisu v celém Společenství upraveno později prostřednictvím směrnice Společenství. Předpis č. 108 proto nebude zatím začleněn do systému schvalování typů motorových vozidel a jejich přípojných vozidel, |
ROZHODLA TAKTO:
Jediný článek
Evropské společenství přistupuje k předpisu Evropské hospodářské komise Organizace spojených národů č. 108 o schvalování výroby obnovených pneumatik motorových vozidel a jejich přípojných vozidel.
Ode dne 13. září 2006 se předpis č. 108, obsažený v příloze, uplatňuje jako povinná podmínka pro uvedení obnovených pneumatik spadajících do jeho působnosti na trh Společenství.
PŘEDPIS č. 108
JEDNOTNÁ USTANOVENÍ PRO SCHVALOVÁNÍ VÝROBY OBNOVENÝCH PNEUMATIK MOTOROVÝCH VOZIDEL A JEJICH PŘÍPOJNÝCH VOZIDEL
(Úplné znění)
|
OBSAH |
|
|
PŘEDPIS |
|
|
1. |
Oblast působnosti |
|
2. |
Definice |
|
3. |
Označení |
|
4. |
Žádost o schválení |
|
5. |
Schválení |
|
6. |
Požadavky |
|
7. |
Specifikace |
|
8. |
Změny schválení |
|
9. |
Shodnost výroby |
|
10. |
Sankce za neshodnost výroby |
|
11. |
Ukončení výroby |
|
12. |
Názvy a adresy technických zkušeben odpovědných za provádění zkoušek pro schválení, zkušebních laboratoří a orgánů státní správy |
|
PŘÍLOHY |
|
|
Příloha 1 |
Sdělení o udělení, rozšíření, zamítnutí, nebo odnětí schválení, nebo o ukončení výroby obnovujícího výrobního závodu podle předpisu č. 108 |
|
Příloha 2 |
Uspořádání značky schválení |
|
Příloha 3 |
Uspořádání označení obnovených pneumatik |
|
Příloha 4 |
Seznam indexů únosnosti a odpovídajících únosností |
|
Příloha 5 |
Označení velikosti a rozměry pneumatiky |
|
Příloha 6 |
Metoda měření pneumatik |
|
Příloha 7 |
Postup životnostní zkoušky zatížením/rychlostí |
|
Příloha 8 |
Vysvětlující vyobrazení |
1. OBLAST PŮSOBNOSTI
Tento předpis se vztahuje na výrobu obnovených pneumatik určených k montáži na osobní automobily a na jejich přípojná vozidla užívaná na silnicích. Nevztahuje se však na:
1.1 obnovené pneumatiky užitkových vozidel a jejich přípojných vozidel;
1.2 obnovené pneumatiky s rychlostní způsobilostí pod 120 km/h nebo nad 300 km/h;
1.3 pneumatiky jízdních kol a motocyklů;
1.4 pneumatiky původně vyrobené bez symbolů rychlosti a údajů o únosnosti;
1.5 pneumatiky původně vyrobené bez schválení typu a bez označení „E“ nebo „e“;
1.6 pneumatiky konstruované pro vybavení osobních automobilů vyrobených před r. 1939;
1.7 pneumatiky konstruované výlučně pro soutěže (závody) nebo pro terénní užití a příslušně označené;
1.8 pneumatiky konstruované jako „T typ“ pro dočasné náhradní užití.
2. DEFINICE – viz rovněž vyobrazení v příloze 8
Pro účely tohoto předpisu:
2.1 „Rozměrovou řadou obnovených pneumatik“ se rozumí rozměrová řada obnovených pneumatik uvedených v bodě 4.1.4.
2.2 „Konstrukcí“ pneumatiky se rozumějí technické vlastnosti kostry pláště pneumatiky. Rozlišují se zejména tyto druhy konstrukcí:
2.2.1 „diagonální“ nebo „bias-ply“ označuje konstrukci pneumatiky, v níž kordové vrstvy sahají až k patkám a jsou pokládány střídavě v úhlech podstatně menších než 90o ke střednici běhounu;
2.2.2 „smíšená konstrukce (bias-belted)“ označuje konstrukci pneumatiky diagonálního typu (bias-ply), v níž je kostra obepnuta pásem obsahujícím dvě nebo více vrstev v podstatě neroztažitelného kordu, uspořádaných střídavě v úhlech blízkých úhlům kostry;
2.2.3 „radiální“ označuje konstrukci pneumatiky, v níž kordové vrstvy sahají až k patkám a jsou pokládány v podstatě v úhlu 90o ke střednici běhounu, přičemž kostra je stabilizována v podstatě neroztažitelným obvodovým pásem.
2.3 „Druh užití“:
2.3.1 normální pneumatika je pneumatika určená pouze k obvyklému užití na silnici;
2.3.2 pneumatika pro jízdu na sněhu je pneumatika, jejíž vzorek běhounu nebo vzorek běhounu a jejíž konstrukce jsou konstruovány především tak, aby v blátě a v čerstvém nebo rozbředlém sněhu zajišťovaly lepší výkon než normální pneumatika. Vzorek běhounu pneumatiky pro jízdu na sněhu je zpravidla tvořen drážkami (žebry) nebo masivními bloky, případně obojím, vzdálenými od sebe více než u normální pneumatiky;
2.3.3 náhradní pneumatika pro dočasné užití je pneumatika odlišná od pneumatiky určené pro montáž na vozidle pro normální jízdní podmínky, ale určená pouze pro dočasné použití při omezených jízdních podmínkách;
2.3.4 T-typ náhradní pneumatiky pro dočasné užití je typ náhradní pneumatiky pro dočasné užití konstruované pro užití při plnicím tlaku vyšším, než je tlak stanovený pro normální a zesílené pneumatiky.
2.4 „Patkou“ se rozumí ta část pneumatiky, jejíž tvar a konstrukce slouží k přizpůsobení se ráfku a k uchycení pneumatiky na něm.
2.5 „Kordem“ se rozumějí vlákna tvořící tkanivo vrstev v pneumatice.
2.6 „Vrstvou“ se rozumí vrstva tvořená rovnoběžnými pogumovanými kordy.
2.7 „Výztužný pás“ se používá u radiálních pneumatik nebo pneumatik smíšené konstrukce (bias-belted) a rozumí se jím vrstva nebo vrstvy materiálu pod běhounem, v podstatě položené ve směru střednice běhounu a omezující kostru ve směru obvodu.
2.8 „Nárazník“ se používá u diagonálních pneumatik a rozumí se jím mezivrstva mezi kostrou a běhounem.
2.9 „Patním páskem“ se rozumí materiál v oblasti patky, který chrání kostru proti oděru nebo abrazi ráfkem.
2.10 „Kostrou“ se rozumí ta konstrukční část pneumatiky, která není ani běhounem, ani vnějšími „gumovými“ bočnicemi a která po nahuštění nese zátěž.
2.11 „Běhounem“ se rozumí ta část pneumatiky, která přichází do styku s vozovkou, chrání kostru proti mechanickému poškození a přispívá k adhezi se zemí.
2.12 „Bočnicí“ se rozumí část pneumatiky mezi běhounem a povrchem určeným k překrytí okrajem ráfku.
2.13 „Spodkem bočnice“ se rozumí plocha mezi čárou největší šířky průřezu pneumatiky a povrchem určeným k překrytí okrajem ráfku.
2.14 „Drážkou běhounu“ se rozumí prostor mezi dvěma sousedními žebry nebo bloky vzorku běhounu.
2.15 „Hlavními drážkami“ se rozumějí široké drážky umístěné ve středovém pásmu běhounu, které pokrývají přibližně tři čtvrtiny šíře běhounu.
2.16 „Šířkou průřezu“ se rozumí přímá vzdálenost mezi vnějšími okraji bočnic nahuštěné pneumatiky namontované na stanovený měřicí ráfek, bez výčnělků vytvořených označením, zdobením nebo ochrannými pásy nebo žebry.
2.17 „Celkovou šířkou“ se rozumí přímá vzdálenost mezi vnějšími okraji bočnic nahuštěné pneumatiky namontované na stanovený měřicí ráfek, včetně označení, zdobení a ochranných pásů nebo žeber.
2.18 „Výškou průřezu“ se rozumí vzdálenost rovnající se polovině rozdílu mezi vnějším průměrem pneumatiky a jmenovitým průměrem ráfku.
2.19 „Jmenovitým profilovým číslem“ se rozumí stonásobek čísla získaného dělením čísla, které vyjadřuje jmenovitou výškou průřezu, číslem vyjadřujícím jmenovitou šířku průřezu, přičemž oba rozměry jsou vyjádřeny ve stejných jednotkách.
2.20 „Vnějším průměrem“ se rozumí celkový průměr nahuštěné, nově obnovené pneumatiky.
2.21 „Označením rozměru pneumatiky“ se rozumí označení udávající:
2.21.1 jmenovitou šířku průřezu. Šířka je vyjádřena v milimetrech, s výjimkou určitých typů pneumatik, pro které je označení rozměru uvedeno v prvním sloupci tabulek v příloze 5 tohoto předpisu;
2.21.2 jmenovité profilové číslo, s výjimkou určitých typů pneumatik, pro které je označení rozměru uvedeno v prvním sloupci tabulek v příloze 5 tohoto předpisu;
2.21.3 smluvené číslo „d“ (symbol „d“), které udává jmenovitý průměr ráfku a odpovídá jeho průměru vyjádřenému buď v kódech (čísla menší než 100) nebo v milimetrech (čísla větší než 100). V označení lze užít čísel odpovídajících oběma druhům měření.
2.21.3.1. Hodnoty symbolu „d“ v milimetrech jsou tyto:
|
Kód jmenovitého průměru ráfku „d“ |
Hodnota symbolu „d“ v mm |
|
8 9 10 11 12 13 14 |
203 229 254 279 305 330 356 |
|
15 16 17 18 19 |
381 406 432 457 483 |
|
20 21 |
508 533 |
2.22 „Jmenovitým průměrem ráfku (d)“ se rozumí průměr ráfku, na který je pneumatika určena k namontování.
2.23 „Ráfkem“ se rozumí nosný prvek pro soupravu pneumatiky s duší nebo pro bezdušovou pneumatiku, o který se opírají patky pneumatiky.
2.24 „Měřicím ráfkem“ se rozumí ráfek s označením „měřicí šířky ráfku“ nebo „konstrukční šířky ráfku“ pro určité označení rozměru pneumatiky, specifikovaný v kterémkoliv vydání jedné nebo více Mezinárodních norem pneumatik (International Tyre Standards).
2.25 „Zkušebním ráfkem“ se rozumí jakýkoliv ráfek uvedený jako schválený nebo doporučený nebo přípustný pro určité označení rozměru pneumatiky a její typ podle jedné z Mezinárodních norem pneumatik (International Tyre Standards).
2.26 „Mezinárodní normou pneumatik (International Tyre Standard)“ se rozumí kterýkoliv z následujících normalizačních dokumentů:
a) The European Tyre and Rim Technical Organisation (ETRTO) ( 4 ) ( 5 ): „Standards Manual“ (Evropská technická organizace pro pláště a ráfky – příručka norem)
b) The European Tyre and Rim Technical Organisation (ETRTO) (5) : „Engineering Design Information – obsolete data“ (Evropská technická organizace pro pláště a ráfky – informace o strojírenských konstrukcích – zastaralé údaje)
c) The Tire and Rim Association Inc. (TRA) ( 6 ): „Year Book“ (Sdružení pro pláště a ráfky – ročenka)
d) The Japan Automobile Tire Manufacturers Association (JATMA) ( 7 ): „Year Book“ (Sdružení japonských výrobců automobilových pneumatik – ročenka)
e) The Tyre and Rim Association of Australia (TRAA) ( 8 ): „Standards Manual“ (Australské sdružení pro pláště a ráfky – příručka norem)
f) The Associação Latino Americana de Pneus e Aros (ALAPA) ( 9 ): „Manual de Normal Technicas“ (Latinskoamerické sdružení pro pláště a ráfky – příručka norem)
g) The Scandinavian Tyre and Rim Organisation (STRO) ( 10 ): „Data Book“ (Skandinávská organizace pro pláště a ráfky – příručka údajů)
2.27 „Vytrháváním“ se rozumí oddělování částí pryže z běhounu.
2.28 „Oddělováním kordů“ se rozumí oddělování kordů od jejich pryžového povlaku.
2.29 „Oddělováním vrstev“ se rozumí oddělování sousedních vrstev.
2.30 „Oddělováním běhounu“ se rozumí oddělování běhounu od kostry.
2.31 „Indikátory opotřebení běhounu“ se rozumějí výstupky uvnitř drážek běhounu, určené k vizuální signalizaci stupně opotřebení běhounu.
2.32 „Provozním popisem“ se rozumí určitá kombinace indexu únosnosti a symbolu kategorie rychlosti pneumatiky.
2.33 „Indexem únosnosti“ se rozumí číselný kód, jenž udává maximální zatížení, které pneumatika unese.
Seznam indexů únosnosti a odpovídajících hodnot zatížení je uveden v příloze 4 tohoto předpisu.
2.34 „Symbolem kategorie rychlosti“ se rozumí:
2.34.1 abecední symbol, jenž udává rychlost, při které může pneumatika unést zatížení udávané připojeným indexem únosnosti;
2.34.2 symboly rychlosti a odpovídající rychlosti udává následující tabulka:
|
Symbol kategorie rychlosti |
Odpovídající rychlost (km/h) |
|
L M N P Q R S T U H V W Y |
120 130 140 150 160 170 180 190 200 210 240 270 300 |
2.35 „Maximálním zatížením“ se rozumí maximální hmotnost, kterou je pneumatika schopna nést.
2.35.1 pro rychlosti nepřekračující 210 km/h nesmí maximální zatížení přesáhnout hodnotu odpovídající indexu únosnosti pneumatiky;
2.35.2 pro rychlosti vyšší než 210 km/h, avšak nepřekračující 300 km/h nesmí maximální zatížení překročit procentní hodnotu přiřazené indexu únosnosti pneumatiky podle následující tabulky ve vztahu k rychlosti, které je schopno dosáhnout vozidlo, na které je pneumatika namontována.
|
Symbol kategorie rychlosti |
Maximální rychlost (km/h) |
Maximální zatížení ( %) |
|
V |
210 215 220 225 230 235 240 |
100,0 98,5 97,0 95,5 94,0 92,5 91,0 |
|
W |
240 250 260 270 |
100 95 90 85 |
|
Y |
270 280 290 300 |
100 95 90 85 |
Pro mezilehlé hodnoty maximální rychlosti jsou přípustné lineární interpolace hodnot maximálního zatížení.
2.36 „Obnovujícím výrobním závodem“ se rozumí lokalita nebo skupina lokalit, kde se vyrábějí dokončené obnovené pneumatiky.
2.37 „Obnovováním“ se rozumí obecný pojem pro obnovu použitých pneumatik náhradou opotřebeného běhounu novým materiálem. Může rovněž zahrnovat obnovu vnějšího povrchu bočnic. Zahrnuje následující postupy:
2.37.1 „obnovení běhounu“ – náhrada běhounu;
2.37.2 „nové opláštění“ – náhrada běhounu a nanesení nového materiálu, který přesahuje na část bočnice;
2.37.3 „patka – patka“ – náhrada běhounu a obnova bočnic, včetně celého spodku bočnic pneumatiky nebo jeho části.
2.38 „Opotřebený plášť“ je opotřebená pneumatika zahrnující kostru pneumatiky a materiál zbytku běhounu a bočnic.
2.39 „Broušení“ je postup odstraňování starého materiálu z pláště, aby se tak připravil povrch pro nový materiál.
2.40 „Oprava“ je opravná práce na poškozeném plášti, oprava je možná jen v rámci uznaných mezí.
2.41 „Materiál běhounu“ je materiál ve stavu vhodném k náhradě opotřebeného běhounu. Může mít několik forem, např.:
2.41.1 „protektorovací pás“ – předem nařezané délky materiálu protlačeného tak, aby měl požadovaný profil, který se následně za studena nanese na připravený plášť. Nový materiál musí být vulkanizovaný;
2.41.2 „navinutý běhoun“ – pás materiálu běhounu přímo protlačovaného a vinutého na připravený plášť a navinutého až do požadovaného obrysu profilu. Nový materiál musí být vulkanizovaný;
2.41.3 „přímé protlačování“ – materiál běhounu protlačený tak, aby měl požadovaný profil, a protlačovaný přímo na připravený plášť. Nový materiál musí být vulkanizovaný;
2.41.4 „předvulkanizovaný“ – předem zformovaný a vulkanizovaný běhoun přímo aplikovaný na připravený plášť. Nový materiál musí být na plášť nalepený.
2.42 „Boční pásky“ představují materiál použitý k překrytí bočnic pláště a umožňující tak vytvarování požadovaného značení.
2.43 „Spojovací směs“ je materiál užitý jako lepicí vložka mezi novým běhounem a pláštěm a jako materiál na opravu drobných poškození.
2.44 „Vulkanizační roztok“ je lepicí roztok užitý k přidržení nového materiálu na správném místě před vulkanizací.
2.45 „Vulkanizace“ je pojem užívaný k popisu změny fyzikálních vlastností nového materiálu, zpravidla dosažené působením tepla a tlaku po stanovenou dobu a za řízených podmínek.
2.46 „Radiálním házením“ se rozumí změna poloměru pneumatiky při měření po vnějším obvodu povrchu běhounu.
2.47 „Nevyvážeností“ se rozumí naměření změn v rozložení hmotnosti kolem střední osy pneumatiky. Může být naměřena jako „statická“ nebo „dynamická“ nevyváženost.
3. OZNAČENÍ
3.1 Příklad označení obnovené pneumatiky uvádí příloha 3 tohoto předpisu.
3.2 Obnovené pneumatiky musejí mít u symetrických pneumatik na obou bočnicích a u nesymetrických pneumatik nejméně na vnější bočnici:
3.2.1 obchodní název nebo obchodní značku;
3.2.2 označení rozměru pneumatiky podle definice v bodě 2.21;
3.2.3 následující údaje o konstrukci:
3.2.3.1 na diagonálních (bias-ply) pneumatikách není žádné označení nebo je vyznačeno písmeno „D“ umístěné před označením průměru ráfku;
3.2.3.2 na radiálních pneumatikách je písmeno „R“ umístěné před označením průměru ráfku a je možno vyznačit slovo „RADIAL“;
3.2.3.3 na pneumatikách smíšené konstrukce (bias-belted) je písmeno „B“ umístěné před označením průměru ráfku a navíc slova „BIAS-BELTED“.
3.2.4 Provozní popis, který zahrnuje:
3.2.4.1 údaj o jmenovité únosnosti pneumatiky ve tvaru indexu únosnosti podle bodu 2.33;
3.2.4.2 údaj o jmenovité rychlosti, při které pneumatika unese zatížení, ve tvaru symbolu podle bodu 2.34.
3.2.5 Slovo „TUBELESS“, jde-li o pneumatiku konstruovanou pro užití bez duše.
3.2.6 Nápis M+S nebo MS nebo M.S. nebo M & S, jde-li o pneumatiku pro jízdu na sněhu.
3.2.7 Datum obnovení ve tvaru:
3.2.7.1 Do 31. prosince 1999 buď podle bodu 3.2.7.2, nebo ve tvaru skupiny tří číslic, první dvě číslice udávají týden a třetí číslice rok dekády výroby. Kód data může pokrývat období výroby od týdne označeného číslem včetně do doby tohoto týdne plus tři. Např. označení „253“ může udávat, že pneumatika byla obnovena v týdnech 25, 26, 27 nebo 28 roku 1993.
Kód data může být uveden pouze na jedné bočnici.
3.2.7.2 Od 1. ledna 2000 ve tvaru skupiny čtyř číslic, první dvě číslice udávají týden a druhé dvě číslice rok obnovení. Kód data může pokrývat období výroby od týdne označeného číslem včetně do doby tohoto týdne plus tři. Např. označení „2503“ může udávat, že pneumatika byla obnovena v týdnech 25, 26, 27 nebo 28 roku 2003.
Kód data může být uveden pouze na jedné bočnici.
3.2.8 Označení „RETREAD“ (obnoveno) nebo „REMOULD“ (znovu navařeno) (od 1. ledna 1999 se musí užívat pouze slovo „RETREAD“). Na žádost obnovujícího subjektu lze připojit shodný termín v jiných jazycích.
3.3 Před schválením musejí mít pneumatiky dostatečně velikou volnou plochu pro umístění značky schválení podle bodu 5.8 a podle přílohy 2 tohoto předpisu.
3.4 Po schválení se označení podle bodu 5.8 a uvedené v příloze 2 tohoto předpisu umístí do volné plochy podle bodu 3.3. Toto označení může být uvedeno pouze na jedné bočnici.
3.5 Označení uvedená v bodě 3.2 a značka schválení předepsaná v bodech 3.4 a 5.8 musejí být zřetelně čitelné, musejí být na pneumatice vylisovány v reliéfu nebo zahloubením a musejí být na pneumatice vyznačena trvale.
3.6 Pokud jsou na pneumatice i po obnovení čitelné některé údaje původního výrobce, je třeba je považovat za údaje obnovujícího subjektu i pro obnovenou pneumatiku. Pokud se tyto původní údaje na obnovenou pneumatiku nevztahují, musejí být úplně odstraněny.
3.7 Původní značky schválení „E“ nebo „e“ a příslušné číslo musejí být odstraněny.
4. ŽÁDOST O SCHVÁLENÍ
Na výrobní závod pro obnovování pneumatik se vztahují následující postupy:
4.1 Žádost o schválení výrobního závodu pro obnovování pneumatik podává držitel obchodního názvu nebo obchodní značky, která se uvede na pneumatice, nebo jeho řádně zmocněný zástupce. Žádost musí obsahovat:
4.1.1 přehled organizační struktury společnosti, která obnovuje pneumatiky;
4.1.2 stručný popis systému řízení jakosti, který zajistí účinnou kontrolu postupů obnovování pneumatik tak, aby byly splněny požadavky tohoto předpisu;
4.1.3 obchodní názvy nebo obchodní značky, které se uvedou na vyráběných obnovených pneumatikách;
4.1.4 následující informace ve vztahu k rozměrové řadě u pneumatik, které mají být obnoveny:
4.1.4.1 rozměrová řada rozměrů pneumatik;
4.1.4.2 konstrukce pneumatik (diagonální bias-ply, smíšené konstrukce bias-belted nebo radiální);
4.1.4.3 kategorie užití pneumatik (normální nebo pro jízdu na sněhu atd.);
4.1.4.4 systém obnovení a metody aplikace používaných nových materiálů podle definice v bodech 2.37 a 2.41;
4.1.4.5 symbol maximální rychlosti obnovených pneumatik;
4.1.4.6 maximální index únosnosti obnovených pneumatik;
4.1.4.7 stanovená mezinárodní norma pneumatik (International Tyre Standard), které rozměrová řada pneumatik odpovídá.
5. SCHVÁLENÍ
5.1 Pro obnovování pneumatik se požaduje schválení obnovujícího výrobního závodu příslušnými orgány v souladu s požadavky tohoto předpisu. Příslušný orgán přijme potřebná opatření uvedená v tomto předpisu s cílem zajistit, aby pneumatiky obnovené v příslušném výrobním závodu splňovaly požadavky stanovené v tomto předpisu. Obnovující výrobní závod plně odpovídá za zajištění, že obnovené pneumatiky splňují požadavky tohoto předpisu a že budou při běžném užívání vykazovat odpovídající vlastnosti.
5.2 Mimo obvyklé požadavky na úvodní hodnocení výrobního závodu pro obnovování pneumatik se schvalovací orgán musí ujistit, že postupy, provoz, pokyny a dokumentace specifikace, které podávají dodavatelé materiálů, jsou psány jazykem běžně srozumitelným pracovníkům výrobního závodu na obnovování pneumatik.
5.3 Schvalovací orgán zajistí, aby postupy a výrobní dokumentace každého výrobního závodu zahrnovaly specifikace, pokud jde o příslušné materiály a postupy použité při opravách, týkající se omezení opravitelných poškození nebo průniků do kostry pneumatiky, ať již taková poškození existují, nebo jsou vyvolána v průběhu přípravy obnovení.
5.4 Před udělením schválení se orgán musí ujistit, že obnovené pneumatiky odpovídají tomuto předpisu a že zkoušky předepsané v bodech 6.7 a 6.8 proběhly úspěšně nejméně na pěti, ale nikoli nezbytně na více než dvaceti vzorcích reprezentujících obnovené pneumatiky z rozměrové řady u pneumatik obnovených ve výrobním závodu.
5.5 V případě jakékoliv závady zaznamenané při zkoušce se musejí odzkoušet dva další vzorky pneumatiky téže specifikace.
Pokud při zkoušce nevyhoví kterýkoliv z těchto dvou vzorků, odzkouší se konečná dodávka dvou vzorků.
Pokud při zkoušce nevyhoví kterýkoliv ze vzorků konečné dodávky, žádost o schválení obnovujícího výrobního závodu se zamítne.
5.6 Každému schválenému obnovujícímu výrobnímu závodu se udělí schválení a přidělí se mu číslo schválení, pokud jsou splněny všechny požadavky tohoto předpisu. První dvě číslice takového čísla udávají sérii změn, které zahrnují poslední zásadní technické změny předpisu v době vydání schválení. Před číslo schválení se umístí údaj „108R“, který uvádí, že schválení se použije na pneumatiku, která byla obnovena podle tohoto předpisu. Týž orgán nesmí přidělit stejné číslo jinému výrobnímu závodu, na který se vztahuje tento předpis.
5.7 Schválení nebo rozšíření, zamítnutí či odnětí schválení nebo ukončení výroby podle tohoto předpisu musí být na formuláři podle vzoru v příloze 1 tohoto předpisu oznámeno stranám dohody z roku 1958, které používají tento předpis.
5.8 Na každé obnovené pneumatice vyhovující tomuto předpisu se mimo označení předepsaného v bodě 3.2 viditelně a na ploše podle bodu 3.3 umístí mezinárodní značka schválení, která se skládá z:
5.8.1 kružnice, ve které je vepsáno písmeno „E“ následované rozlišovacím číslem státu, který schválení udělil ( 11 ); a
5.8.2 čísla schválení popsaného výše v bodě 5.6.
5.9 Příklad značky schválení je uveden v příloze 2 tohoto předpisu.
6. POŽADAVKY
6.1 K obnovování se nesmějí přijmout pneumatiky, pokud nemají schválení typu a nejsou opatřeny značkou „E“ nebo „e“, s výjimkou, že tento požadavek se povinně neuplatňuje nejdéle do 1. ledna 2000.
6.1.1 Vysokorychlostní pneumatiky, které mají v označení rozměru pneumatiky pouze nápis „ZR“ a které nejsou opatřeny provozním popisem, nesmějí být obnovovány.
6.2 Již dříve obnovené pneumatiky se nesmějí přijmout k dalšímu obnovování.
6.3 Stáří pláště přijatého pro obnovování nesmí přesáhnout 7 let podle číslic, udávajících rok výroby původní pneumatiky; např. pneumatiku označená kódem data výroby „253“ lze k obnovování přijmout do konce roku 2000.
6.4 Podmínky před obnovováním:
6.4.1 Před kontrolou musí být pneumatika čistá a suchá.
6.4.2 Před broušením se každá pneumatika pečlivě prohlédne jak zevnitř, tak z vnějšku, aby se zajistilo, že je vhodná pro obnovení.
6.4.3 Obnovovat se nesmějí pneumatiky, na kterých je patrné poškození z přetěžování nebo podhušťování.
6.4.4 K obnovování se nesmějí přijmout pneumatiky, vykazující následující poškození:
a) nadměrné trhliny procházející ke kostře;
b) průnik do kostry nebo poškození pláště u kategorií rychlosti vyšších než se symbolem „H“ s výjimkou případů, kdy se takovým plášťům sníží symbol kategorie rychlosti;
c) dřívější opravy takových poškození, která přesahují stanovené meze poškození (viz bod 5.3);
d) lomy kostry;
e) patrné škody vzniklé působením oleje nebo chemikálií;
f) násobná poškození vyskytující se příliš blízko od sebe;
g) poškozená nebo zlomená patka;
h) neopravitelné opotřebení nebo poškození vnitřního potahu;
i) poškození patky, jiné než drobné poškození samotné gumy;
j) obnažený kord v důsledku opotřebení běhounu nebo prodření bočnice;
k) neopravitelné oddělení materiálu běhounu nebo bočnice od kostry;
l) poškození konstrukce v oblasti bočnice.
6.4.5 K obnovování se nepřijímají kostry radiálních pneumatik s oddělením ve výztužném pásu, pokud se nejedná pouze o lehké uvolnění okrajů pásu.
6.5 Příprava:
6.5.1 Po broušení a před nanesením nového materiálu se musí každá pneumatika znovu pečlivě prohlédnout přinejmenším z vnějšku tak, aby bylo možno zajistit, že je nadále vhodná k obnovení.
6.5.2 Celý povrch, na který se má nanášet nový materiál, musí být připraven bez přehřátí. Struktura obroušeného povrchu nesmí mít hluboké rozdrásání ani uvolněný materiál.
6.5.3 Tam, kde se má užít předvulkanizovaný materiál, musí obrys připravené plochy splňovat požadavky výrobce materiálu.
6.5.4 Volné konce kordu jsou nepřípustné.
6.5.5 Kordy pláště nesmějí být během přípravného procesu poškozeny.
6.5.6 Poškození výztužného pásu radiálních pneumatik obroušením se musí omezit na lokalizovaná poškození pouze nejvrchnější vrstvy.
6.5.7 Meze poškození obroušením u diagonálních pneumatik jsou tyto:
6.5.7.1 U konstrukcí se dvěma vrstvami nesmí být kostra poškozena s výjimkou malých lokalizovaných poškození obroušením na spojích pláště.
6.5.7.2 U bezdušových pneumatik s konstrukcí se dvěma vrstvami a s nárazníkem nesmí být poškozena ani kostra, ani nárazník.
6.5.7.3 U pneumatik s dušemi, s konstrukcí se dvěma vrstvami a s nárazníkem, je přípustné lokalizované poškození nárazníku.
6.5.7.4 U bezdušových pneumatik s konstrukcí se čtyřmi nebo více vrstvami kordu nesmí být poškozena ani kostra, ani nárazník.
6.5.7.5 U pneumatik s dušemi, s konstrukcí se čtyřmi nebo více vrstvami kordu, je přípustné poškození omezeno na nejvrchnější vrstvu kordu a to pouze v oblasti koruny.
6.5.8 Obnažené ocelové části musejí být co nejdříve ošetřeny vhodným materiálem podle pokynu výrobce takového materiálu.
6.6 Obnovování:
6.6.1 Obnovující subjekt zajistí, aby buď výrobce nebo dodavatel opravných materiálů, včetně záplat, odpovídal za tyto činnosti:
a) stanovení metody (metod) použití a skladování, na vyžádání obnovujícího subjektu v národním jazyce země, ve které se materiály použijí;
b) stanovení mezí poškození, pro jejichž opravu jsou materiály určeny, na vyžádání obnovujícího subjektu v národním jazyce země, ve které se materiály použijí;
c) zajištění, že zesílené záplaty pro pneumatiky jsou vhodné k opravě kostry, pokud budou správně použity;
d) zajištění, že záplaty jsou schopny snést dvojnásobek maximálního tlaku nahuštění uvedeného výrobcem pneumatiky;
e) ujištění o vhodnosti jakýchkoliv jiných opravných materiálů pro uvažované užití.
6.6.2 Obnovující subjekt odpovídá za správné použití opravných materiálů a za skutečnost, že oprava nemá vady, které by mohly ovlivnit uspokojivou životnost pneumatiky.
6.6.3 Obnovující subjekt zajistí, že buď výrobce, nebo dodavatel materiálů na běhoun a bočnice vystaví specifikace o podmínkách skladování a použití těchto materiálů, aby byla zaručena jakost materiálů. Na vyžádání obnovujícího subjektu musejí být tyto informace dodány v národním jazyce země, ve které se materiály použijí.
6.6.4 Obnovující subjekt zajistí, aby údaje o opravném materiálu nebo směsi byly uvedeny v osvědčení výrobce nebo dodavatele. Materiálové směsi musejí být vhodné pro uvažované užití pneumatiky.
6.6.5 Zpracovávaná pneumatika musí být vulkanizována co nejdříve po dokončení všech oprav a konstrukčních operací, nejpozději však podle údajů výrobce materiálu.
6.6.6 Pneumatika se vulkanizuje po dobu, při teplotě a při tlaku, které jsou vhodné a stanovené pro použité materiály a pro zpracovatelské zařízení.
6.6.7 Rozměry navaření musejí odpovídat tloušťce nového materiálu a rozměru obroušeného pláště. Radiální pneumatiky musejí být při navařování vulkanizovány výlučně v radiálních nebo v radiálně dělených návarech.
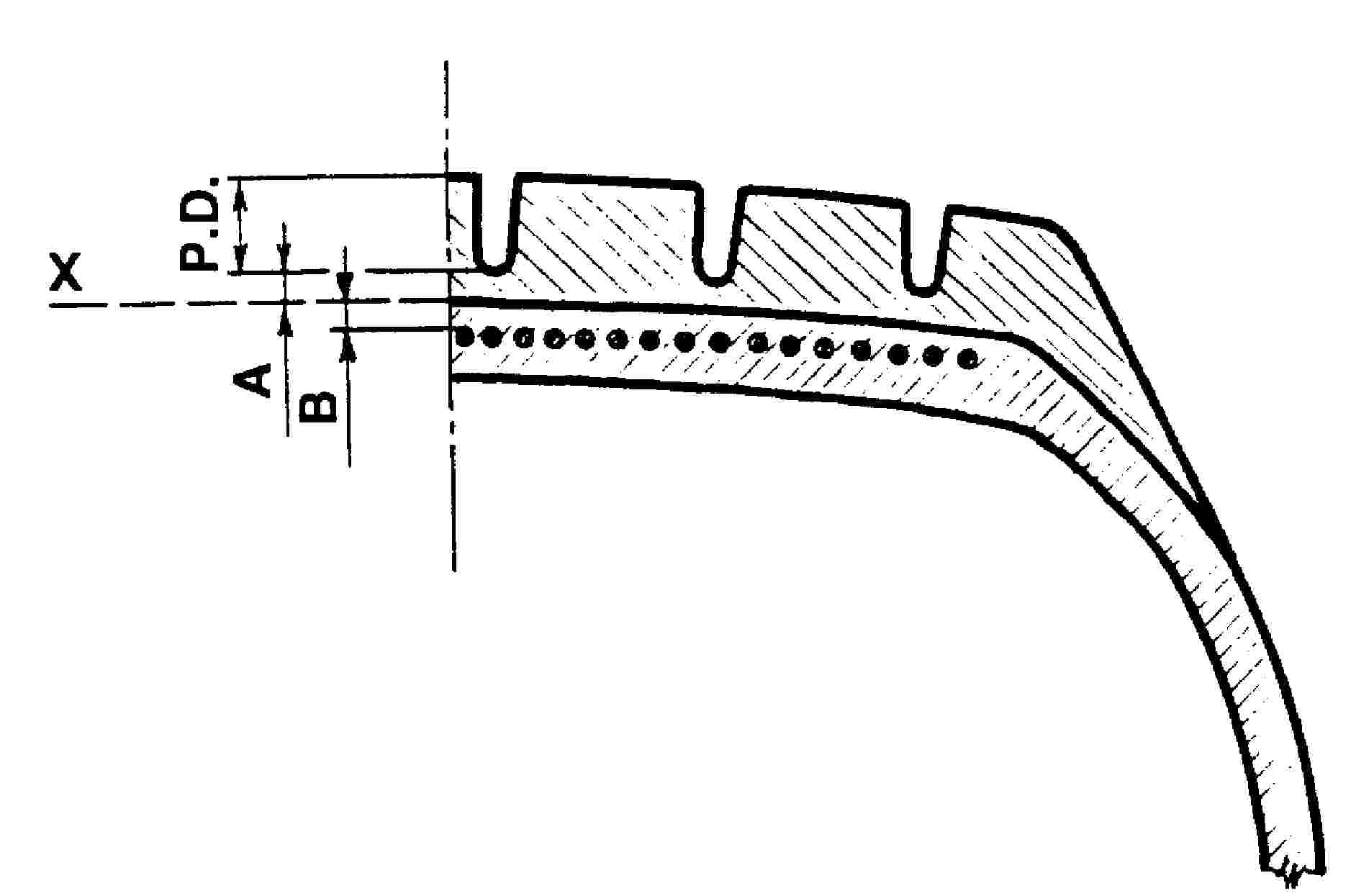
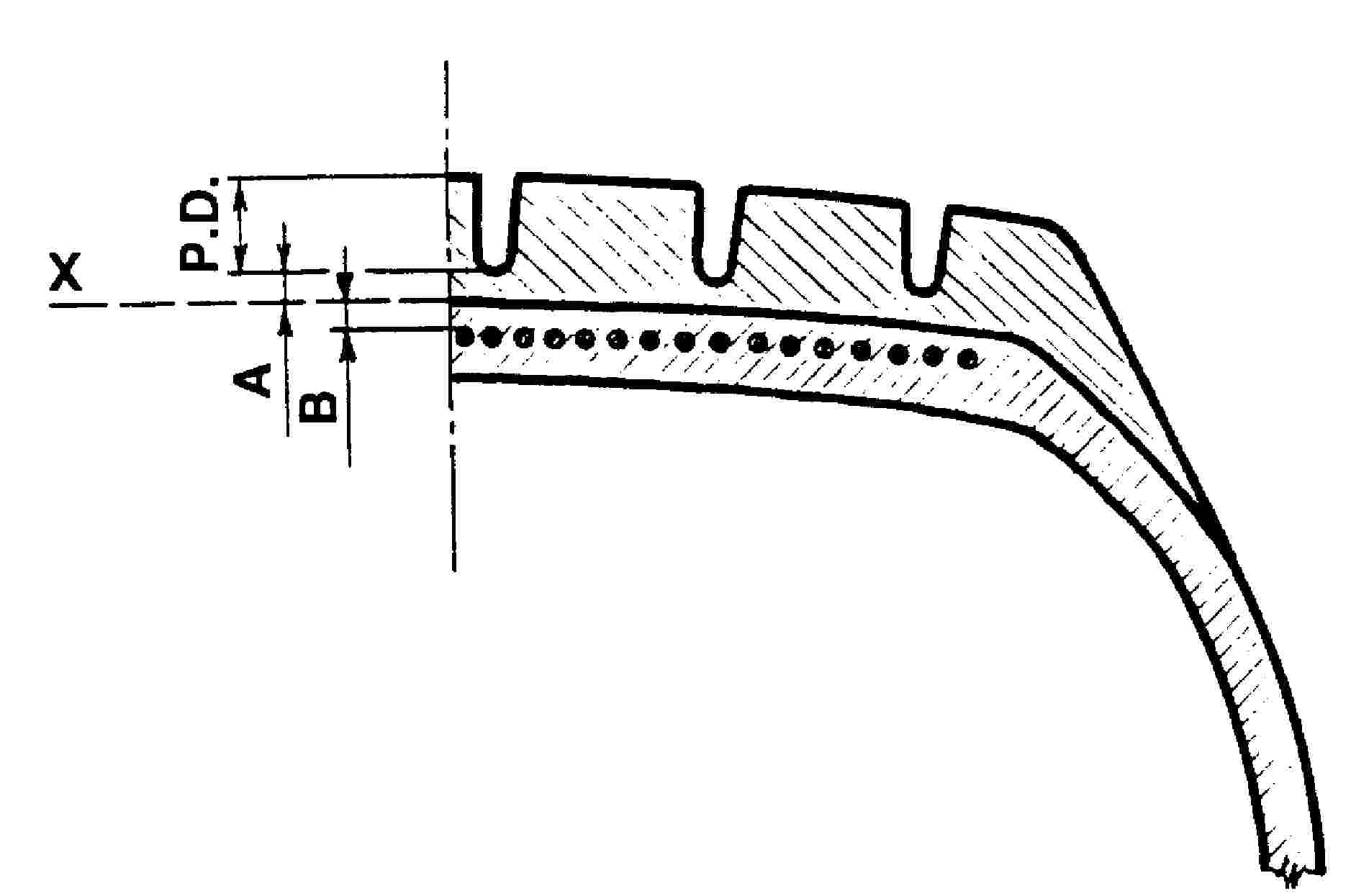
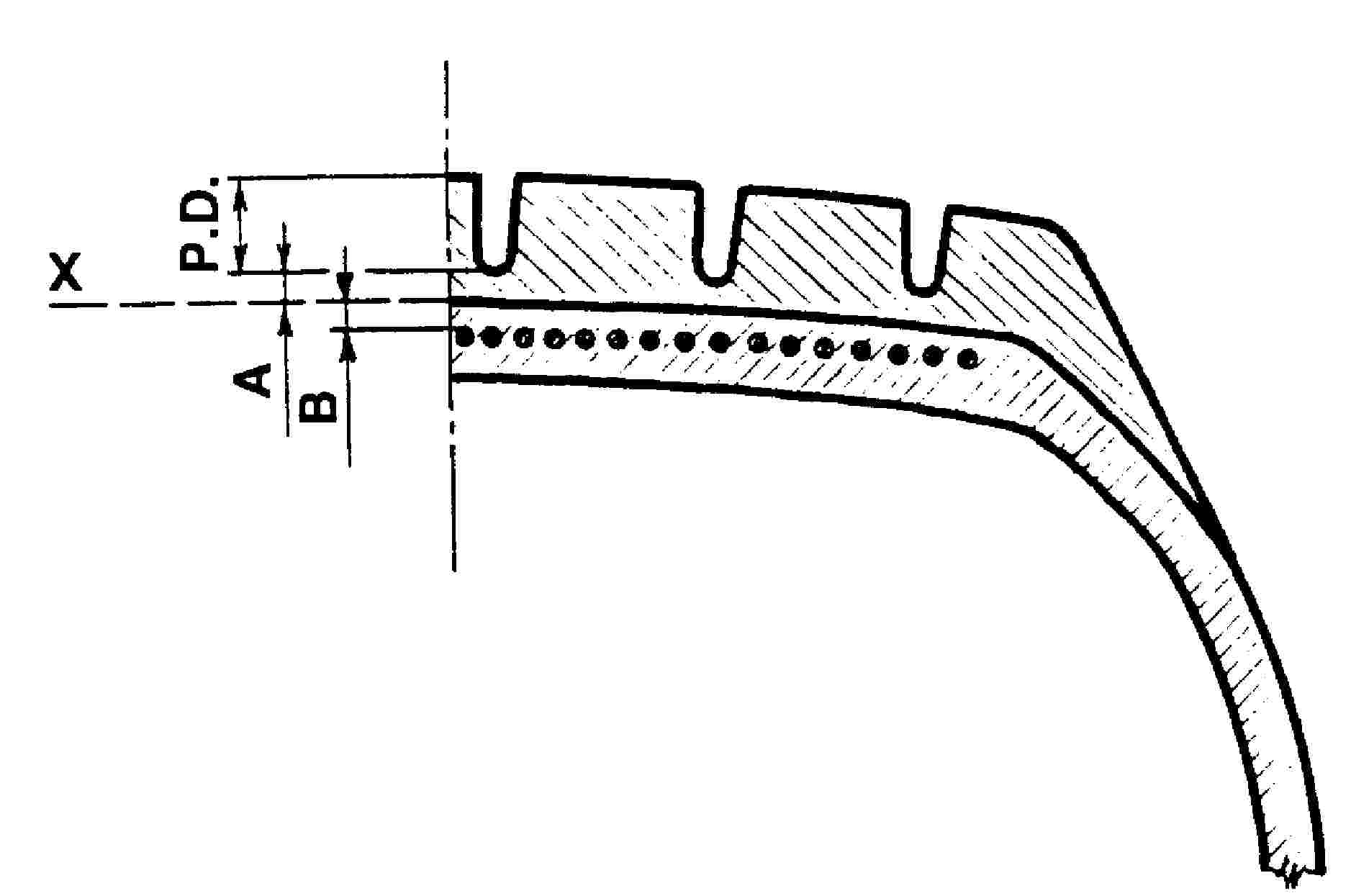
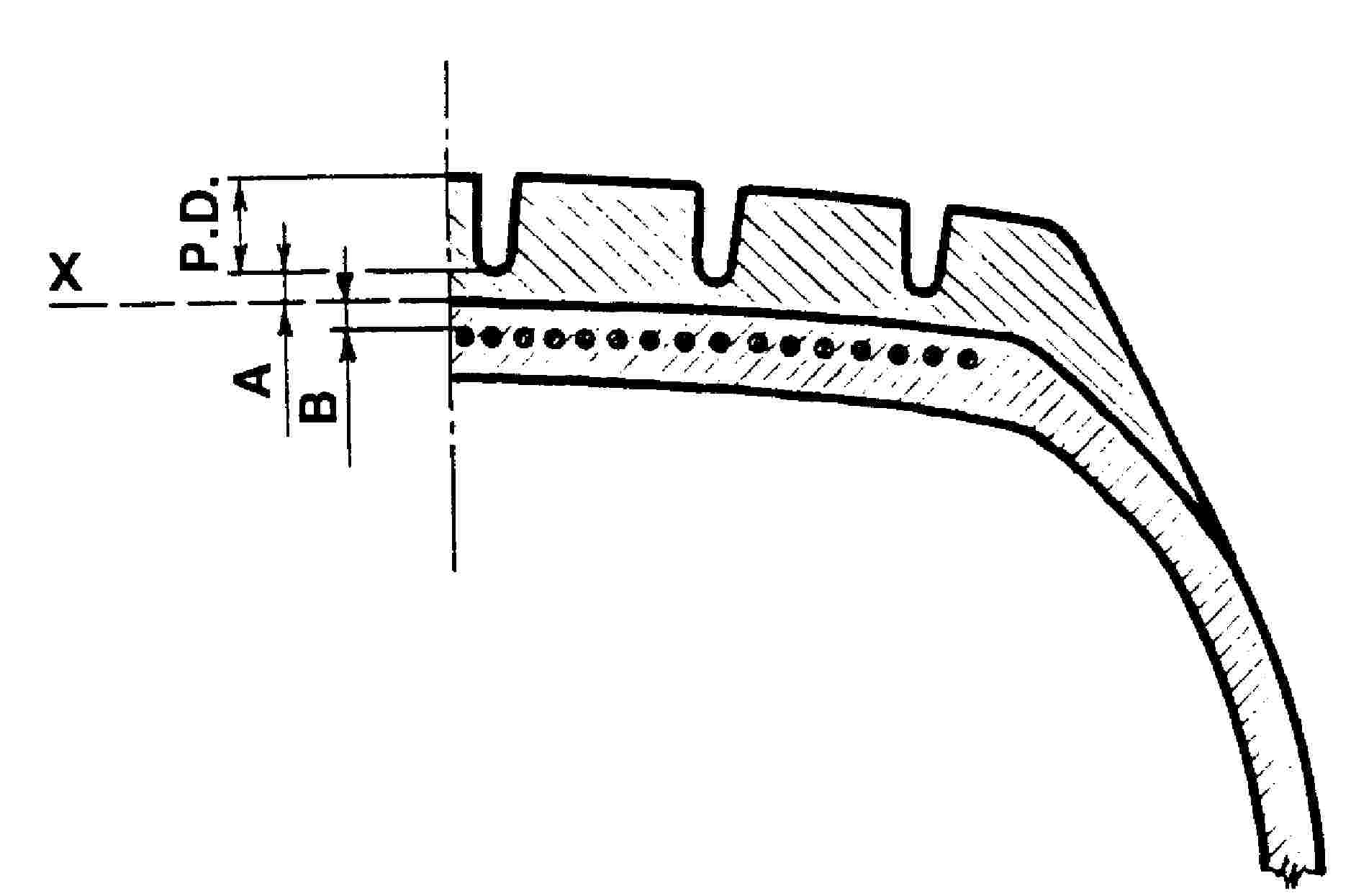
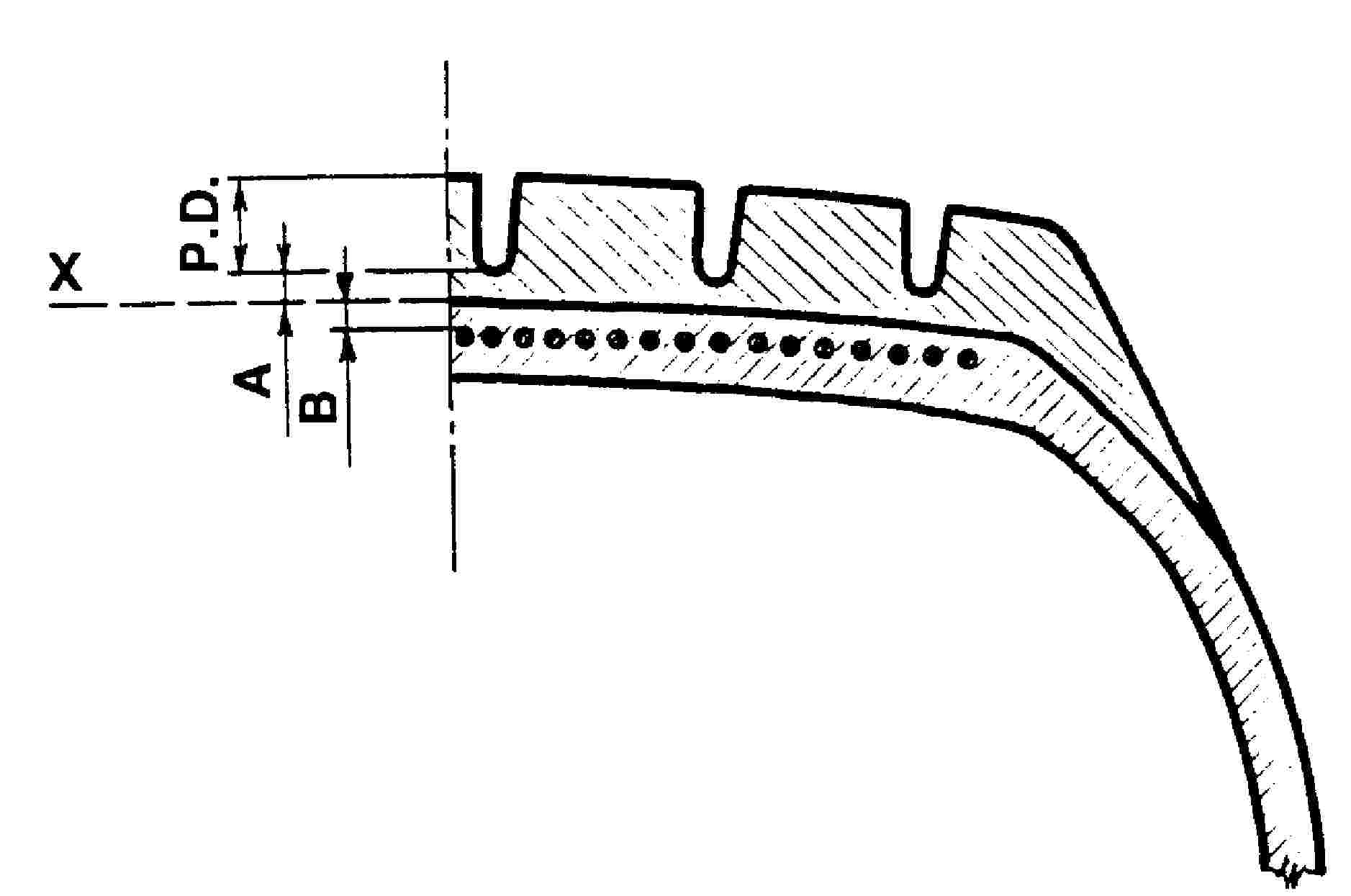
6.6.8 Tloušťka původního materiálu po obroušení a střední tloušťka jakéhokoliv nového materiálu použitého pod vzorkem běhounu musejí po obnovování odpovídat bodům 6.6.8.1 a 6.6.8.2. U tloušťky materiálu v jakémkoliv bodě napříč šířkou běhounu nebo okolo obvodu pneumatiky se kontroluje, zda byly splněny body 6.7.5 a 6.7.6.
6.6.8.1 U radiálních pneumatik a u pneumatik smíšené konstrukce (bias-belted) (mm):
1,5 ≤ (A + B) ≤ 5 (minimum 1,5 mm; maximum 5,0 mm)
A ≥ 1 (minimum 1,0 mm)
B ≥ 0,5 (minimum 0,5 mm)
|
P.D. |
= hloubka vzorku |
|
X |
= čára obroušení |
|
A |
= střední tloušťka nového materiálu pod vzorkem |
|
B |
= minimální tloušťka původního materiálu nad výztužným pásem po obroušení |
6.6.8.2 U diagonálních pneumatik:
Tloušťka původního materiálu nad nárazníkem musí být ≥ 0,00 mm.
Střední tloušťka nového materiálu nad čárou obroušení pláště musí být ≥ 2,00 mm.
Společná tloušťka původního a nového materiálu pod základnou drážek vzorku běhounu musí být ≥ 2,00 a ≤ 5,00 mm.
6.6.9 Provozní popis obnovené pneumatiky nesmí udávat ani vyšší symbol kategorie rychlosti, ani vyšší index únosnosti, než byly udány pro původní neobnovenou pneumatiku.
6.6.10 Minimální schopnost rychlosti obnovené pneumatiky musí být 120 km/h (rychlostní symbol „L“) a maximální smí být 300 km/h (rychlostní symbol „Y“).
6.6.11 Indikátory opotřebení běhounu se začleňují takto:
6.6.11.1 Obnovená pneumatika nesmí mít méně než šest příčných řad indikátorů opotřebení, přibližně rovnoměrně umístěných v hlavních drážkách běhounu. Indikátory opotřebení běhounu musejí být takové, aby je nebylo možno zaměnit s hřebeny materiálu mezi žebry nebo bloky běhounu.
6.6.11.2 U pneumatik konstruovaných k montáži na ráfky o jmenovitém průměru s kódem 12 nebo méně jsou však přípustné čtyři řady indikátorů opotřebení běhounu.
6.6.11.3 Pomocí indikátorů opotřebení běhounu musí být s tolerancí +0,06/–0,00 zjištěn stav, kdy drážky běhounu jsou již mělčí než 1,6 mm.
6.6.11.4 Výška indikátorů opotřebení běhounu se určí měřením rozdílu mezi vzdáleností od povrchu běhounu k vrcholu indikátorů opotřebení běhounu a k základně drážek běhounu v blízkosti sklonu u základny indikátoru opotřebení běhounu.
6.7 Kontrola:
6.7.1 Po vulkanizaci v době, kdy si pneumatika udržuje teplo, se každá obnovená pneumatika prověří, aby se zajistilo, že nemá žádné zjevné vady. V průběhu obnovování nebo po něm se každá pneumatika zkušebně nahustí nejméně na 1,5 bar. Pokud se vyskytne zjevná vada profilu pneumatiky (např. puchýř, propad apod.), podrobí se pneumatika zvláštní zkoušce, aby se stanovila příčina takové vady.
6.7.2 Před obnovováním, během něho nebo po něm se pneumatika vhodnou kontrolní metodou nejméně jednou prověří z hlediska celistvosti její konstrukce.
6.7.3 Pro účely kontroly jakosti se určitý počet obnovených pneumatik podrobí destruktivním nebo nedestruktivním testům nebo zkouškám. Množství kontrolovaných pneumatik a výsledky zkoušek se musejí zaznamenávat.
6.7.4 Po obnovování musejí být rozměry obnovené pneumatiky při měření podle přílohy 6 tohoto předpisu ve shodě buď s rozměry vypočtenými podle postupů obsažených v bodě 7, nebo s přílohou 5 tohoto předpisu.
6.7.5 Radiální házivost obnovené pneumatiky nesmí překročit 1,5 mm (+0,4 mm na toleranci měření).
6.7.6 Maximální statická nevyváženost obnovené pneumatiky nesmí při měření na průměru ráfku překročit 1,5 % hmotnosti pneumatiky.
6.7.7 Indikátory opotřebení běhounu musejí odpovídat požadavkům bodu 6.6.11.
6.8 Výkonová zkouška:
6.8.1 Aby obnovené pneumatiky vyhověly požadavkům tohoto předpisu, musejí být schopné obstát v životnostní zkoušce zatížením/rychlostí podle přílohy 7 tohoto předpisu.
6.8.2 Obnovená pneumatika, která po životnostní zkoušce zatížením/rychlostí nevykazuje žádné oddělování běhounu, oddělování vrstev, oddělování kordu, vytrhávání pryže ani lomy kordu, se považuje za pneumatiku, která ve zkoušce obstála.
6.8.3 Vnější průměr pneumatiky měřený šest hodin po životnostní zkoušce zatížením/rychlostí se nesmí lišit od vnějšího průměru pneumatiky měřeného před zkouškou o více než ±3,5 %.
7. SPECIFIKACE
7.1 Pneumatiky obnovené v souladu s tímto předpisem musejí vyhovovat následujícím požadavkům na rozměry:
7.1.1 Šířka průřezu:
7.1.1.1 Šířka průřezu se vypočte podle následujícího vzorce:
S = S1 + K (A – A1),
kde:
S: je skutečná šířka průřezu v mm změřená na zkušebním ráfku;
S1: je hodnota „konstrukční šířky průřezu“ ve vztahu k měřicímu ráfku tak, jak ji stanovuje Mezinárodní norma pneumatik (International Tyre Standard), určená obnovujícím subjektem pro příslušný rozměr pneumatiky;
A: je šířka zkušebního ráfku v mm;
A1: je šířka měřicího ráfku v mm, jak ji stanovuje Mezinárodní norma pneumatik (International Tyre Standard), určená obnovujícím subjektem pro příslušný rozměr pneumatiky;
K: je součinitel, který se musí rovnat 0,4.
7.1.2 Vnější průměr:
7.1.2.1 Teoretický vnější průměr obnovené pneumatiky se vypočte podle následujícího vzorce:
D = d + 2H,
kde:
D: je teoretický vnější průměr v mm;
d: je smluvené číslo podle definice v bodě 2.21.3. v mm;
H: je jmenovitá výška průřezu v mm a rovná se šířce Sn, násobené 0,01 Ra,
kde:
Sn: je jmenovitá šířka průřezu v mm;
Ra: je jmenovité profilové číslo.
Veškeré výše uvedené symboly jsou totožné s údaji v označení rozměru pneumatiky uvedenými na bočnici pneumatiky v souladu s požadavky bodu 3.2.2 a definovanými v bodě 2.21.
7.1.2.2 U typů pneumatik, jejichž označení je uvedeno v prvním sloupci tabulek v příloze 5 předpisu EHK č. 30, však musí vnější průměr odpovídat údaji v těchto tabulkách.
7.1.3 Metoda měření obnovených pneumatik:
7.1.3.1 Rozměry obnovených pneumatik se měří postupy uvedenými v příloze 6 tohoto předpisu.
7.1.4 Vlastnosti šířky průřezu:
7.1.4.1 Skutečná celková šířka průřezu může být menší než šířka (šířky) průřezu stanovená (stanovené) v bodě 7.1.
7.1.4.2 Skutečná celková šířka průřezu může také hodnotu (hodnoty) stanovenou (stanovené) v bodě 7.1 překročit o:
7.1.4.2.1 4 % u radiálních pneumatik a
7.1.4.2.2 6 % u pneumatik diagonálních (bias-ply) nebo u pneumatik smíšené konstrukce (bias-belted).
7.1.4.2.3 dále, pokud má pneumatika zvláštní ochranný pás, může být šířka větší až o 8 mm, než udávají tolerance v bodech 7.1.4.2.1 a 7.1.4.2.2.
7.1.5 Vlastnosti vnějšího průměru:
7.1.5.1 Skutečný vnější průměr obnovené pneumatiky nesmí být mimo rozmezí hodnot Dmin a Dmax získaných podle následujících vzorců:
Dmin = d + (2H × a)
Dmax = d + (2H × b),
kde:
7.1.5.1.1 pro rozměry, které nejsou uvedeny v tabulkách v příloze 5 tohoto předpisu, jsou hodnoty „H“ a „d“ definovány v bodě 7.1.2.1;
7.1.5.1.2 pro rozměry uvedené výše v bodě 7.1.2.2:
H = 0,5 (D – d),
kde „D“ je vnější průměr a „d“ je jmenovitý průměr ráfku uvedený pro příslušný rozměr ve výše zmíněných tabulkách.
7.1.5.1.3 koeficient „a“ = 0,97
7.1.5.1.4 koeficient „b“ je:
|
Radiální pneumatiky |
Diagonální pneumatiky a pneumatiky smíšené konstrukce (bias-belted) |
|
|
u pneumatik pro běžné užití |
1,04 |
1,08 |
7.1.5.2 U pneumatik pro jízdu na sněhu může být maximální vnější průměr (Dmax) vypočtený podle bodu 7.1.5.1 překročen nejvýše o 1 %.
8. ZMĚNY SCHVÁLENÍ
8.1 Každá změna, která se týká obnovujícího výrobního závodu a která mění jakoukoliv informaci podanou obnovujícím výrobním závodem v žádosti o schválení (viz bod 4), musí být oznámena schvalovacímu orgánu, který obnovující výrobní závod schválil. Tento orgán pak může buď:
8.1.1 usoudit, že provedené změny zřejmě nemají patrný nepříznivý vliv a že obnovující výrobní závod v každém případě ještě plní požadavky, nebo
8.1.2 požadovat další prověrku schválení.
8.2 Potvrzení nebo zamítnutí schválení s uvedením změn se sdělí stranám dohody, které používají tento předpis, postupem podle bodu 5.7.
9. SHODNOST VÝROBY
Postupy zajištění shodnosti výroby musejí odpovídat postupům stanoveným v dohodě dodatku 2 (E/ECE/324-E/ECE/TRANS/505/Rev.2) s následujícími požadavky:
9.1 Obnovující výrobní závod schválený podle tohoto předpisu musí plnit požadavky stanovené v bodě 6.
9.2 Držitel schválení zajistí, aby v průběhu každého roku výroby byly při celoročním rozložení kontrolovány a zkoušeny alespoň následující počty pneumatik reprezentativních pro vyráběnou rozměrovou řadu:
9.2.1 0,01 % celkové roční výroby, v každém případě však nejméně 5 a nikoliv nezbytně více než 20 pneumatik.
9.3 Pokud požadavky bodu 9.2 zajišťuje schvalovací orgán nebo pokud probíhají pod jeho kontrolou, lze jejich výsledky užít jako součást požadavků nebo jako náhradu za požadavky předepsané v bodě 9.4.
9.4 Orgán, který udělil schválení obnovujícímu výrobnímu závodu, může kdykoliv ověřit metody kontroly shodnosti používané v každém výrobním zařízení. V každém výrobním zařízení schvalovací orgán odebere v průběhu každého roku výroby nahodile vzorky a alespoň dále uvedený počet pneumatik reprezentativních pro vyráběnou rozměrovou řadu se zkontroluje a přezkouší podle tohoto předpisu:
9.4.1 0,01 % celkové roční výroby, v každém případě však nejméně 5 a nikoliv nezbytně více než 20 pneumatik.
9.5 Zkoušky a kontroly podle bodu 9.4 mohou být nahrazeny zkouškami a kontrolami požadovanými v bodě 9.2.
10. SANKCE ZA NESHODNOST VÝROBY
10.1 Nejsou-li splněny požadavky bodu 9 nebo nesplnil-li obnovující výrobní závod nebo jím obnovené pneumatiky požadavky uvedeného bodu, lze odejmout schválení udělené obnovujícímu výrobnímu závodu podle tohoto předpisu.
10.2 Pokud strana dohody, která používá tento předpis, odejme schválení, které dříve udělila, musí o tom ihned informovat na formuláři sdělení podle vzoru uvedeného v příloze 1 tohoto předpisu ostatní smluvní strany dohody z roku 1958, které používají tento předpis.
11. UKONČENÍ VÝROBY
Orgán, který udělil schválení výrobnímu závodu pro obnovování pneumatik, musí být informován o skutečnosti, že byly ukončeny provoz a výroba obnovených pneumatik schválené v rámci tohoto předpisu. Po obdržení takové informace tento orgán informuje o této skutečnosti na formuláři sdělení podle vzoru uvedeného v příloze 1 tohoto předpisu ostatní strany dohody z roku 1958, které používají tento předpis.
12. NÁZVY A ADRESY TECHNICKÝCH ZKUŠEBEN ODPOVĚDNÝCH ZA PROVÁDĚNÍ ZKOUŠEK PRO SCHVÁLENÍ, ZKUŠEBNÍCH LABORATOŘÍ A ORGÁNŮ STÁTNÍ SPRÁVY
12.1 Smluvní stany dohody z roku 1958, které používají tento předpis, sdělí sekretariátu Organizace spojených národů názvy a adresy technických zkušeben odpovědných za provádění zkoušek pro schválení a případně schválených zkušebních laboratoří a orgánů státní správy, které udělují schválení a kterým se zasílají osvědčení o udělení schválení nebo o zamítnutí či odnětí schválení vydaná v jiných státech.
12.2 Strany dohody z roku 1958, které používají tento předpis, mohou užívat laboratoře výrobců pneumatik nebo obnovujících výrobních závodů a mohou jmenovat jako schválené zkušební laboratoře takové z nich, které jsou umístěny na jejich území nebo na území jiné strany dohody z roku 1958, pokud k tomuto postupu dal předchozí souhlas příslušný orgán státní správy druhé strany.
12.3 Pokud strana dohody z roku 1958 použije bod 12.2, může být při zkouškách na základě své žádosti zastoupena.
PŘÍLOHA 1
SDĚLENÍ
(maximální formát: A 4 (210 × 297 mm)
PŘÍLOHA 2
USPOŘÁDÁNÍ ZNAČKY SCHVÁLENÍ
Výše uvedená značka schválení umístěná na obnovené pneumatice udává, že dotyčný obnovující výrobní závod byl schválen v Nizozemsku (E4) pod číslem schválení 108R002439 a že splňuje požadavky tohoto předpisu v jeho původním znění (00).
Číslo schválení musí být umístěno v blízkosti kružnice buď nad nebo pod písmenem „E“, nebo vlevo či vpravo od tohoto písmene. Číslice čísla schválení musejí být na téže straně písmene „E“ a směřovat stejným směrem. V čísle schválení je třeba se vyhnout užívání římských číslic, aby se předešlo jejich záměně s jinými symboly.
PŘÍLOHA 3
Uspořádání označení obnovených pneumatik
Příklad označení, jímž musí být opatřeny obnovené pneumatiky uváděné na trh po vstupu tohoto předpisu v platnost
Tato označení definují obnovenou pneumatiku:
— se jmenovitou šířkou průřezu 185,
— se jmenovitým profilovým číslem 70,
— radiální konstrukce (R),
— se jmenovitým průměrem ráfku, který má kód 14,
— s provozním popisem „89T“, který udává únosnost 580 kg, což odpovídá indexu únosnosti „89“, a kategorii maximální rychlosti 190 km/h, což odpovídá symbolu kategorie rychlosti „T“,
— pro montáž bez duše („TUBELESS“),
— typu pneumatiky pro jízdu na sněhu (M+S),
— obnovenou ve 25., 26., 27. nebo 28. týdnu roku 2003.
Umístění a pořadí označení tvořících označení pneumatiky musí být následující:
a) označení rozměru zahrnující jmenovitou šířku průřezu, jmenovité profilové číslo, popřípadě značku druhu konstrukce pneumatiky a jmenovitý průměr ráfku musí být sdruženy, jak je ukázáno ve výše znázorněném příkladu: 185/70 R 14;
b) provozní popis, který zahrnuje index únosnosti a symbol kategorie rychlosti, se umístí v blízkosti označení rozměru. Mohou být před označením rozměru nebo za ním nebo být umístěny nad ním nebo pod ním;
c) slova „TUBELESS“, „REINFORCED“, a značka „M + S“ mohou být od označení rozměru dále;
d) slovo „RETREAD“ může být od označení rozměru dále.
PŘÍLOHA 4
SEZNAM INDEXU ÚNOSNOSTI A ODPOVÍDAJÍCÍCH ÚNOSNOSTÍ
|
Index únosnosti (LI) a únosnost v kg |
|||||||||||||
|
LI |
kg |
LI |
kg |
LI |
kg |
LI |
kg |
LI |
kg |
LI |
kg |
LI |
kg |
|
0 |
45 |
40 |
140 |
80 |
450 |
120 |
1 400 |
160 |
4 500 |
200 |
14 000 |
240 |
45 000 |
|
1 |
46,2 |
41 |
145 |
81 |
462 |
121 |
1 450 |
161 |
4 625 |
201 |
14 500 |
241 |
46 250 |
|
2 |
47,5 |
42 |
150 |
82 |
475 |
122 |
1 500 |
162 |
4 750 |
202 |
15 000 |
242 |
47 500 |
|
3 |
48,7 |
43 |
155 |
83 |
487 |
123 |
1 550 |
163 |
4 875 |
203 |
15 500 |
243 |
48 750 |
|
4 |
50 |
44 |
160 |
84 |
500 |
124 |
1 600 |
164 |
5 000 |
204 |
16 000 |
244 |
50 000 |
|
5 |
51,5 |
45 |
165 |
85 |
515 |
125 |
1 650 |
165 |
5 150 |
205 |
16 500 |
245 |
51 500 |
|
6 |
53 |
46 |
170 |
86 |
530 |
126 |
1 700 |
166 |
5 300 |
206 |
17 000 |
246 |
53 000 |
|
7 |
54,5 |
47 |
175 |
87 |
545 |
127 |
1 750 |
167 |
5 450 |
207 |
17 500 |
247 |
54 500 |
|
8 |
56 |
48 |
180 |
88 |
560 |
128 |
1 800 |
168 |
5 600 |
208 |
18 000 |
248 |
56 000 |
|
9 |
58 |
49 |
185 |
89 |
580 |
129 |
1 850 |
169 |
5 800 |
209 |
18 500 |
249 |
58 000 |
|
10 |
60 |
50 |
190 |
90 |
600 |
130 |
1 900 |
170 |
6 000 |
210 |
19 000 |
250 |
60 000 |
|
11 |
61,5 |
51 |
195 |
91 |
615 |
131 |
1 950 |
171 |
6 150 |
211 |
19 500 |
251 |
61 500 |
|
12 |
63 |
52 |
200 |
92 |
630 |
132 |
2 000 |
172 |
6 300 |
212 |
20 000 |
252 |
63 000 |
|
13 |
65 |
53 |
206 |
93 |
650 |
133 |
2 060 |
173 |
6 500 |
213 |
20 600 |
253 |
65 000 |
|
14 |
67 |
54 |
212 |
94 |
670 |
134 |
2 120 |
174 |
6 700 |
214 |
21 200 |
254 |
67 000 |
|
15 |
69 |
55 |
218 |
95 |
690 |
135 |
2 180 |
175 |
6 900 |
215 |
21 800 |
255 |
69 000 |
|
16 |
71 |
56 |
224 |
96 |
710 |
136 |
2 240 |
176 |
7 100 |
216 |
22 400 |
256 |
71 000 |
|
17 |
73 |
57 |
230 |
97 |
730 |
137 |
2 300 |
177 |
7 300 |
217 |
23 000 |
257 |
73 000 |
|
18 |
75 |
58 |
236 |
98 |
750 |
138 |
2 360 |
178 |
7 500 |
218 |
23 600 |
258 |
75 000 |
|
19 |
77,5 |
59 |
243 |
99 |
775 |
139 |
2 430 |
179 |
7 750 |
219 |
24 300 |
259 |
77 500 |
|
20 |
80 |
60 |
250 |
100 |
800 |
140 |
2 500 |
180 |
8 000 |
220 |
25 000 |
260 |
80 000 |
|
21 |
82,5 |
61 |
257 |
101 |
825 |
141 |
2 575 |
181 |
8 250 |
221 |
25 750 |
261 |
82 500 |
|
22 |
85 |
62 |
265 |
102 |
850 |
142 |
2 650 |
182 |
8 500 |
222 |
26 500 |
262 |
85 000 |
|
23 |
87,5 |
63 |
272 |
103 |
875 |
143 |
2 725 |
183 |
8 750 |
223 |
27 250 |
263 |
87 500 |
|
24 |
90 |
64 |
280 |
104 |
900 |
144 |
2 800 |
184 |
9 000 |
224 |
28 000 |
264 |
90 000 |
|
25 |
92,5 |
65 |
290 |
105 |
925 |
145 |
2 900 |
185 |
9 250 |
225 |
29 000 |
265 |
92 500 |
|
26 |
95 |
66 |
300 |
106 |
950 |
146 |
3 000 |
186 |
9 500 |
226 |
30 000 |
266 |
95 000 |
|
27 |
97,5 |
67 |
307 |
107 |
975 |
147 |
3 075 |
187 |
9 750 |
227 |
30 750 |
267 |
97 500 |
|
28 |
100 |
68 |
315 |
108 |
1 000 |
148 |
3 150 |
188 |
10 000 |
228 |
31 500 |
268 |
100 000 |
|
29 |
103 |
69 |
325 |
109 |
1 030 |
149 |
3 250 |
189 |
10 300 |
229 |
32 500 |
269 |
103 000 |
|
30 |
106 |
70 |
335 |
110 |
1 060 |
150 |
3 350 |
190 |
10 600 |
230 |
33 500 |
270 |
106 000 |
|
31 |
109 |
71 |
345 |
111 |
1 090 |
151 |
3 450 |
191 |
10 900 |
231 |
34 500 |
271 |
109 000 |
|
32 |
112 |
72 |
355 |
112 |
1 120 |
152 |
3 550 |
192 |
11 200 |
232 |
35 500 |
272 |
112 000 |
|
33 |
115 |
73 |
365 |
113 |
1 150 |
153 |
3 650 |
193 |
11 500 |
233 |
36 500 |
273 |
115 000 |
|
34 |
118 |
74 |
375 |
114 |
1 180 |
154 |
3 750 |
194 |
11 800 |
234 |
37 500 |
274 |
118 000 |
|
35 |
121 |
75 |
387 |
115 |
1 215 |
155 |
3 875 |
195 |
12 150 |
235 |
38 750 |
275 |
121 500 |
|
36 |
125 |
76 |
400 |
116 |
1 250 |
156 |
4 000 |
196 |
12 500 |
236 |
40 000 |
276 |
125 000 |
|
37 |
128 |
77 |
412 |
117 |
1 285 |
157 |
4 125 |
197 |
12 850 |
237 |
41 250 |
277 |
128 500 |
|
38 |
132 |
78 |
425 |
118 |
1 320 |
158 |
4 250 |
198 |
13 200 |
238 |
42 500 |
278 |
132 000 |
|
39 |
136 |
79 |
437 |
119 |
1 360 |
159 |
4 375 |
199 |
13 600 |
239 |
43 750 |
279 |
136 000 |
PŘÍLOHA 5
OZNAČENÍ VELIKOSTI A ROZMĚRY PNEUMATIKY
(v souladu s předpisem EHK č. 30)
Tyto informace viz předpis EHK č. 30, příloha 5.
PŘÍLOHA 6
METODA MĚŘENÍ PNEUMATIK
1. Příprava pneumatiky
1.1 Pneumatika se namontuje na zkušební ráfek stanovený obnovujícím subjektem a nahustí se na tlak 3 až 3,5 bar.
1.2 Tlak pneumatiky se upraví takto:
1.2.1 u standardních pneumatik smíšené konstrukce na 1,7 bar;
1.2.2 u diagonálních pneumatik (bias-ply) na:
|
Tlak (bar) u symbolu kategorie rychlosti |
|||
|
Počet vrstev |
L, M, N |
P, Q, R, S |
T, U, H, V |
|
4 |
1,7 |
2,0 |
— |
|
6 |
2,1 |
2,4 |
2,6 |
|
8 |
2,5 |
2,8 |
3,0 |
1.2.3 u standardních radiálních pneumatik na 1,8 bar;
1.2.4 u zesílených pneumatik na 2,3 bar.
2. Postup měření
2.1 Pneumatika namontovaná na ráfku se stabilizuje při okolní pokojové teplotě po dobu nejméně 24 hodin, ledaže bod 6.8.3 tohoto předpisu stanoví jinak.
2.2 Tlak pneumatiky se znovu upraví na hodnotu stanovenou v bodě 1.2 této přílohy.
2.3 Celková šířka se změří v šesti rovnoměrně rozmístěných bodech na obvodu pneumatiky, v úvahu se bere tloušťka jakýchkoliv ochranných žeber nebo pásů. Nejvyšší z takto naměřených hodnot se považuje za celkovou šířku.
2.4 Vnější průměr se vypočítá z měření maximálního obvodu nahuštěné pneumatiky.
PŘÍLOHA 7
POSTUP ŽIVOTNOSTNÍ ZKOUŠKY ZATÍŽENÍM/RYCHLOSTÍ
(V zásadě v souladu s přílohou 7 předpisu č. 30)
1. Příprava pneumatiky
1.1 Pneumatika se namontuje na zkušební ráfek stanovený obnovujícím subjektem.
1.2 Nahustí se na příslušný tlak daný v barech podle následující tabulky:
|
Kategorie rychlosti |
Diagonální (bias-ply) pneumatiky |
Radiální pneumatiky |
Pneumatika smíšené konstrukce |
|||
|
Počet vrstev |
Standard |
Zesílená |
Standard |
|||
|
4 |
6 |
8 |
||||
|
L, M, N |
2,3 |
2,7 |
3,0 |
2,4 |
— |
— |
|
P, Q, R, S |
2,6 |
3,0 |
3,3 |
2,6 |
3,0 |
2,6 |
|
T, U, H |
2,8 |
3,2 |
3,5 |
2,8 |
3,2 |
2,8 |
|
V |
3,0 |
3,4 |
3,7 |
3,0 |
3,4 |
– |
|
W, Y |
— |
— |
— |
3,2 |
3,6 |
— |
1.3 Obnovující výrobní závod může s udáním důvodů požadovat zkušební tlak huštění odlišný od tlaku udaného v bodě 1.2 této přílohy. V takovém případě se musí pneumatika nahustit na požadovaný tlak.
1.4 Celek kola s pneumatikou se stabilizuje při teplotě zkušební místnosti po dobu nejméně tří hodin.
1.5 Tlak v pneumatice se upraví na hodnotu stanovenou v bodech 1.2 nebo 1.3 této přílohy.
2. Postup zkoušky
2.1 Celek kola s pneumatikou se namontujte na zkušební nápravu a přitlačí se na vnější povrch hladkého poháněného zkušebního bubnu o průměru buď 1,70 m ± 1 % nebo 2,00 m ± 1 %.
2.2 Zkušební náprava se zatíží zátěží, která činí 80 % následujících hodnot:
2.2.1 maximální únosnosti odpovídající indexu únosnosti u pneumatik se symbolem kategorie rychlosti L až H včetně;
2.2.2 maximální únosnosti přiřazené maximální rychlosti (viz bod 2.35.2 tohoto předpisu)
— 240 km/h u pneumatik se symbolem kategorie rychlosti „V“,
— 270 km/h u pneumatik se symbolem kategorie rychlosti „W“,
— 300 km/h u pneumatik se symbolem kategorie rychlosti „Y“.
2.3 Tlak v pneumatice se nesmí v průběhu zkoušky korigovat a zkušební zátěž se musí udržovat konstantní.
2.4 V průběhu zkoušky se musí teplota zkušební místnosti udržovat v rozsahu od 20 oC do 30 oC, pokud však výrobce pneumatiky nebo obnovující subjekt nesouhlasí s vyšší teplotou.
2.5 Program životnostní zkoušky musí proběhnout bez přerušení takto:
2.5.1 doba pro náběh z nulové rychlosti do počáteční zkušební rychlosti: 10 min.;
2.5.2 počáteční zkušební rychlost: maximální rychlost předepsaná pro daný typ pneumatiky, snížená o 40 km/h u zkušebního bubnu o průměru 1,70 m ± 1 % nebo snížená o 30 km/h u zkušebního bubnu o průměru 2,00 m ± 1 %;
2.5.3 intervaly, ve kterých se odstupňuje rychlost: 10 km/h až do maximální rychlosti;
2.5.4 trvání zkoušky v každém stupni rychlosti mimo posledního stupně: 10 min.;
2.5.5 trvání zkoušky v posledním stupni rychlosti: 20 min.;
2.5.6 maximální zkušební rychlost: maximální rychlost předepsaná pro daný typ pneumatiky snížená o 10 km/h u zkušebního bubnu o průměru 1,70 m ± 1 % nebo maximální rychlost předepsaná pro zkušební buben o průměru 2,00m ± 1 %.
3. Rovnocenné zkušební metody
Užije-li se jiná metoda, než je metoda předepsaná v bodě 2 této přílohy, musí se prokázat její rovnocennost.
PŘÍLOHA 8
VYSVĚTLUJÍCÍ VYOBRAZENÍ
Viz bod 2 tohoto předpisu.
( 1 ) Úř. věst. L 346, 17.12.1997, s. 78.
( 2 ) Úř. věst. C 177, 22.6.2000, s. 47.
( 3 ) Souhlas ze dne 15. května 2001 (dosud nezveřejněný v Úředním věstníku).
( 4 ) Normy pneumatik lze získat na následujících adresách:
( 5 ) ETRTO, 32 Av. Brugmann – Bte 2, B-1060 Brussels, Belgie.
( 6 ) TRA, 175 Montrose West Avenue, Suite 150, Copley, Ohio, 44321 USA.
( 7 ) JATMA, 9th Floor, Toranomon Building No. 1-12, 1-Chome Toranomon Minato-ku, Tokyo 105, Japonsko.
( 8 ) TRAA, Suite 1, Hawthorn House, 795 Glenferrie Road, Hawthorn, Victoria, 3122 Austrálie.
( 9 ) ALAPA, Avenida Paulista 2444-12o Andar, conj. 01310 Sao Paulo, SP Brazílie.
( 10 ) STRO, Älggatan 48 A, Nb, S-216 15 Malmö, Švédsko.
( 11 ) pro Německo, 2 pro Francii, 3 pro Itálii, 4 pro Nizozemsko, 5 pro Švédsko, 6 pro Belgii, 7 pro Maďarsko, 8 pro Českou republiku, 9 pro Španělsko, 10 pro Jugoslávii, 11 pro Spojené království, 12 pro Rakousko, 13 pro Lucembursko, 14 pro Švýcarsko, 15 (neobsazeno), 16 pro Norsko, 17 pro Finsko, 18 pro Dánsko, 19 pro Rumunsko, 20 pro Polsko, 21 pro Portugalsko, 22 pro Ruskou federaci, 23 pro Řecko, 24 pro Irsko, 25 pro Chorvatsko, 26 pro Slovinsko, 27 pro Slovensko, 28 pro Bělorusko, 29 pro Estonsko, 30 (neobsazeno), 31 pro Bosnu a Hercegovinu, 32 až 36 (neobsazeno), 37 pro Turecko, 38 až 39 (neobsazeno), 40 pro Bývalou jugoslávskou republiku Makedonii, 41 (neobsazeno), 42 pro Evropské společenství (schválení udělují její členské státy a užívají své příslušné symboly EHK) a 43 pro Japonsko. Dalším státům se přidělí po sobě následující čísla chronologicky v pořadí, ve kterém budou ratifikovat Dohodu o přijetí jednotných technických pravidel pro kolová vozidla, zařízení a části, které se mohou montovat nebo užívat na kolových vozidlech, a o podmínkách pro vzájemné uznávání schválení typu udělených na základě těchto pravidel, nebo v pořadí, ve kterém k uvedené dohodě přistoupí, a takto přidělená čísla sdělí generální tajemník Organizace spojených národů smluvním stranám dohody.